新型轧机工作辊轴承座的设计与制造*
2013-06-28陈云
陈 云
(安徽国防科技职业学院机械工程系,安徽六安237011)
轧机轴承座是将轧辊与轧机相连接并保持相对运动的重要部件,在轧机轧制钢材过程中,轴承座通过内部轴承与轧辊的连接,确保轧辊和轴承内圈平稳回转,避免因承载回转引起的轴承扭动或跳动.
轧机工作辊轴承座系统由上下两工作辊、轴承及轴承座组成,当一台轧机的厂量达到五万吨钢左右时,就需要更换辊系,对支承辊或工作辊辊身进行重磨.为保证轧机生产线的正常工作,一台轧机通常需要三套辊系作为备件,一条轧机生产线由7台精轧机组成.
由于轧机在工作过程中轧制速度高,轧制力大,容易使轴承座产生温升,经常会发生轴承与轴承座的受热变形[1]及润滑剂的失效,从而造成严重的经济损失,鉴于此,轧机轴承座的冷却润滑尤为重要.此外,由于轴承座结构复杂,轴承孔精度要求高,厚壁差大,不利于加工制造,因此,加工工艺直接影响轴承座的质量.
1 轴承座结构形式与特点
1.1 结构形式
使用目前应用广泛的Solidworks软件,对轧机工作辊轴承座进行了准确的三维造型,如图1(正面)、图2(背面)所示,图3是左边润滑通道竖直通孔的局部剖面图,图4是右边润滑通道竖直通孔的局部剖面图,图5为右边润滑通道的圆孔剖面图,图6为润滑通道密封垫处的局部剖面放大图.
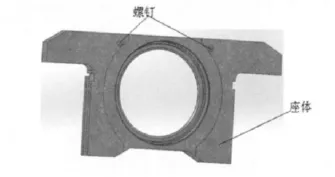
图1 轧机工作辊轴承座的三维造型(正面)
从图1-6可以看出:(1)在轴承座座体上半部的左右两边分别开有润滑通道,通道由与轴承座内孔轴线相平行的圆孔和竖直通孔组成;(2)竖直通孔与圆孔和座体相通,并与轴承座的竖直轴线成55°、圆孔垂直;(3)左右两边通道区别在于左边竖直通孔靠近轴承座的背面,而右边的则靠近轴承座的正面;(4)圆孔为相互平行的两个,两个圆孔之间通过连通槽串联连通;(5)连通槽用密封垫封闭;(6)圆孔中的通孔的另一个开口由螺钉密封.

图2 轧机工作辊轴承座的三维造型(背面)
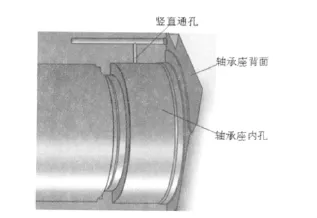
图3 左边润滑通道的竖直通孔的位置
1.2 结构特点
有些轧机轴承座达不到良好的润滑冷却效果;有些为了达到冷却润滑目的,在轴承座座体上、下部开设多个油路,结构复杂,影响轴承座加工效率;也有些冷却通道的进口处无任何密封措施,导致冷却润滑油的泄漏浪费.
本文设计的轧机轴承座结构特点主要体现在:
(1)在座体左右边分别开了2个冷却润滑通道,冷却润滑油从圆孔输入后,经过竖直通孔流入轴承座的内孔中,这样不仅可以对轴承座座体进行冷却,而且还可以对轴承进行冷却润滑,从而可以减少轴承座及轴承的变形;

图4 右边润滑通道的竖直通孔的位置
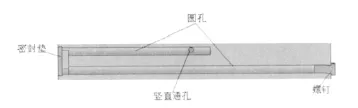
图5 润滑通道的圆孔的剖面图

图6 润滑通道密封垫处的局部剖面放大图
(2)冷却润滑通道的圆孔由螺钉进行密封,即冷却润滑油进入圆孔后,装上螺钉.有了螺钉的密封,就可以防止冷却润滑油泄漏,同时还可以防止外界杂质进入润滑油,使润滑油变质失效;
(3)冷却润滑通道中的圆孔为相互平行的两个,两个圆孔之间通过连通槽串联连通,连通槽用密封垫封闭,圆孔中的通孔的另一个开口由螺钉密封,这样,冷却润滑油在轴承座座体里的流动路线变长,可以更好地对轴承座进行冷却,减小轴承座的变形;
(4)在轴承座座体上开的2个冷却润滑通道可以有效地防止轴承座受热失效变形;
(5)冷却润滑油分别通过座体左、右边的冷却润滑通道上的竖直通孔对靠近轴承座背面、正面的轴承进行冷却润滑.
2 轴承座制造
2.1 毛坯
轴承座的毛坯一般通过铸造方法产生.在铸造过程中,应优化铸造工艺,减少铸造缺陷,提高轴承座内部质量和改善轴承座的加工质量,具体需要注意以下几点:(1)合理设计铸件的浇注位置、浇注系统及冒口位置等;(2)控制铸件的凝固顺序,使铸件在凝固过程中有良好的补缩条件;(3)大力推广使用树脂砂造型,以减少铸件缺陷的产生,提高铸件质量.
2.2 加工工艺
由于轧机轴承座结构复杂,加工应力及其热应力分布不均等,因此,轴承座工艺的设计[2,3]有以下要求:
(1)粗加工阶段:粗加工主要是对主要面的粗加工和不重要面及不装配任何零件的非接触面的精加工.主要面去除大量余量,以期暴露铸造缺陷,便于在精加工阶段进行处理.轴承座的粗加工是由立车和铣床两种机床来完成,先由立车粗加工内孔、两端面,镗铣床则以已粗加工的端面为装夹基准面,以已加工的内孔为基准,铣轴承座周边外形.
(2)精加工阶段:轴承座主要的加工要素是两侧滑板面与轴承内孔(主孔),主孔主要装配滚动轴承,精度要求较高.两侧滑板面主要是对主孔的位置精度,如平行度、对称度等要求较高.对于主孔和两侧滑板面的加工采用“先面后孔”的加工方法,即:先精加工滑板面后加工内孔.
3 结语
该新型轧机工作辊轴承座具有良好的冷却润滑作用,可以减小轴承座内孔及轴承结构的变形,保证轧钢设备的正常连续运行.在轴承座制造过程中:需采用恰当的铸造工艺,保证铸造毛坯的质量;编制加工工艺时,需合理安排各加工面的加工,保证轴承座的精度和控制主孔的失效变形.
[1]张思成,徐春园,王建梅.大型板带轧机工作辊轴承座热特性分析与研究[J].重型机械,2006,(1):10-13.
[2]王先逵.机械加工工艺手册[M].北京:机械工业出版社,2006.
[3]葛良水.轧机轴承座精密加工关键技术研究[D].沈阳:东北大学硕士学位论文,2007.
