基于产品质量的原材料质量控制策略
2013-07-03熊显渝
熊显渝
(重庆长安工业公司,重庆 401120)
原材料对企业产品生产至关重要,是保证企业产品质量的基础。然而,随着原材料市场竞争日益激烈,总有一些唯利是图厂家或不法商贩,将伪劣产品推向市场,即使某些正规厂家,由于自身管理漏洞或其他原因,也可能使一些劣质产品流入市场。这些伪劣产品在生产使用过程中,将造成了重大质量事故或安全隐患,成为了产品生产质量事故或安全事故罪魁祸首。另外,采购回原材料如果控制不当,也直接影响产品生产质量。如何防止伪劣或变质原材料流入生产线,是每个企业需要研究课题。为避免原材料的缺陷造成对产品质量的不利影响,结合实例,分析原材料缺陷存在的主要类型,并从原材料的采购、入厂验收等方面提出原材料选择的策略,以确保原材料质量,从而提升产品质量,为企业制造高质量成品提供保障。
1 原材料质量是产品质量的重要保障
原材料是产品的实体和载体,产品质量与原材料的质量密切相关。具有优良使用性能和加工性能的原材料,是优质产品的前提和保证,也是衡量最终产品质量优劣的重要标志。任何不符合要求、甚至低劣的原材料就不可能生产出质量好的产品。
原材料质量通常分为外在质量和内在质量,即宏观质量和微观质量。外在质量主要包括规格、尺寸、形位公差和肉眼可见的表面冶金质量等;内在质量主要包括材料的化学成分、力学性能和组织结构以及材料成分和组织的纯洁性、均匀性等。加工性能分为冷加工性能和热加工性能。冷加工性能包括车、铣、刨、磨、冲压和校正等成型工艺性能;热加工性能包括铸、锻、焊、热处理和表面处理等工艺性能。使用性能则涵盖了成品零件的理化性能、模拟试验、成品的寿命试验和产品在用户使用中的实际服役寿命等[1-5]。原材料质量是产品质量的重要组成部分,对成品质量起着基础和保障作用,并且始终贯穿于生产、加工、装配和使用等整个过程。
2 原材料缺陷的主要类型
根据生产检验统计,可以把进厂验收发现的原材料缺陷归纳如下。
1)进厂原材料大部分以锻、轧状态供货,国标规定采用低倍酸蚀和断口两种宏观试验方法进行验收。根据试验发现的锻、轧件内部缺陷以及评定的等级,判定原材料内在质量的好坏。原材料常见的内在缺陷主要有疏松、锭型偏析、缩孔残余、皮下气泡、斑点状偏析、内部裂纹、白点和异金属夹杂物等。
2)表面缺陷。这类缺陷主要用肉眼(或借助放大倍率为10×的放大镜)观察识别,也可以采用浸油后吹砂的工艺方法进行识别,特别适用于线、棒材。常见的表面缺陷主要有折叠(能导致锻造开裂)、表面裂纹、拉拔产生的拉痕和麻点等。
3)由于冶炼、浇注不当造成的铸件缺陷。
图1 所示为某公司YL113 压铸铝合金连杆由于杂质偏聚形成了缩孔缺陷(图2),服役过程中连杆断裂,导致整个发动机损坏。

图1 YL113 压铸铝合金连杆

图2 缩孔缺陷
4)铸铁、铸钢、粉末冶金等毛胚件的材料缺陷
图3 为合金铸铁制成的凸轮轴在试车时,仅仅3 min 时间,发生断裂。经理化试验分析,发现铸件材料组织不良(图),材料的强韧性明显下降,导致在正常的工作应力下发生快速脆性断裂。

图3 凸轮轴断裂

图4 铸件材料组织缺陷
图5 为ZG50 钢制作的精铸件在某产品上仅仅打击了3次,六根放气孔筋断了2 根,前缘六个连接部位全部开裂,试验表明原材料质量欠佳,基体中局部残留粗大的铸态组织(图6)是断裂的原因之一(规定打击寿命10 000 次)。

图5 ZG50 钢制作的精铸件断裂
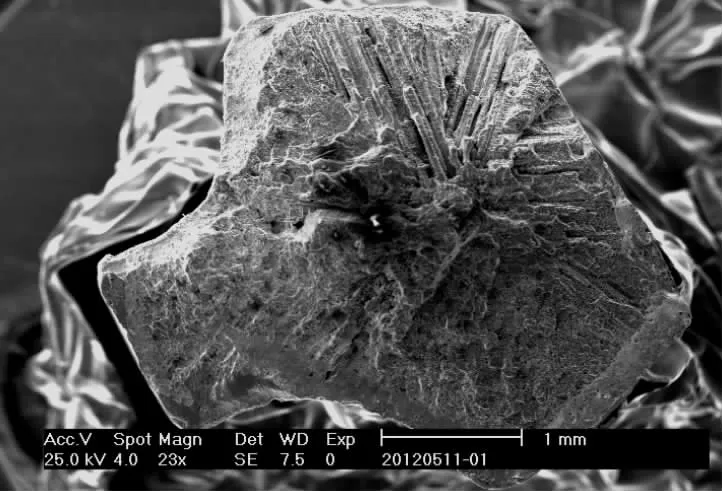
图6 断裂铸态组织
3 原材料的采购与选择原则
为了确保原材料的质量,必须采取定点供应。在双方签订供货、技术协议的同时,对供货厂家进行定期的资质评定;不定期地组织专业人员对原材料生产厂家进行考察、监督、核实。考察、核实的内容包括该厂的生产制造全过程、管理水平、研发能力、人员配备和存在问题等方面,对影响原材料的质量问题,必须及时限期整改。能够完全满足以上要求的厂家,方可作为原材料定点供应商。
为了避免因材料不合格而造成的退货损失,避免因供货不及时影响正常交验时间,避免由于赶工导致产品不合格,应当与供应方经常沟通、充分交流,加强与供方的互利关系,使原材料供应商充分了解我们的需求,自觉严格地贯彻执行技术协议,做到及时供货,并确保材料质量。
材料设计者在原材料选用时,应与产品设计、工艺、质量检验和采购等有关单位协商沟通,达到高质量、低成本的最佳选择。在选材设计上,应该注意以下几点:
1)选材时要考虑“少切削、无切削”的原则。在满足产品质量和实际许可的条件下,尽可能采用诸如精锻、精铸、模锻、粉末冶金和高韧超高强度变形铝合金等成形新工艺,在选择材料规格时,要量体裁衣,节约材料,缩短加工工序。
2)减碳节能,在满足产品质量的前提下,可按先少量试生产、后逐步推广使用的方式采用非调质钢;采用表面改性工艺,能大幅度提高原材料的利用率,如零件表面的离子软氮化、表面气相沉积等离子焊接、铸造金属陶瓷表面复合材料、钢表面激光强化、金属基激光束合成稀土生物陶瓷涂层以及身管自紧等新工艺新技术。
3)为改进和提高成品质量,尽可能地采用高性能、高质量、低成本的新材料,如少合金、无合金高韧性的ADI 奥氏体-贝氏体球墨铸铁,非调质钢,镁合金,钛合金、低合金高速钢和高聚物等。但必须说明,在投入新材料和代用料(即牌号、规格和型号等)之前,必须经过全面的、严格的技术鉴定,并经有关方面会审通过和确认。
4)根据产品质量的要求,合理、恰当选择原材料质量等级,优先考虑使用国产材料。节约使用我国稀缺元素(如Ni、Cr、W、Mo、Nb 等),推广使用富有元素(如Mn、Si、B、稀土元素等),节约成本,提高效率,提高产品的使用性能。
4 原材料的入厂验收原则
原材料采购进厂后,必须进行入厂验收。待所有验收项目合格后,方可投入生产流程。目前工厂对原材料的入厂验收内容分以下两方面:一是宏观检验,外观质量包括材料牌号、型号、规格、重(质)量、长度,平行度、弯曲度、园度、粗糙度等几何形位公差尺寸,以及原材料的色泽、密度和表面缺陷等物理检测项目。二是内在质量检测,包括化学成分、力学性能和金相组织(等级)等各项理化指标。
对质量保证书除了要核实生产厂名、生产日期和炉批号外,还要仔细核实各项理化指标是否符合技术资料要求。对委外协作零配件,也有对原材料质量检验的必要,如及时查验配套厂家原材料入厂检验有关技术、质量文件;以及根据需要进行相应的模拟试验,或者台架试验等。
5 原材料使用过程中常见的质量问题
原材料入厂验收是把好原材料质量的重要环节,但必须指出,原材料入厂验收也仅仅是产品质量检验链上的第一环。由于抽样方式具有随机性、抽检数量也很有限,试验方法有待不断完善,加上试验过程中检验人员的能力、水平等因素所限,所以即使入厂验收合格的原材料,也难免出现漏检等现象。其次,即使入厂验收合格的原材料,在各道加工工序,乃至使用、服役过程中仍然会发现原材料的质量问题,因此在某种意义上说,加工和使用也是另一道对原材料质量检验的环节。下面举例加以说明:
1)常用深冲钢,以磨光外圆交货的热轧态钢棒或冷拉钢棒,入厂验收报告显示材料的化学成分、强度、塑性指标、晶粒度和非金属夹杂物级别等均合格,但有时在冷顶锻试验时却发生开裂或在挤压加工过程中产品毛坯出现裂纹。针对类似的质量问题经综合分析,发现冷顶锻试验和挤压、深冲加工产生的裂纹大多是由于原材料表面存在宏观缺陷造成的,找到原材料的质量隐患后,建议采取过各种方式来提高钢棒的表面质量,消除这些表面缺陷后,再进行成形工艺,合格率得到大幅度提高。类似生产线上的冷变形工艺质量问题也就迎刃而解了。
2)某产品用50 钢棒,经机加后进入装配,由于受力,产品表面出现纵向裂纹,从裂纹形态分析,笔者认为是材料自身的由于钢坯中皮下气泡中材料冷拉时,气体流动造成的微裂纹。经分批返厂探伤,剔除有裂纹的材料,保证了工厂生产的需要和产品质量的要求。
3)某产品是一个薄壁内空件,用高强度LY12 铝合金棒材制作。投产时,发现车削外表面和内孔后,产品毛坯沿轴线出现裂纹和裂缝,将此材料取低倍试样,经碱蚀试验后观察,试样横截面上有两条由外表面延伸至轴心的裂纹。分析后才知道,裂纹是原材料自身带来的。当材料受力(即车外圆和内孔)变形后,微裂纹在毛坯薄壁处扩展为肉眼可见的裂纹。于是加强了检验措施,剔除了(50 件)裂纹件。
4)某汽油机飞轮齿圈在服役过程中,发生断齿失效,金相分析显示断裂原因是由于原材料中非金属夹杂物超标所致。
6 结束语
原材料质量控制包含从材料供货选点、入厂验收、制造过程、直至用户使用等各个方面,原材料质量是产品质量的基础,原材料质量控制是工厂生产的一个重要环节,原材料质量控制得好将会取得事半功倍的效果,能为工厂增收节支,节能降耗,创造良好的经济效益,因此必须从思想上充分认识,在技术上、管理上、生产上加强控制,确保产品质量,才能使工厂在竞争激烈的市场中立于不败之地。
[1]肖纪美.材料的实效分析·性能预测和结构设计[J].兵器材料科学与工程,1989(1):1-11.
[2]中国机械工程学会热处理学会《热处理手册》编委会.热处理手册[M].3 版.北京:机械工业出版社,2005.
[3]GB/T1979—2001,结构钢低倍组织缺陷评级图[S].
[4]朱衍勇.齿轮轴断裂失效分析[J].物理测试,2011(1):59-62.
[5]GB/T19001—2008,质量管理体系要求[S].
