某型船艉板线型结构的设计改进
2013-06-12杨文林王建红
杨文林,王建红
(渤海船舶职业学院 船舶工程系,辽宁 葫芦岛125000)
船舶艉板是船舶艉部厚度较大,面积较小,形状不规则,并且曲率复杂的船体外板[1]。船舶艉板结构复杂,如果结构设计不合理,会导致加工工艺复杂,致使工期延长,甚至难以加工。本文以某型船艉部的建造为例,研究其结构设计改进前后,对整个艉部建造的影响。
1 船体艉板线型结构分析
该型船在艉部区域加造了一个组合艉板结构,见图1。
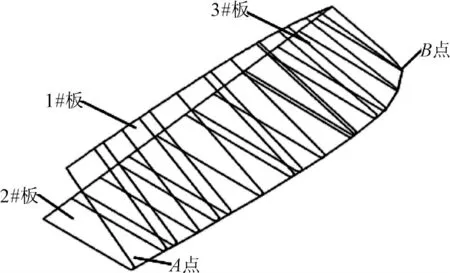
图1 船体艉板线型结构示意
设计方不但要求该结构与主船体艉部线型吻合,还将该结构的1#板与2#板以一块过渡板即3#板来进行衔接。若采用此方法制作该艉板结构大约需要150工时,而且对钢板的材质要求相当高,最重要的是时间上不允许进行轧弯实验,以保证此艉板结构成型后不会发生曲劣变形。所以需要对该艉板线型结构进行分析,寻求改进,使工作量控制在50个工时以内,提高生产效率。
从放大的A、B点结构剖面图(见图2),可以看出,2#板的距基角度不变,1#板的角度则在不断变化,这就需要提供相应的加工数据,由现场火工师傅对板材进行轧弯处理[2]。难以处理的是3#板过渡的问题,在A点结构剖面图中1#板和2#板的夹角为32°,在B点结构剖面图中1#板和2#板的夹角只有6°,制作这样的过渡板非常耗时耗力,而且为保证其线型光顺合理,可能对结构进行较大改动,可能导致结构强度改变。通过去船厂车间考察,得知,B点结构图中,3#板进行轧弯时,难以控制此板的曲裂变形,这样在制作该艉板结构时就不能保证线型光顺合理,即使在完工后B点处发生曲劣变形,结构强度也无法保证。
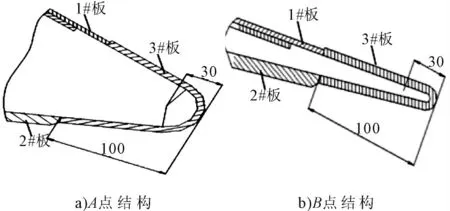
图2 结构剖面示意
分析发现设计不合理之处有①上顶板与下底板衔接部位无法加工;②艉板舷部区域板材线型无法控制;③艉板与船体线型衔接不一致。
2 船体艉板线型结构改进设计
2.1 上顶板与下底板衔接方法改进
原结构设计图是在上顶板与下底板之间设置一块圆弧过渡板来衔接,没有考虑板材轧压的强度,在舷部纵剖面由于角度过小(仅有7°左右),无法轧压圆弧(见图3),而且在轧压纵剖面板材时容易发生曲劣。

图3 原设计以圆弧板过渡零件剖面示意
为了让上顶板与下底板顺利衔接,致使板材不会发生曲劣变形,保证其结构强度,对下底板和上顶板衔接方法进行如下改进:采取让下底板与上顶板以搭载的形式光顺过渡(见图4),形成一根自然光顺的空间曲线,让将该曲线向艉延伸15 mm,以提供焊接来保证该压浪板的强度,这样既不影响艉板的结构,火工和轧压也可以顺利实施,减少外场的工作量[3]。
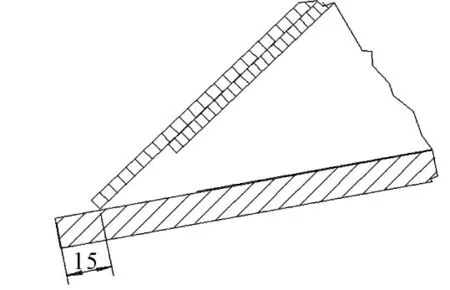
图4 修改后的零件剖面示意
具体施工过程是,先完成下底板在纵向剖面上的焊接加工,上顶板则由相应的加工样板进行火工弯曲,在上船台以后进行散装,这样就能保证该艉板结构一次加工成型。
通过对艉板结构的改进,取消了上顶板与下底板衔接的圆弧板过渡的设置,上顶板与下底板采用搭载形式衔接,这样减少了过渡板产生的圆弧轧弯,只需要在下底板向艉处增加15 mm的焊接空间,就可以在保证其结构强度的情况下,减少现场工作量。
2.2 艉板舷部区域板材线型改进
在艉板结构图中,艉板的线型空间位置都是靠纵向构架来控制的,但是在最靠近舷部区域并没有剖面给其加以控制,最初,只是在舷部区域加了3 650纵剖面,但是增加以后仍无法保证此艉板结构的线型光顺。如果从增加角度方面来考虑问题,可采取增加横剖面的方法来对艉板结构的线型进行控制。经过改进以后的横剖面和水线面放大图[4]见图5和图6。
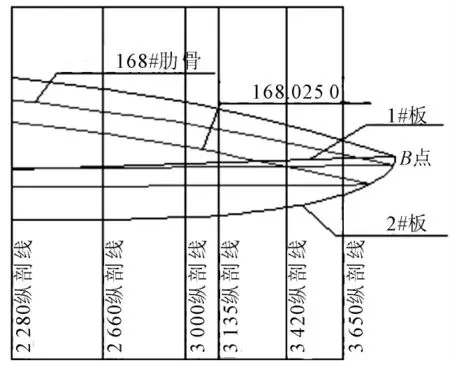
图5 横剖面示意

图6 水线面示意
由图5可见,在B点位置即使人为增加了3 650纵剖面,但是在靠近B点处还是有很大一段空间位置是纵剖面无法控制的。在此基础上,增加了168#和168.025 0肋骨线型,明显发现不管在水线面还是横剖面B点附近的线型都得到了有效的控制,不会产生结构盲点。
通过增加横剖面来对艉板进行控制,保证该艉板结构的整体线型光顺。这样即使在纵剖面无法控制的区域也形成了有效的线型保护,艉板结构形状光顺合理。
2.3 调整艉板与船体衔接线型
首先,将线型设计图与已经完工的船体艉封板线型进行重叠对比,发现压浪板线型与艉封板之间存在偏差,见图7。
若将艉板结构的线型与已有的艉封板线型在船体空间位置进行对比,偏差部分是在不改变上顶板的线型角度的条件下用切割或延伸进行修改,得到一条空间曲线,测算出该曲线的空间位置。并且保证在船体艉封板剖面线与艉板纵剖线一致。

图7 调整前后比较
通过线型的修改,使得压浪板与船体艉封板处的线型顺利衔接,只需要对板材火工扭曲进行控制就可以了。这样既减少了艉板结构上船台以后的加工量[5],又保证了该衔接处的外形美观和船台装配顺利。
3 艉部结构改进后的效果
经过艉板结构的改进,已经解决了艉板结构的线型问题以及结构无法加工的难题,并且保证了外场的顺利实施。改进后的效果见图8。

图8 改进后的效果
从图8a)可以看出,A点1#板和2#板的衔接角度为32°,B点衔接则为0°。通过相应的加工样板在车间进行弯板,在上船台之前就能完成符合该艉板结构的线型。同时经过线型的光顺调整,1#板的线型光顺过渡,外形美观。
从图8b)可以看出,B点处1#板与2#板衔接已经呈0°,在B点衔接处距离纵剖面还有一段无法控制的空间位置,可能导致板材不光顺,且无法提供加工数据。通过增加了168#和168.025 0横剖面,问题得到了解决。从整体上来看,1#板和2#板线型光顺,衔接合理[6]。
4 结论
通过结构设计改进,使该型船的艉板结构顺利建造,大大减少了现场和船台的工作量,成功地控制了艉板结构的作业工时,并且避免了不必要的板材浪费。生产周期缩短,跟上了船体制作的进度,完成了预期目标。
艉板线型及结构改进后的图纸经内审,一致认为新的艉板结构图符合设计要求,且简化了现场生产工艺。在实施过程中,虽然增加了设计修改,但为加工装配带来了方便。经初步统计,该船的现场、火工、船台、装配的工作量大大减少,缩短了施工周期,降低了施工难度,可为后续船舶的建造提供借鉴。
[1]王忠强.船舶艏艉板水火加工技术研究[D].大连:大连理工大学,2008.
[2]姜爱民.带艉轴架的艉部分段结构设计和工艺研究[J].上海:沪东中华技术情报,2009(4):37-41.
[3]仵大伟.船体曲面表达与三维船舶设计研究[D].大连:大连理工大学,2002.
[4]吕振望.航海模拟器中小水线面双体船运动建模与仿真[D].大连:大连海事大学,2010.
[5]林 华.船体结构设计和建造中应注意的细节[J].造船技术,1995(7):11-16.
[6]冯国平,谌 勇,黄修长,等.舰艇艉部纵向激励传递特性分析[J].噪声与振动控制,2009(6):132-135.
