锻造成形的计算机模拟
2013-07-10大阪大学名誉教授小坂田宏造
大阪大学名誉教授 小坂田 宏造
苏州汉金模具技术有限公司 (太仓 215400) 王 欣
1. 锻造计算机模拟概要
锻造成形过程中的材料流动及内部情况,在计算机上进行再现的方法称为模拟,被越来越多地应用于减少锻造变形的工序,减少试模次数,降低成本及缩短零件的开发周期等方面。人们想象的锻造模拟的理想结果是与实际锻造一样,在计算机中进行试模及锻造操作,完全再现加工中产生的各种现象。可是,现实的模拟技术由于受到计算机能力,软件的完善程度,以及输入数据的准确和完整性等的影响,与想象中的理想状态还相差很远。另外,要想很好地利用模拟工具也需要一定的力学知识。
如果把模拟的作用定义为帮助技术人员完成设计,则现在的模拟技术已经完全可以达到这个程度,并且在许多企业的实际应用中得到了验证。在这里,对锻造模拟技术的基础知识和现有模拟软件使用时的必要知识、使用技巧进行说明。
2. 二维与三维有限元
图1a所示为横断面的形状呈圆形的回转对称零件,对纵断面的右半部分进行解析就可以得轴对称变形。在二维平面上可以分析计算的问题称二维变形。在二维变形中,如板材轧制那样轧板在宽度方向具有同样变形的情况,称为平面变形,板材拉深试验时在板厚方向无压力作用的情况称为平面应力变形。大多数冷锻零件具有轴对称形状,因此,二维变形问题的解析具有广泛的应用范围是非常重要的。
另一方面,大多的热锻产品如图1b所示,是不具有对称性的三维形状,需要三维有限元解析。与二维问题的解析相比,三维解析具有适用范围广等优点,可是需要多用100 1000倍的计算时间。为此,实际上的三维变形零件也经常根据其部分变形的特征简化成二维变形的模型进行解析。
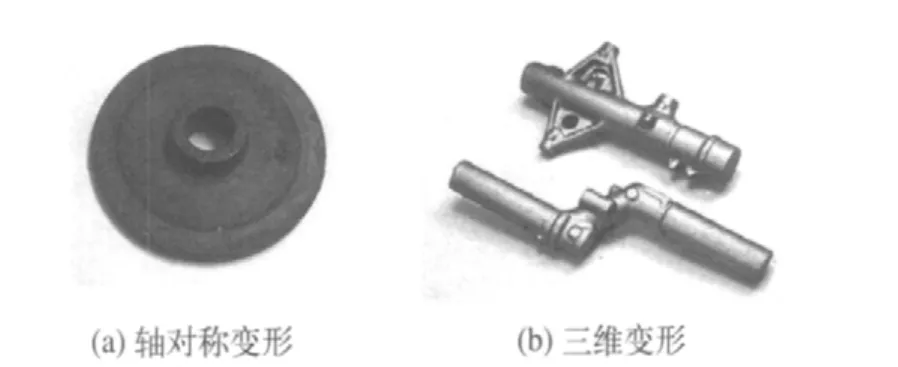
图1 轴对称变形与三维变形
3. 模拟计算时的注意事项
(1)明确目的 如果在没有很好理解原理的情况下就交代模拟计算工作,或者在没有很好理解交代人员意图的情况下就进行计算,得到的结果往往也没有什么参考价值,这样的例子经常会见到。有效的模拟计算,需要首先明确以下事项: ①为什么要进行模拟计算(提高模具寿命)。②想知道什么参数(工具面压)。③什么方面对获得目的结果的影响最大(角部过渡圆角)。④所需参数的精度要求是多少(5%以上的压力变化)。
(2)不能过度相信模拟结果 模拟只是基于输入的数据进行计算,如果输入数据不正确那肯定得不到正确的结果。100%正确的数据很难得到,为了正确理解计算结果,需要与一定程度的实验数据进行比较。因此,需要对是否符合模拟的目的,是否按照模型化的意图进行了模拟等项目进行不断的确认。
(3)模型的简化 初入手操作者在进行三维计算时,会划分很多单元,同时建立包括温度计算与工具弹性计算的复杂模型,不过“尽可能建立简单的计算模型”非常重要。模型越复杂,计算时间就越长,易于错过观察重要参数的机会。简单的模型可以节约计算时间,在分析计算结果时,可以回避徒劳无益的工作,易于排除数据设定失误等引起的相关错误。三维模拟除了计算时间长以外,断面上的结果观察也是在平面上进行的,很难检查出问题。建议尽量采用不考虑温度计算的轴对称变形来完成模拟解析分析。需要复杂的模型时,最好也从简化模型计算开始,不断朝着复杂的方向进展,这样可在短期间内获得高信赖度的模拟结果。
(4)进行彻底的分析 调查有无应变应力分布极端集中的部分,对单元的大小和分布及一个变形步的变形量是否适当进行研讨。与过去的数据和经验进行比较,看计算结果是否与实际现象一致,以便确认输入数据的可信性。正确理解计算得到的“一次信息”的物理意义,并进行综合的分析判断。从“一次信息”有时也能够预测锻造缺陷等“二次信息”,对各种一次信息进行组合,综合推定二次信息的情况也很多。可以说这些分析能力是模拟专家最不可欠缺的东西。
(5)关键人才的培养是成功的秘诀 在锻造模拟的日常使用中,要掌握模拟最基本的知识,熟悉掌握塑性力学,有限单元法的知识不是绝对的条件。限定适用范围,完善使用说明,围绕限定的目的,在生产现场也可以使用模拟计算。当遇到问题时如果没有具有处理能力的人员,往往会导致模拟计算的使用举步不前。因此,要想有效地使用锻造模拟软件,需要培养既要懂锻造理论又要精通锻造实际技术的关键人才。
4. RIPLS锻王
RIPLS锻王是锻造工艺设计专家系统(锻王)与锻造模拟软件(RIPLS-FORGE)组合而成的一个精密锻造模具(工艺)设计的辅助工具,由基础数据库、体积计算、压力(吨位)计算、模具计算、有限元模拟以及设计方法6部分组成。本软件简单、快速、精确,锻造技术人员及锻造现场工作人员均能使用,并能获得帮助为目的而开发,锻王融合了塑性理论、现场经验以及实测数据的计算公式,既操作简单又能满足生产现场对精度的要求。
5. RIPLS-FORGE的模拟计算实例
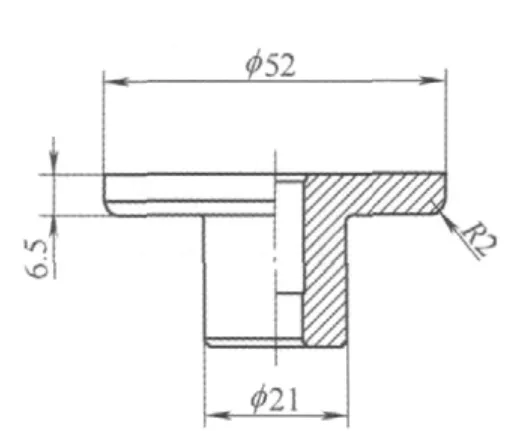
图2 带有大法兰小圆角的冷锻制品
图2 所示为一个带小圆角的法兰螺帽,是使用多工位冷锻机加工的实例。材料为10钢,法兰直径较大(φ52mm),并且要求成形后上部锻造成圆角小于R0.5mm。依据现场设计人员的经验,由于材料很软认为可以通过密闭成形得到所需的形状,可是在试模时模具产生开裂。最初,只是考虑可能是模具本身的质量问题,之后又加工了3个模具继续进行试验,结果还是开裂。
针对以上问题,使用有限元软件RIPLSFORGE进行计算,在模拟目的明确的前提下,为了能用二维有限元进行计算,忽略了中心孔的存在,简化成了圆柱轴对称模型。为获得小圆角R0.5mm,需要550t成形力,工具面压也将超过30 000 MPa,从而搞清了面压过大是模具开裂的原因, 如图3 图5所示。
改进后的法兰螺帽的锻造工序,为了获得最终的形状,设计了4个工序。
第一工序的目的主要是矫正不规则的切断面,为下一步镦粗成形时防止材料失稳做好准备并进行预备成形。另外,为了尽量获得均匀的轴对称形状,冲头和模具两面都设计了约束部分,图6a中A部的过渡圆角R也不能太小(太小会成为折叠的根源)。
第二工序的目的是进一步矫正切断带来的圆周不均匀缺陷,为了增加摩擦采用带有微小同心圆槽约束的球面冲头。在第三工序中,镦粗到法兰外径尺寸,并尽量保证外周的自由表面,避免吨位的急速增加(外周形状可以根据允许面压来调节)。在第四工序,使用局部挤压整形的办法来实现上部角部小于R0.5mm的成形。实际锻造中,几乎是与模拟结果一样,整体吨位在500t以下就实现了锻造生产,模具寿命较高(见图6)。
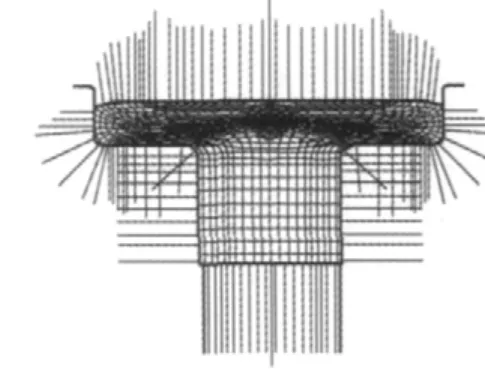
图 3
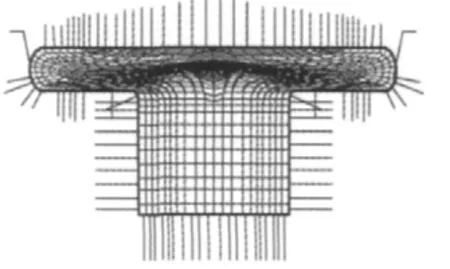
图 4

图 5

