细长导向槽加工工艺及工装改进
2013-06-17河南平高电气股份有限公司平顶山467001
河南平高电气股份有限公司 (平顶山 467001) 田 鹏
平高电气股份有限公司研发的新产品中有种导向槽零件,结构如图1所示。材质为填充填料的聚四氟乙烯,利用了聚四氟乙烯材料的自润滑性、耐磨性及优异的电绝缘性,保证分合动作的稳定性和高电压的绝缘性。该件截面积小而长度尺寸大,属长径比大的工件,不易装夹,极易变形;而使用要求此类零件加工后,尺寸精度高,外表光滑无毛刺。因为它的加工质量直接关系到动触头分合动作的精度和可靠性。因此,制定完善导向槽加工工艺,确定最优的工艺方案对保证新产品研发进程有着深远的意义。
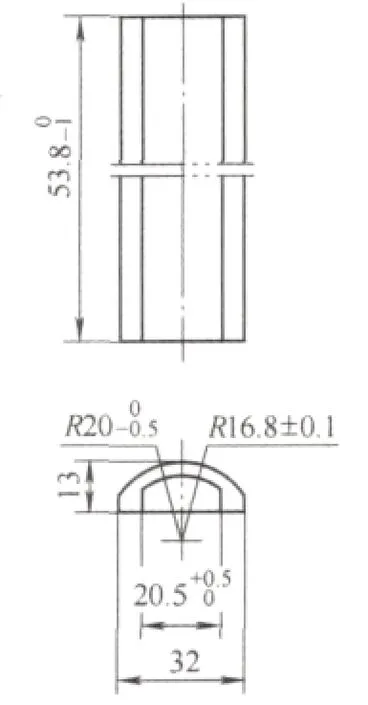
图1 工件
1.工艺分析
为保证该件的成功加工,在产品试制时,我们对该零件的结构进行分析,制定了加工工艺。
该件毛坯为32mm×15mm×650mm聚四氟乙烯条。加工时,第一步,以尺寸15mm方向某一面为加工基准,使用球头铣刀加工内圆弧槽到图样尺寸;第二步,翻转导向槽,以加工基准定位,加工外圆弧R20mm,并保证尺寸13mm;第三步,端部铣削,保证总长尺寸638mm。该件的工艺看似并不复杂,但是零件加工中存在一系列的难点。
(1)零件太长,无法装夹 零件长度达到了638mm,在普通立式铣床上加工时,无法使用台钳装夹。如果使用分段式固定,压板将会与零件加工路径干涉,产生接刀纹,降低加工表面质量,甚至在使用中会影响传动的稳定性。
(2)材料较软,容易变形 零件的材料为聚四氟乙烯,材质较软,如果采用局部装夹,由于材料的收缩性,加工完后产生反弹,造成零件尺寸不均匀。特别是内槽加工后,零件壁变得较薄,加工外圆弧时,基本无法装卡。
(3)无成形刀具,外圆弧无法加工 由于产品是试制,还没有相应尺寸的外圆弧成形刀具,但为了保证产品样机装配进度,仍需尽快完成样件试制。如何使用通用刀具加工外圆弧,是又一个需要解决的问题。
2.夹具设计
根据零件工艺性分析结果,结合制定的加工工艺,我们设计两套装夹工装分别用于内槽和外圆弧加工。
(1)内槽加工夹具 在立式铣床上使用球头铣刀加工出内圆弧。工装结构如图2所示。工装由基座1及压板2组成。使用时如图3所示,将工装基座1用压板固定在立式铣床工作台上,将零件毛坯放到基座1上,使用螺钉顶紧压板2,实现毛坯的装夹。由于工装采用长条形压板,并采用多个压紧点使零件均匀受力,减少了装夹变形。
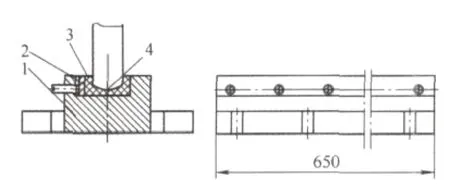
图2 内槽加工夹具
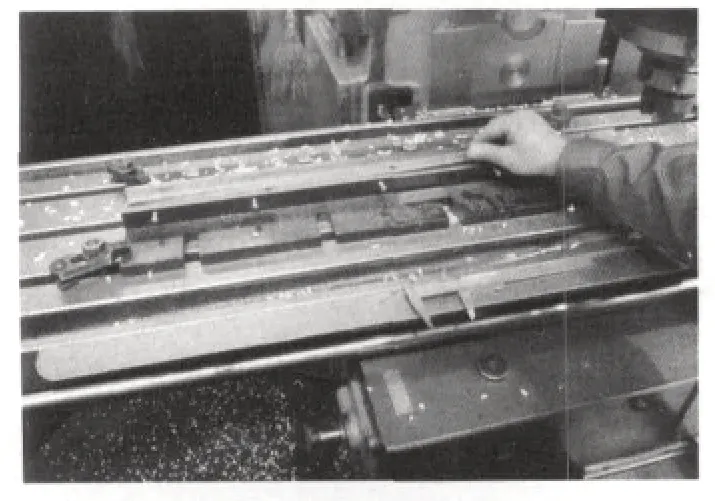
图3 内槽加工夹具实物图
(2)外圆弧加工夹具 在立式铣床上使用棒铣刀配合专用工装加工出外圆弧。工装结构如图4所示。

图4 外圆弧加工夹具
使用该工装可以实现在立式铣床上完成圆弧面的加工。工装主体包括一个支撑杆2、两个压板3和两个压块。使用时,将加工好内槽的毛坯扣到支撑杆上,使用螺钉顶紧压板从两侧分别压紧。在立式铣床上用分度头自定心卡盘装夹支撑杆一端外圆,另一端使用顶尖座顶紧完成装夹。加工过程如图5所示。
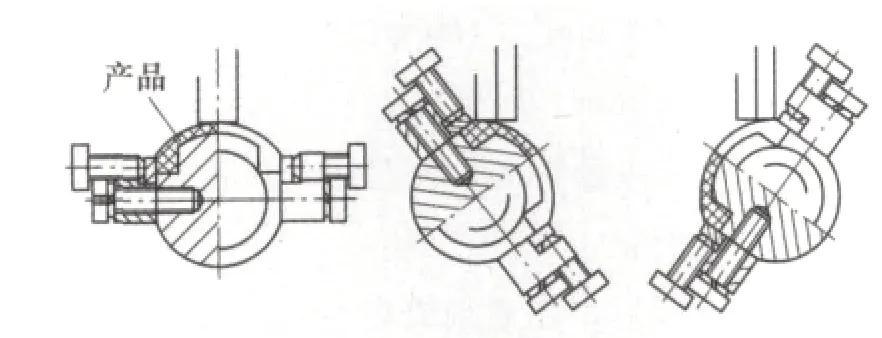
图5 外圆弧加工示意
通过分度头旋转工装一定角度,立铣刀沿支撑杆轴向移动,完成一次铣削。再将分度头旋转一定角度,重复铣削,如此不断旋转工装,直至完成整个外圆弧加工完成。
工装使用长压板从两边压紧零件,内部的支撑很好地消除了切削变形,保证了加工后尺寸精度。基本满足了零件表面质量及尺寸精度要求。
3.加工工艺改进
以上工艺方案仅是为了满足小批量、紧急加工而设计,因此存在一定的弊端。在使用中就发现了以下问题:内槽加工夹具在铣床工作台上的装夹需要找正才能保证零件与刀具走向平行;外圆弧使用棒铣刀多次切削,能保证尺寸精度,但加工效率极低。
为了提高零件质量及产量,实现产品的大批量生产。我们对工装做出如下修改:
(1)增加工装导向块 在工装底板增加两个导向块(见图6),与铣床工作台T形槽配合使用,方便工装快速、准确的固定,减少零件长距离铣削时的偏差。

图6 增加导向块工装
(2)采用成形刀具,改进外圆弧加工夹具 定制R20mm成形铣刀,实现外圆弧的一次性铣削成形,提高加工效率。因此原有的分度头装夹方式变的没有必要。对原有工装修改如图7所示。
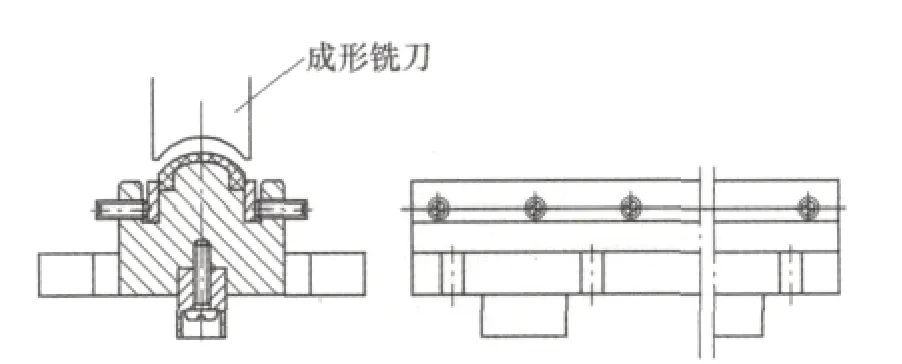
图7 改进后外圆弧加工夹具
新工装仍然采用长压条装夹方式,利用两块压板从两侧压紧零件,不同的是加工设备改为卧式铣床加工。
4.结语
经生产实践证明,该夹具结构简单,装夹、取卸方便,使用安全。按上述方法制造的细长导向槽经检验,均符合图样及工艺要求,质量稳定可靠,达到了满意的效果。在解决了大长径比细长件的加工制造难题的同时也提高了该零件的生产效率。
大长径比细长件的制造难点主要集中在解决零件装夹与切削变形问题,对加工工艺及工装要求很高。本次通过解决该关键件加工问题,为以后此类细长件的制造提供了一定的参考经验。
