激光焊接在钣金制造中的应用及优化
2013-06-28通快中国有限公司上海200020王锦军
通快(中国)有限公司 (上海 200020) 王锦军
1. 概述
激光焊接是利用极高能量密度的激光束熔合材料,具有焊接速度快、强度高、焊缝窄、热影响区小,并且工件变形量小,后续处理工作量少,灵活性高等优点。激光焊接不仅能焊接常见的碳钢和不锈钢,还能焊接使用传统焊接方法难以焊接的材料,如结构钢、铝、铜等金属,且能够焊接各种形式的焊缝(见图1)。

图1 适于激光焊接的焊缝类型
现代钣金制造对焊接强度和外观效果等质量的要求越来越高,尤其是高附加值且对焊接质量要求极高的部件,可以采用无需后续加工或者极少后续加工的方式来完成。而传统的焊接手段,由于极大的热量输入,不可避免的会带来工件扭曲变形等问题,因此为了弥补工件变形,需要大量的后续加工手段,从而导致费用的上升。而激光焊接具有最小的热输入量,因此带来极小的热影响区,在显著提高焊接产品品质的同时,减少了后续工作的时间。另外,由于焊接速度快和焊接深宽比大,能够极大地提高焊接效率和稳定性,因此激光焊接在钣金制造中的应用越来越普遍,相关案例如图2所示。

图2 激光焊接在钣金制造中的一些实例
2. 激光焊接:合二为一的工具
现代钣金制造中,不同产品对焊接强度和外观效果等质量的要求是有区别的。比如电梯、厨具、食品设备的外观件,需要非常美观、光滑、无变形的焊接效果;而一些内部结构件或者是后续需要喷涂的零件,则对焊接强度和焊接速度有较高的要求。而这恰恰能够体现出激光焊接的优势,因为激光焊接既可以实现焊缝美观的热传导焊接,也可以实现高焊接强度、高焊接速度的深熔焊。热传导焊接需要较低的激光能量密度和较低的焊接速度,但是却能够得到非常美观的焊接表面效果。与此相反,深熔焊接则需要较高的激光能量密度,但能够得到很高的焊接强度和较高的焊接速度,如图3所示。

图3 激光焊接可实现深熔焊和热导焊
作为全球最大的激光器制造商,TRUMPF还提供可以实现深熔焊和热导焊的激光焊接头。该焊接头通过调整激光功率密度,可以在热导焊和深熔焊间自动切换,以便达到理想的外观效果和焊接强度。它不仅可以实现无焊丝的激光焊接,发挥激光高速焊接的优势,也可以很好的使用冷送丝焊接功能,适用于在接头缝隙过大,或者对于焊接区域金相结构有特殊要求的情况。通快焊接头和碟片激光器可以轻松地集成在国内机器人激光焊接系统中,满足大多数中国钣金制造用户对于激光设备的高质量、低成本的要求。
3. 现代钣金生产流程
由于激光焊接时热输入极低,焊后变形量很小,且能够得到非常美观的焊接表面效果,故焊接的后续处理很少,可以大大削减或者取消庞大的抛光和整平工序上的人工。而这在人工成本不断上升的今天,尤其具有现实意义。激光焊接是在密闭的安全防护罩内进行的,并配有自动抽尘装置,在保证员工的健康和安全的同时,也能保持厂房内干净整洁的工作环境。典型的现代钣金加工工序流程如图4所示。通快提供现代钣金加工工序所需的设计、激光切割、冲压、折弯、激光焊接、激光标刻和自动化料库等整套的解决方案,并通过生产管理软件统一管理各个设备,最大程度地提高生产的自动化程度。
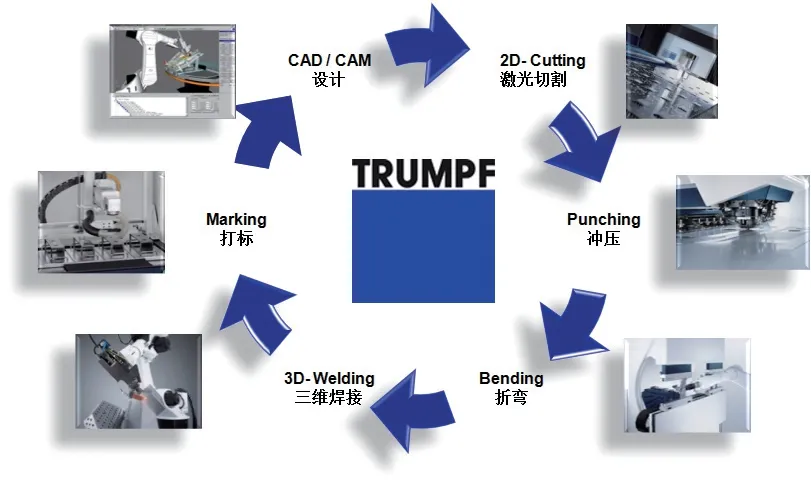
图4 现代钣金加工流程
4. 如何优化钣金生产流程:采用适于激光焊接的友好设计
相对传统焊接,激光焊接的优势是很明显的,但同时激光焊接对工件的前道加工精度及工装夹具的要求也比较高。要最大程度地发挥激光焊接的优势,降低生产成本并提供生产效率,需要优化产品设计、激光切割、冲压、折弯和激光焊接等整个钣金生产工艺。
在实际生产中可以发现,使用激光焊接技术的钣金产品的成本主要不是由激光焊接工序决定的,钣金产品70%的成本是由产品设计决定的。要降低生产成本,提高焊接效率,首先需要从产品设计入手。在初期产品设计时考虑到激光焊接对工件的要求,比如,减少生产中的折弯工序、尽量采用激光切割板材、采用自定位设计等,会让激光焊接程序和夹具变得很简单,从而达到降低成本,提高效率的目标,如图5所示。

图5 激光焊接钣金工件的设计思路
在激光焊接前使用通快冲床的EasyJoin技术,可以在板材结合处冲出定位孔/齿。这样装夹时在定位孔/齿的辅助下,焊接夹具可以变得简单,且在激光焊接后不留痕迹,从而获得高质量焊缝,如图6所示。
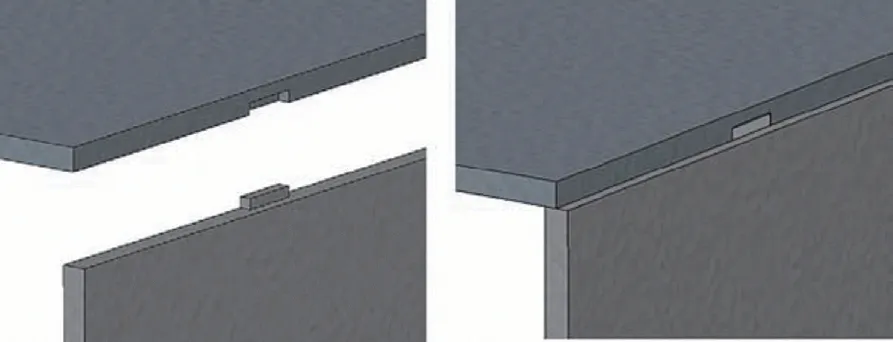
图6 适于激光焊接的角部焊缝设计
对于如何设计钣金产品,使其达到满足激光焊接的要求,获得最佳的焊接效果并降低成本,通快可提供全面的技术咨询和培训。此外,通快还在太仓市的工厂内设立了专门的激光加工工艺中心(见图7),可以在项目初期为国内用户提供产品的激光焊接可行性测试。

图7 通快中国太仓工艺中心的激光焊接系统样机,配有6.6kW的TruDisk碟片激光器
5. 激光焊接钣金产品的优化分析
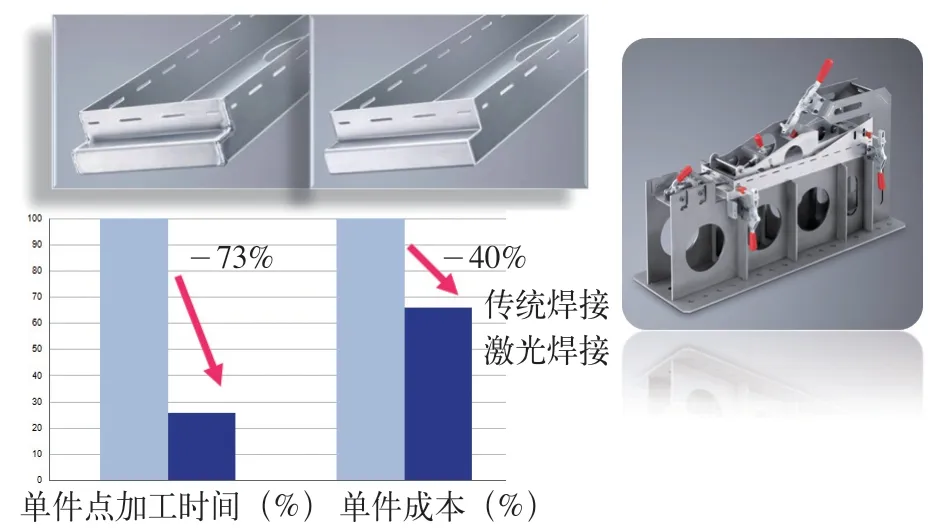
图8 激光焊接和传统焊接的对比,以及激光焊接夹具
下面是一个实际案例,这家公司每年要生产1000件这样的铝合金产品,在采用传统焊接方式进行加工后,需要大量的抛光工序。抛光每个产品的成本约5欧元。如图8所示,采用激光焊接技术后,增加的激光设备运行成本和夹具约3500欧元,但却节省了高额的抛光成本;每件产品的总加工时间降低了73%,单件产品的成本降低了40%。考虑到激光焊接夹具的投入和前期的准备时间(如编程,焊接工艺调试)是一次性的,对于更大批量的产品,采用激光焊接更加经济。
6. 结语
激光焊接应用于钣金生产已经多年,随着近年控制技术和激光技术的不断进步,激光焊接的使用也越来越简单容易。如何发挥激光焊接在钣金生产中的优势,需要具有掌控全局的眼光,优化整个产品制造流程。采用适于激光焊接的友好设计,是获得美观焊接表面效果,提高生产效率,降低生产成本的关键。