ASME第Ⅸ卷与NB/T47014焊接工艺评定对比
2013-07-07胡广泽
胡广泽
(山东核电设备制造有限公司,山东 海阳 265118)
0 引言
2011年10月1日,国家能源局正式颁布了NB/T47014-2011《承压设备焊接工艺评定》,取代了之前的机械部所发布的JB/T4708。其新的规范在很大程度上借鉴了ASME第Ⅸ卷,但其中又有很多不同点。现在,很多企业在同时使用这两个标准,在使用过程中,对于一些细节很有可能互相串用,导致最终焊接工艺评定不能满足应用要求。
1 版本适用性对比
ASME第Ⅸ卷对于版本的控制有固定的修订周期,并对旧版本进行焊接工艺评定进行认可。一般情况是在每年的7月份做一次修订,每三年进行升版一次,中间年份使用增补的方式对规范进行修订。我国国内压力容器焊接工艺评定规范没有固定的修订周期,且对旧版本的焊接工艺评定是否认可,要求不明确。从JB/T4708-2000到目前的NB/T47014-2011,跨度11年,升版时间长,且不明确升版周期。在执行过程中,可能会因为监管人员或企业技术人员各自理解不同,而造成要求不一致。
2 焊接工艺评定检验对比
ASME第Ⅸ卷对于焊接工艺评定及焊工考试的要求是分开的,焊接工艺评定是考察的焊缝接头的力学、冲击等性能,焊工考试是考察焊工是否能够按照规范在缺陷限制范围内完成接头的焊接。因此,对于焊接工艺评定接头,只规定了需要进行相关的理化试验,只要理化试验合格了,该工艺也就满足产品要求了,未要求焊缝表面检测及体积检测。
NB/T 47014-2011中第6.4条规定:“试件检验项目:外观检查、无损检测、力学性能和弯曲试验。”对于“外观检查和无损检测结果不得有裂纹。”因为,裂纹往往是由焊接工艺或材料的原因造成的。
3 焊接母材覆盖范围对比
3.1 母材厚度覆盖范围
ASME第Ⅸ卷与NB/T47014中对于母材厚度的覆盖范围要求基本是一致的。(可能是由于公英制转换原因,数值不同。)但对于一些母材厚度覆盖范围的特殊性规定,ASME规范描述更加的明确。
3.1.1 返修、补焊母材厚度覆盖范围
焊接返修、补焊的母材厚度范围,在ASME第Ⅸ卷QW-202.3中进行了明确规定:坡口焊缝评定合格的焊接工艺可用于焊缝返修及补焊。对于角焊缝返修,金属厚度与母材厚度不做限制;对于其它类型的焊接修补应满足QW-451的覆盖范围,对于试件厚度大于38mm的焊接工艺评定,母材覆盖的上限不做限制。
但在NB/T 47014中,只是在表9中,规定了使用大于等于38mm的母材进行的焊接工艺评定,产品返修、补焊母材的最大厚度不做限制。但对于小于38mm的情况,未进行明确的规定。
3.1.2 冲击试验对母材厚度的限制
对于有冲击试验的焊接工艺评定,母材厚度的覆盖范围在ASME第Ⅸ卷及NB/T47014中的描述是一致的。“若T≥6mm时,适用于焊件母材厚度的有效范围最小值为试件厚度T与16mm两者中的较小值;当T<6mm时,适用于焊件母材厚度的最小值为T/2。”
但在ASME规范第Ⅸ卷中,是否进行冲击试验,是由相关的产品制作标准中提出的,第Ⅸ卷本身未进行规定。而NB/T 47014中,要求了焊缝冲击试验及热影响区冲击试验,并给出了免除要求。表11中注释(5)“当无法制备5mm*10mm*55mm小尺寸冲击试样时,免做冲击试验。”
3.2 对于规范之外材料的特殊规定
ASME第Ⅸ卷和NB/T47014所接受的材料都是按照各自国家标准所生产的材料(ASME接受了一小部分其它国家的材料),因此在使用未被标准所接受的材料进行焊接工艺评定时,两种规范都分别做了相关规定。
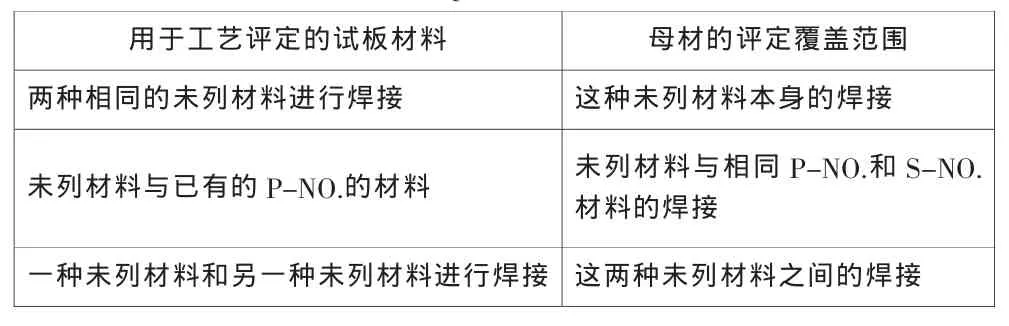
ASME第Ⅸ卷中规定,进行焊接工艺评定的母材若没有在表QW-422中列出且没有相应的UNS NO.将它归类到某一P-NO.下时,属于未列材料范围,评定范围按照QW-424规定进行,要求如下:
在NB/T47014附录B中,同样对规范以外材料的焊接工艺评定进行了规定,要求按照“母材归类报告”的结果将未列材料归于表1中所列类别和组别内。母材归类报告至少应包括:
1)母材相应的标准或技术条件;
2)母材的冶炼方法、热处理状态、制品形态、技术要求及产品合格证明书;
3)母材的焊接性能:
(1)焊接性能分析;
(2)焊接性能:工艺焊接性能,使用焊接性能。
4)焊接方法、焊接材料和焊接工艺;
5)母材的使用业绩及其来源;
6)各项结论、数据及来源;
7)母材归类、归组陈述;
8)结论:该母材归入类别、组别,及其母材规定的抗拉强度最低值。
母材归类报告完成后,进行存档备查。对于没有进行归类的材料“应按照每个金属材料代号(依照标准规定命名)分别进行焊接工艺评定。
可以看出这两种规范对与未列材料进行了不同要求的规定,从长远来看,NB/T47014的规定更加方便,通过对“母材归类报告”的积累,焊接工艺评定数量也将逐渐减少。但“母材归类报告”的要求不明确,例如,“母材的焊接性能”需要做哪些具体的试验?试验标准是什么?等。若能将每一项试验内容进行更具体的明确,统一格式,统一标准,将更加有利于标准执行。
4 冲击试验对比
ASME第Ⅸ卷中未对焊接工艺评定冲击试验进行要求,判定评定是否需要进行冲击试验由相关的制作标准来确定。如ASME第Ⅲ卷、ASME第Ⅷ卷等。例如,用于核电核一级设备制作的ASME第Ⅲ卷NB分卷,在NB-4335中规定,只有当焊缝接头厚度超过16mm,且接头处母材需要按照NB分卷的要求进行冲击试验时,焊接工艺评定才需要进行焊缝的冲击试验,若在这一条件下按照NB-4600进行了焊后热处理,热影响区的冲击试验也同样是免除。因为ASME规范认为焊后热处理是可以改善接头的冲击性能。
NB/T 47014-2011中对焊接工艺评定的冲击试验是比较笼统的,表11注释(5)中规定,只有当无法制备5*10*55的冲击试样时,才免做冲击试验。焊接工艺评定是为了保证产品焊接接头的各项性能,如此规定,变成了冲击试验是根据承制商选用的试板来确定。假设,有一容器壁厚为10mm,在进行焊接工艺评定时,若选用了5mm的试板进行焊接工艺评定,由于无法制备小冲击试样,可免做,母材的厚度可覆盖至10mm;若选用8mm试板进行焊接工艺评定,则需要进行冲击试验,母材覆盖范围为8~16mm。由此以来,针对同一个产品出现了两种不同的要求。
5 熔敷金属分类控制对比
ASME第Ⅸ卷除了使用焊接材料的标准号(SFA-NO.)及自身特性进行控制外,对于铁基焊接材料按照化学成分进行了分类,使用ANO.进行控制。在这种控制措施下,同一牌号的焊接材料,有可能因为不同的A-NO.号,而需要重新进行焊接评定。因此在采购该类焊接材料时,应控制这两种化学成分的含量,否则焊接工艺评定则有可能无法覆盖产品的焊接。
NB/T47014-2011中按照母材的分类,对焊接材料进行分类控制,不同于ASME规范的规定。这一点,在NB/T47014-2011的编制说明中,说明了原因。“因为中国合金体系与美国差别较大,中国材料难以对照A-编号。”“经过对比,我们认为JIS B8285《压力容器焊接工艺评定》依据母材分类原则对焊材进行分类。其操作性强,适用于对国内外各种焊材分类。”
6 结论
通过以上对比、分析可见,虽然NB/T47014-2011是参考ASME第Ⅸ卷进行编制的,但是NB/T 47014结合了我国的国情进行不同程度的改版。随着中国制造业走向国际,为适应国际制造业的要求,根据NB/T47014的统计,截止到2010年10月底,我国共有482家企业取得了ASME各类钢印。这也说明ASME规范在我国制造业也有着广泛的应用要求,这就需要我们国内的制造企业在实施和使用ASME和中国国标体系时,应引起真够重视,加强对比分析,切忌混用,避免给工程施工带来不必要的麻烦。
[1]ASME Sect.Ⅸ Welding and Brazing Qualifications[S].
[2]ASME Ⅲ Division1-Subsection NB Class 1 Components Rules For Construction of Nuclear Facility Components[S].
[3]NB/T47014-2011承压设备焊接工艺评定[S].
[4]ISBN 7-111-09859-5 焊接工程师手册[M].机械工业出版社,2002,1.