轴承大型标准件及桥尺检测方法
2013-07-21孙彩霞冯霞
孙彩霞,冯霞
(洛阳LYC轴承有限公司 质量环保部,河南 洛阳 471039)
1 概述
目前,轴承行业大型产品的加工过程中,内径、外径及滚道尺寸主要采用桥尺或大型标准件做为测量用量具。大型标准件指尺寸较大(一般300 mm以上)、质量大于10 kg的标准件。桥尺是活动标准件,指在桥形平尺上安装测块作为轴承内、外径尺寸和滚道尺寸的一种长度标准实物量具。大型检具是比较测量长度尺寸的辅助量具,桥尺和大型检具示意图如图1所示。
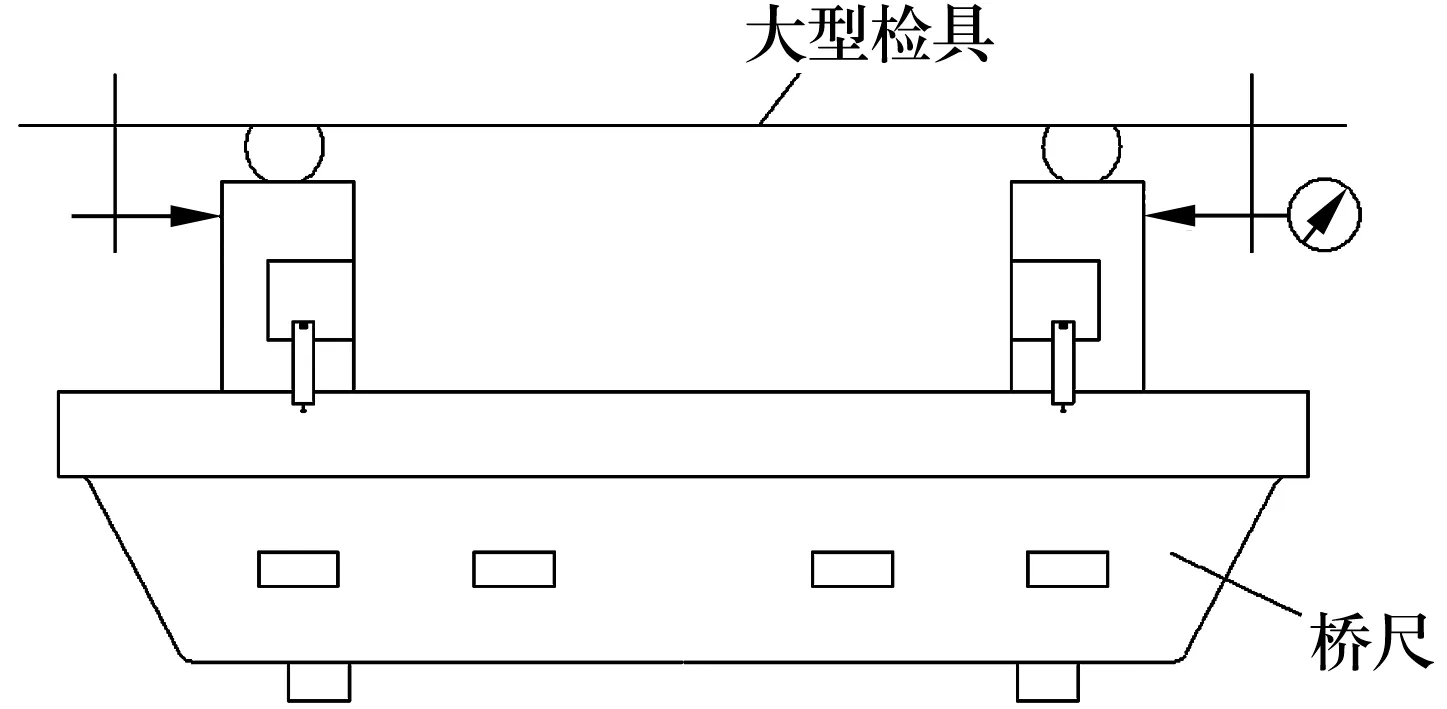
图1 桥尺和大型检具示意图
这些量具尺寸及质量较大,一般无法直接在测长仪等精密仪器上进行测量,通常采用大型检具和量块进行比较测量,但该测量方法不确定因素较多,测量误差较大,无法满足高精度轴承产品的测量要求。计量型三座标测量仪测量准确度较高,但价格昂贵、测量程序繁琐、效率低,对操作者技能水平和测量环境要求也很高,而且测量范围有限,不适用于标准件和桥尺的批量测量。因此,需改进原测量方法,以满足测量准确度、测量效率和测量环境的要求。
2 附件设计
对精密测长仪的附件进行设计改造,以增加测长仪的承重范围和测量范围。
2.1 辅助工作台
为减轻主工作台的负荷,增加仪器承重量,设计了测长仪辅助工作台,使质量在10~20 kg的大型标准件均可在测长仪上直接测量。该辅助工作台可沿仪器导轨移动且能够上、下升降并锁紧,便于支承不同高度尺寸的大型工件,辅助工作台支承效果如图2所示。
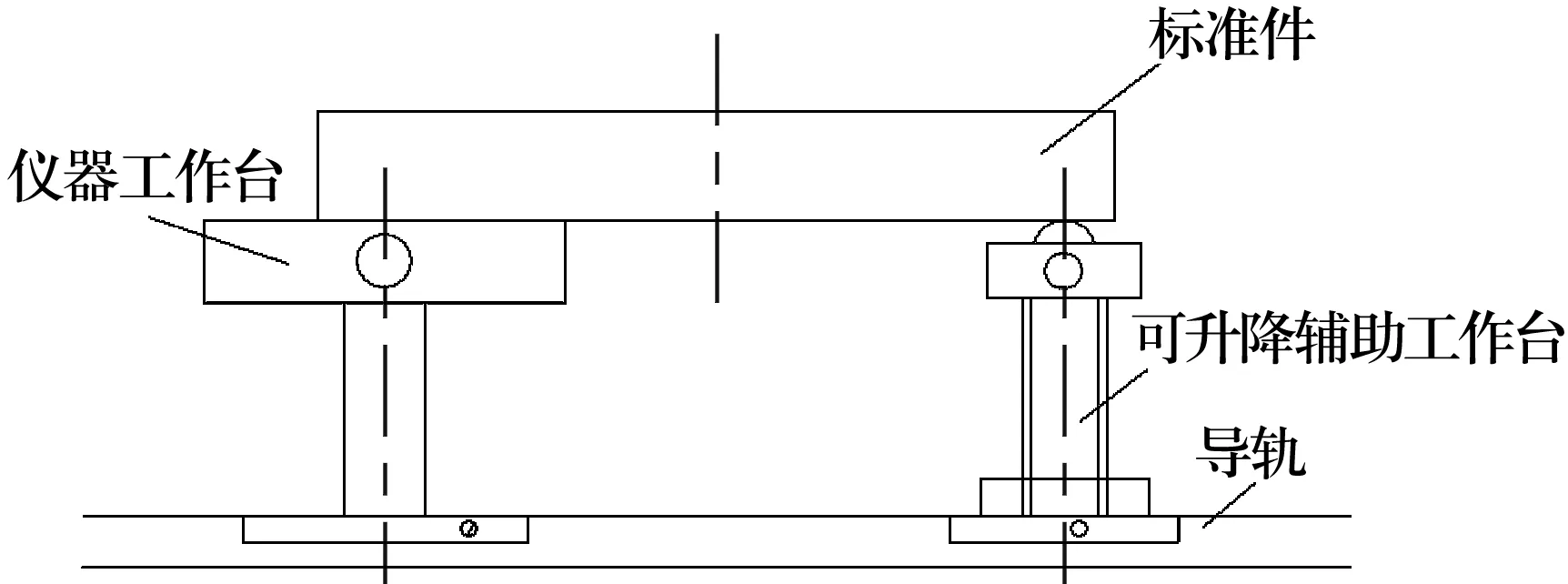
图2 辅助工作台支承示意图
2.2 测长仪内挂钩
仪器原标准配置的内挂钩最高测量深度为55 mm,为解决部分测量深度较大的内尺寸标准件的测量,设计了测量深度增加到80 mm的内挂钩,结构如图3所示。
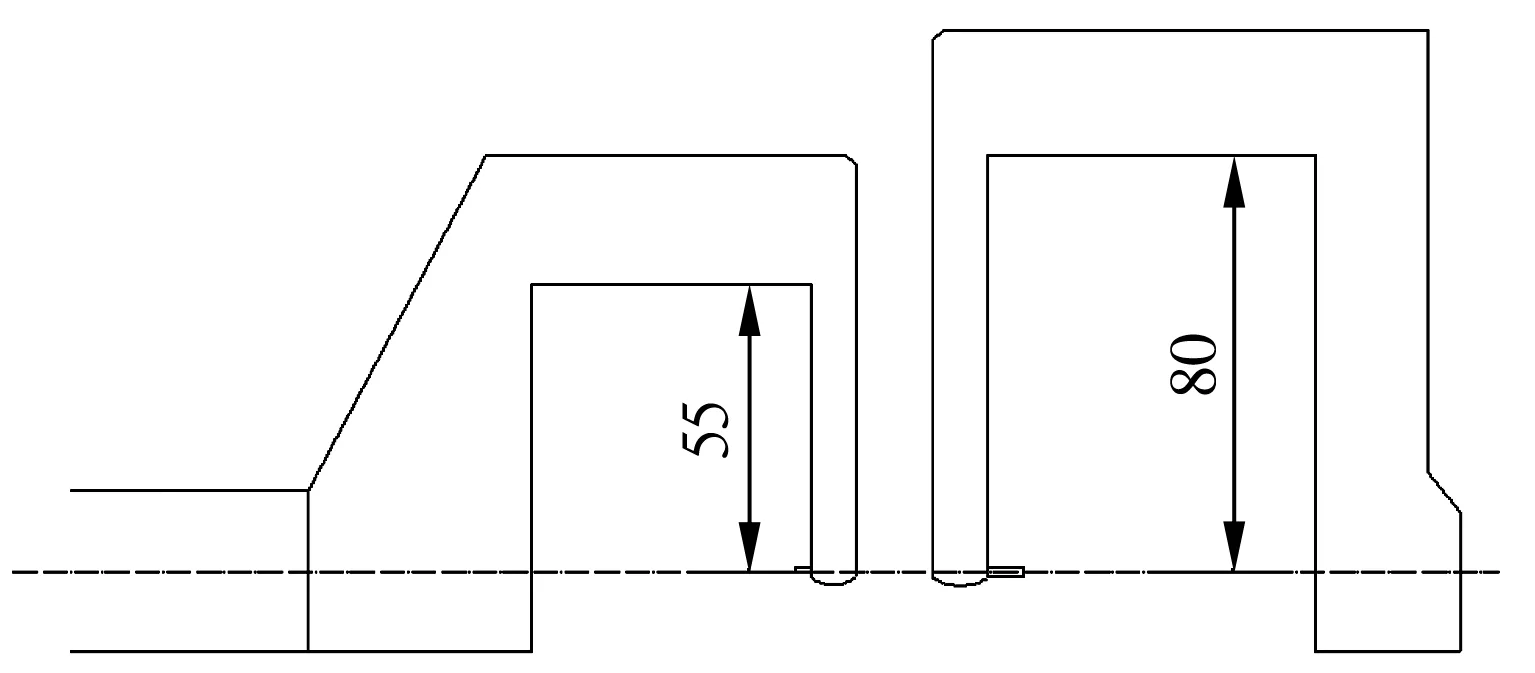
图3 新、旧内挂钩对比图
3 专用测长仪
设计的专用测长仪结构如图4所示,可替代组合量块校对桥尺和大型标准件。测长仪选用海德汉精密光栅尺作为仪器的测量标准,仪器底座选择与光栅尺材质接近的铸钢,减少因材料热膨胀系数不同而带来的仪器误差。测头为L形,既保证两测头接触对零时不易因用力过大而造成零位不稳定,又方便测头磨损后调换;而且该形状的工作面便于制造研磨,有利于保证测头形位公差要求。另外,测头还设计有一定的宽度,以满足大型检具校准尺寸的要求。
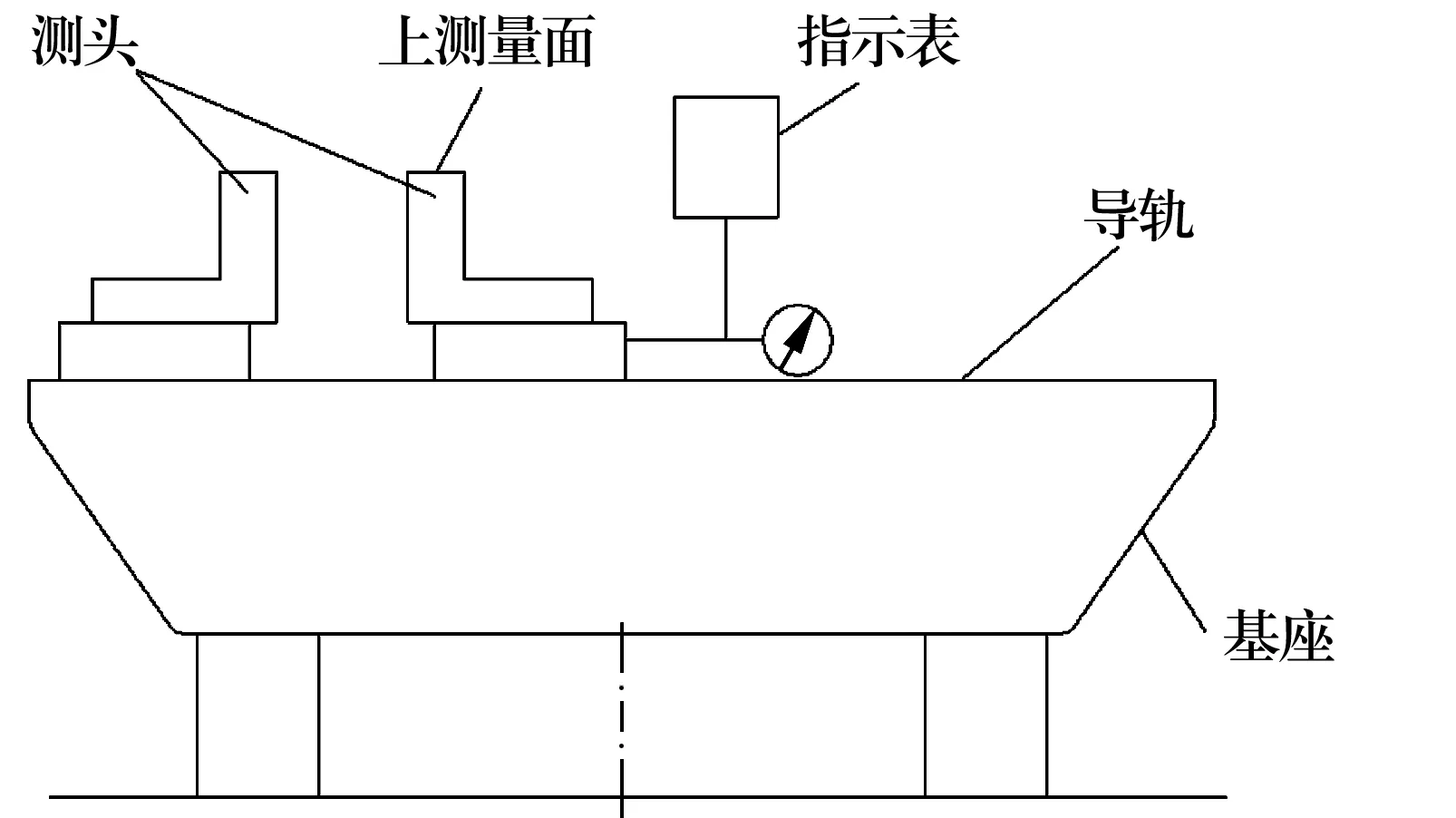
图4 专用测长仪示意图
专用测长仪可替代量块做为尺寸标准直接校对大型检具上仪表的零位,优点为:(1)减小测量误差,提高测量精度。大型检具放置在专用仪器上校对零位时,其支点与传递到标准件或桥尺上的支点一致,消除了大型检具因支承点不同带来的误差;减少多个量块组合带来的误差和手托量块校对大型检具时量块变形带来的误差,更能避免组合量块过程中的计算错误、组装错误等人为误差。(2)提高工作效率。不需计算组合用量块值,无需再组合量块,直接把仪器移到所需的尺寸位置,节约时间,提高了工作效率。
4 测量分析与比对
取一套外径460 mm、内径300 mm的特大型标准件,用不同的测量方法进行测量并分析对比,结果见表1。
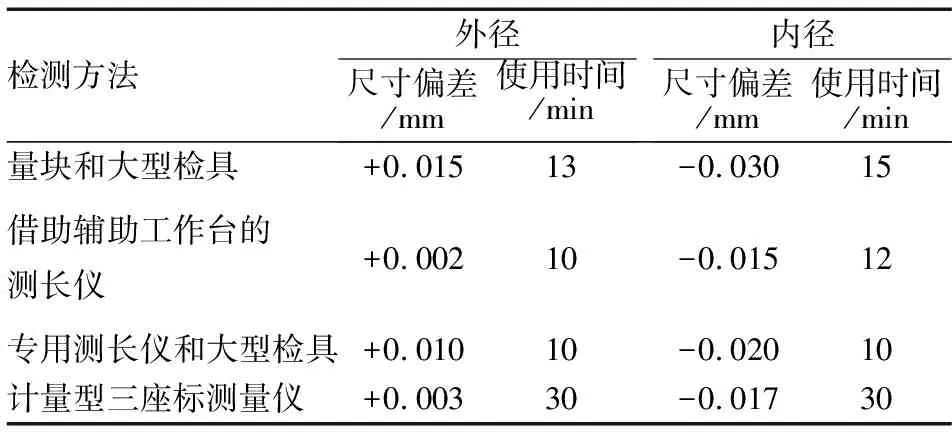
表1 不同方法检测结果对比
计量型三座标测量机与测长仪的测量误差都很小,准确度接近,但从表1看出,借助辅助工作台的测长仪比三座标测量仪所用时间更少,效率更高,因此在测量单一方向尺寸且测量范围、承重量允许的情况下,应选用测长仪;专用测长仪和大型检具比用量块和大型检具测量所得值更接近在测长仪上测得值,准确度更高,效率也更高。
5 结束语
实践表明,通过设计一些仪器附件扩大原测长仪的测量范围,在不购入高精密三座标测量仪下也可实现部分大型标准件的精密测量,节省了成本。
