超大花键轴加工治具的设计改进
2013-06-18中国有色沈阳冶金机械有限公司辽宁110141隋显常刘红枫
中国有色(沈阳)冶金机械有限公司(辽宁 110141)隋显常 刘红枫
双齿辊破碎机是用于粗碎、中碎及各级硬度的煤、焦炭及低硬度脆性物料的破碎机构,主要是由连板齿轮箱、架体部、固定辊子、活动辊子及联动装置等组成。花键轴是联动装置的主要部件,两端花键通过花键轴的旋转带动摇臂连杆来完成同步运动。
1.存在的问题
以往我公司花键轴的加工都是用花键专用设备花键铣床来加工完成。普通的花键轴铣床适合加工最大直径80 mm和长度600mm的花键轴;数控花键轴铣床也只能加工最大外径160mm和长度2500mm的花键轴,由于双齿辊破碎机上的花键轴直径260mm和长度3000mm,且重量约2t左右,同时花键轴两端的花键同轴度要求高达0.1mm,普通的花键铣床已无法完成花键轴加工,我公司对如此大型花键加工也是首次。
针对上述问题,采用将花键轴装夹在龙门铣床,利用分齿盘分度,再利用成形刀具进行加工。图1为采用成形刀具加工花键结构示意图。

这种加工装置固然可以完成矩形花键的齿形加工,但存在缺点:①重复控制,产生公差累计。刀具的花键齿形是靠设计与之对应的样板进行齿形控制,产品的实际控制也是通过样板进行控制检测的,而样板在设计成形的过程中会产生相应的公差,由此加工出的刀具和花键就产生了重复的公差累计,无形中降低了花键的精度。②加工量大、效率太低。花键轴的加工方法有两种:一种是成形铣削;一种是展成法。现有的技术是利用成形刀具进行加工,刀具开始是点接触,但是随着吃刀量的增加,整个刀具与工件变成了面接触,面接触的结果是增加了切削阻力,使进给量随之减小,从而使加工效率变得异常低下。③切削阻力大,加工表面质量极差。由于成形加工刀具是面接触加工,切削阻力大,成形刀具会产生跳动,切削表面产生刀棱,使花键轴与花键接触时产生跳动,影响配合精度及传动平稳性。④应力集中,产生尖角效应。由于花键轴处出现刀棱,使得花键在刀棱尖角处产生应力集中,应力集中的结果是导致花键上刀棱处在传动过程中由于受力不均产生尖角效应,最后导致尖角处裂纹的产生并向纵横开裂,严重影响花键的强度和使用寿命。
2.超大花键轴加工治具的设计改进
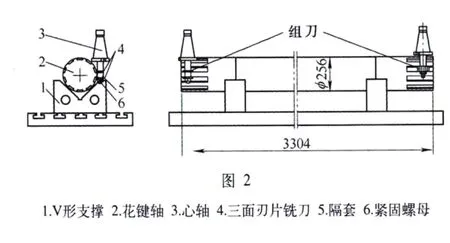
(1)总体方案的确定 为解决超大花键轴加工实际问题,本超大花键轴加工治具的设计改进,针对以往花键加工存在的问题及技术弊端,通过在龙门铣床上设计增加V形铁支撑、齿盘分齿及组刀装置,实现了龙门铣设备上一次性完成外形尺寸超大、重量超重、矩形花键轴的花键加工,为大型花键轴加工提供了一种结构简单、加工效率高、加工质量好的加工方法。图2为超大花键轴加工装置结构示意图。
(2)治具关键装置设计 治具关键装置设计包括组刀装置设计和V形支撑装置设计两部分。
组刀装置设计:刀具是花键加工的保障,为满足花键加工齿形的准确及清根彻底,该组刀装置包括片刀具和清根刀具。①片刀具:包括心轴、隔套、三面刃铣刀、键及螺母,同时将片刀具定距套设置两种规格,即可完成花键的两端面粗、精加工,又可保证花键阳齿齿厚的加工精度,图3为片刀具结构示意图。②清根刀具:设计为弧形刀具,通过弧形加工可完成最后的成形加工。图4为清根刀具结构示意图。片刀具、清根刀具通过心轴的锥面与机床主轴安装通过心轴的锥面与机床主轴对应安装。


V形支撑装置:由于花键长度过长,为避免在加工过程中产生振动及花键自身重量导致花键出现变形,在机床导轨上设计增加了V形铁支撑装置。V形铁在床面固定并支撑花键轴,通过T形螺栓与床面把合,利用T形螺栓及压板压紧花键轴,保证了花键轴加工时的稳定性。
3.结语
综上所述,该大型花键轴加工治具结构简单,操作难度小,实用性很强,可解决大型花键轴在普通设备无法加工及外委加工、采用数控设备加工费用高昂的问题;由于花键加工先通过夹片刀具切削阳齿两端面,较以往成形刀加工切削阻力小,进给量大,故提高了切削效率,使加工效率比原加工方式提高30%;由于先通过片刀具切削了阳齿两端面,使剩余的切削量大大减少,使用清根刀具时由于切削小,跳动也随之变小,从而提高了加工表面质量。