环形移动与调头加工技术
2013-06-18乐山市东风电机厂四川614802阎玉辉罗文学邓志明朱丰友蒋建华
乐山市东风电机厂(四川 614802)阎玉辉 罗文学 邓志明 朱丰友 蒋建华
大型灯泡贯流式水轮发电机组内外配水环同镗装置通常是采用在环形底座上移动加工工位和用调头加工的方式对内、外配水环进行同镗的。环形底座同镗装置如图1所示。
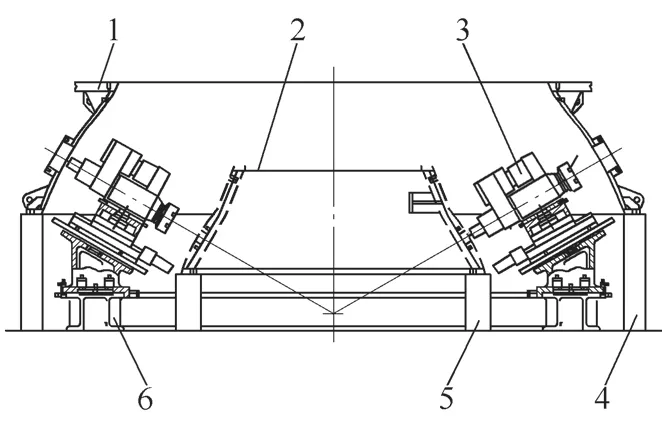
图1 环形底座同镗装置
环形底座同镗装置的同镗工艺是:在环形底座6上预先按同镗加工的工位,加工出加工动力装置3的同镗定位孔和把合孔,使加工动力装置3以环形底座的内上环定心,以环形底座6上的销孔定位。选择大型装配平台,安装环形底座和加工动力装置,内、外配水环按机组装配的要求装配在方箱组件之上,加工动力头的同镗轴线与内、外配水环导叶轴孔的轴线重合。同镗加工工序为:将同镗装置的位置和调头部位锁死,内配水环导叶轴孔(或外配水环导叶轴孔)加工完毕,放开调头部位进行调头,调头后锁死调头部位,再加工外配水环导叶轴孔(或内配水环导叶轴孔),因为调头加工前后轴线重合,因此同镗装置能够完成同镗工作。完成了一个工位的工作后,将同镗装置的位置把合放开。移动到下一个工位,把合锁死,按上述方法加工下一组导叶轴孔,依此类推完成所有导叶轴孔的加工,为了提高工效,可在环形底座上对称布置加工动力装置同时加工。
1.环形移动技术
环形底座和内、外配水环都是大型和重型工件,与加工动力装置相比更大更重,如果将移动功能放在两个物件上,显然成本投入巨大,而且难以实施。因此将这项任务由加工动力装置完成比较合理。由倾斜机座、动力滑台、调头机构、镗孔车端面动力头等组成的加工动力装置既笨重,形状又不规则。这样的加工动力装置在内、外配水环正扣安装(大端朝下、小端朝上)形成的空间里进行吊装和移位以及定位安装都是一件较为困难的事情(注:内、外配水环反扣安装存在同样的问题)。在实际工作中,我们经历了两个阶段。
(1)起重机吊装移动加工动力装置 起重机吊装移动加工动力装置如图2所示。用电动桥式起重机起吊加工动力装置,移动放置到环形底座的加工工位处,用定位轴销6选择加工动力装置在环形底座9上的位置,用倾斜机座8下部的顶紧螺栓1顶紧环形底座9的外上环,使加工动力装置的倾斜机座8紧靠在环形底座9的内上环。定心与定位工作完成后,把合螺栓组件7,将加工动力装置固定在环形底座9之上,以便达到加工配水环的要求。加工工作完成后,放开螺栓组件7和顶紧螺栓1,取出定位轴销6,将加工动力装置起吊到下一个工位,重复以上程序,完成下一个工位的工作,周而复始的完成全部工作。
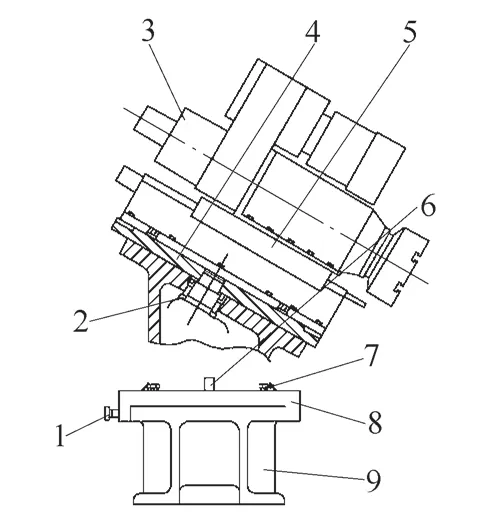
图2 起重机吊装移动加工动力装置
(2)滚珠机构辅助移动加工动力装置 起重机吊装移动加工动力装置,在移动工位过程中,必须将加工动力装置吊离环形底座进行移动,由于加工动力装置与环形底座有松散的配合关系,而加工动力装置是一个不规则的组件,因此吊装过程费时费力,而且操作困难。经过一段时间的使用,针对产生的问题,我们对加工动力装置进行了改进,在倾斜机座上增加了一套辅助移动装置,即滚珠机构辅助移动加工动力装置,如图3所示。
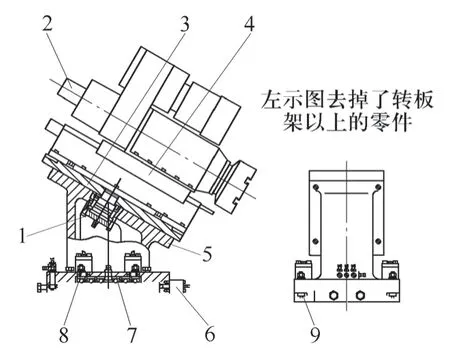
图3 滚珠机构辅助移动加工动力装置
加工动力装置移动工位时,放开倾斜机座5上的把合螺栓组件和顶紧螺栓,取出定位轴销,向顶出液压缸8和导向液压缸6施压,顶出液压缸8将滚珠机构7顶出,使倾斜机座5底面离开环形底座,导向液压缸6推动滚珠将倾斜机座脱离环形底座的内上环,加工动力装置通过滚珠机构7和导向轴承9及导向液压缸6顶出的滚珠,以环形底座为导轨移动工位。到位后,插入定位轴销选择定位,导向液压缸6复位,并通过顶紧螺栓进行定心,位置确定后顶出液压缸8复位,滚珠机构7收入倾斜机座5的内腔,把合螺栓组件将加工动力装置固死在环形底座之上,加工动力装置就可以进行同镗加工。
2.调头加工技术
内、外配水环导叶轴孔的加工是通过将镗孔车端面动力头进行调头而完成同镗工作的。内、外配水环之间的空间狭窄,加工动力装置既重又很不规则,镗孔车端面动力头的转动中心线与重心线成较大的夹角,使得调头工作既困难又不安全。镗孔车端面动力头的顶架螺钉调头方式,我们经历了三个阶段。
(1)顶架螺钉辅助动力头调头 顶架螺钉辅助动力头调头如图2所示。在倾斜机座8内装有端面推力轴承,调头时,取掉联接转板架4和倾斜机座8的螺栓组件,起顶顶架螺钉2,将转板架4顶离倾斜机座,此时倾斜机座8内装的端面推力轴承担扶着转板架以上的加工动力装置。当将转板架4转动时能够躲开倾斜机座8上的端面销时,转板架以上的加工动力装置借助于电动桥式起重机进行调头,调头后,放松顶架螺钉2,转板架4下降靠端面销定位,把合转板架4和倾斜机座8的螺栓组件即完成调头。
(2)液压缸在倾斜机座内辅助动力头调头 顶架螺钉辅助动力头调头操作困难,效率很低,只采用端面推力轴承转动效果也较差。为此,我们在倾斜机座8内,装上转架液压缸,并增加径向轴承以提高调头转动机能,将顶架螺钉辅助动力头调头改造成液压缸在倾斜机座内辅助动力头调头,参见图3。其调头程序与方法与顶架螺钉辅助动力头调头相同。
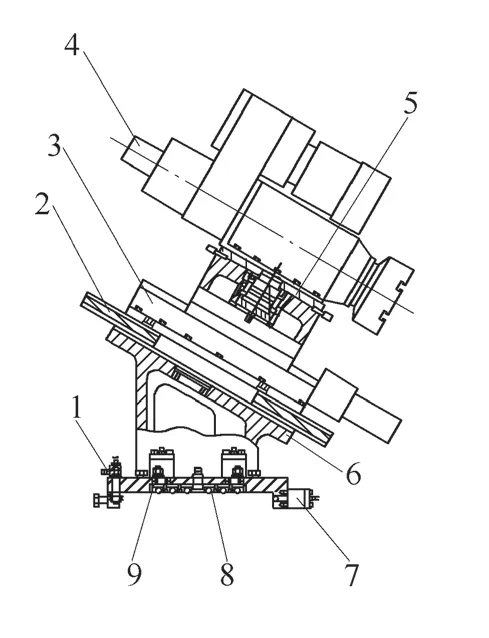
图4 滚珠机构辅助移动加工动力装置
(3)液压缸在动力头下的辅助调头 液压缸在动力头下的辅助调头如图4所示。倾斜机座6以上部分作了重大变化,将转板架换成过渡装板2以扩大加工长度范围,取消倾斜机座6内的顶出液压缸与轴承组件,改液压滑台为机械伺服滑台,在机械伺服滑台3与镗孔车端面动力头4之间设置一个调头机构5。动力头调头时,取掉联接转板架和镗孔车端面动力头4之间的螺栓组件,液压缸起顶转板架离开调头机构的架体,取掉端面上的定位轴销,在电动桥式起重机辅助下动力头依靠轴承组件进行调头,到位后插入定位轴销,液压缸复位,转板架和镗孔车端面调头机构动力头4恢复到加工状态,把合调头机构的螺栓组件将动力头位置锁死,即完成了调头工作。
3.结语
将调头机构放在动力头下辅助调头,由于去除了滑台和较重的转板架,参于调头转动的部分轻了许多,相对于原参与调头转动的部件也规则了许多,因此转动调头成效比较显著。转板架换成过渡装板,液压滑台改为机械伺服滑台后,由于调头只能上移,过渡装板和机械伺服滑台不参于调头转动,过渡装板和机械伺服滑台可以调整在倾斜机座上的安装位置,这样既可以保证通过设计确定动力头在调头前后与内、外配水环的等距,又能适应更小或更大配水环的加工需要,还能使刀杆悬伸距离最短,提高了加工动力装置的整体刚度,也优化了加工条件。由起重机吊装移动加工动力装置到滚珠机构辅助移动加工动力装置,由于加工动力装置太重,形体太大,且参差不齐,虽然滚珠机构辅助移动加工动力装置还不能完全脱离起重机吊装,但加工动力装置移动时,不用吊离开环形底座,可依环形底座为轨道进行推动移位,因此能大幅提高效率,方便移位操作。
