浅谈玻璃的丝网印刷工艺
2013-05-26吴振兴周小军
文 吴振兴 周小军
吴振兴 天津现代职业技术学院
周小军 湖北职业技术学院
玻璃印刷的印版制作
丝网类型和目数的选择
玻璃印刷用的丝网印版与一般的丝网印版一样,玻璃网印版选用合成纤维丝网、不锈钢丝网、天然纤维丝网。具体使用哪一种材料要根据印刷目的来决定。当印刷一般颜色时,一般选用价廉的合成纤维丝网;当要印刷金、银色时,则不能选不锈钢丝网,因为不锈钢与金墨会发生化学反应,从而会发生多种故障。在进行玻璃印刷时,我们要根据印刷质量要求和玻璃表面的精细程度来选择不同目数的丝网,一般玻璃印刷采用270~360目的丝网。

绷网工艺的正确使用
丝网版面张力的均匀程度和稳定性对印刷时油墨的作用发挥具有至关重要的作用。为了取得更为准确的套印效果,四色阶调丝网印刷中4张网版的绷网必须要具有尽可能同等合适水平的张力。刚刚绷好的丝网版为保证其张力的稳定性,应当将其放置2天以上再投入生产应用。另外,也要选用尺寸尽量一致且金属材质的网框,同时,在绷网时要使网丝和网框尽量保持横平竖直,经纬线交叉成九十度,从而更好地对加网角度进行控制。
感光胶的选择及涂布
要印刷出精细线条和漂亮的网点,就必须选用高感光度、高解像性的感光胶。现在多是重氮型感光胶,用时须用清水溶解重氮光敏剂,然后倒入感光胶中,充分搅拌,待气泡消失后使用。涂布感光胶时,用力要均匀,这样才能使感光胶均匀地附着在丝网版上。涂完后晾干或烘干,烘干时的温度应保持在35~45℃之间。
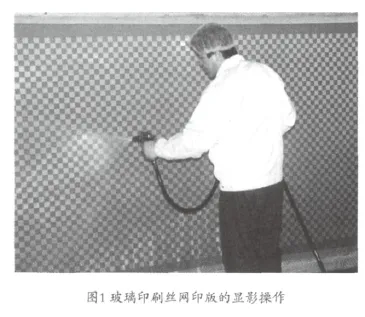
曝光及显影的准确控制
在进行晒版之前,要确认版面完全干透,否则印刷出的图文边缘容易出现锯齿,而且在显影冲洗时版膜易脱落。在实际操作中,最好根据版膜的厚度来设置曝光时间,然后再用晒版机曝光,将底片有药膜的一面贴在网版的印刷面,打开晒版机抽气,压实后启动晒版机曝光。将曝光完毕的网版取出并用水湿润,数分钟后冲洗,冲洗至图文清晰为止,除去版面水分,再在烘干机中进行干燥。冲洗时,建议使用高压水枪显影,喷水方向尽量垂直于版面。
玻璃印刷油墨的选择及印刷色序的确定
玻璃印刷油墨的选择
玻璃印刷油墨分为有机油墨和无机油墨两种。有机油墨的着色剂、连接料均为有机物,这种油墨装饰玻璃效果不错,只是膜的牢固度差一些,化学稳定性也不好,是一个短寿命的装饰方法。无机油墨是由着色剂、助熔剂、连接料剂组成,着色剂为无机着色剂如氧化铬、氧化钴等。这种油墨的耐热温度就相对较低,但是烘烤的时间较长,油墨的牢度和硬度均佳,亮度也非常好,能耐低浓度的电解质及乙醇、丙酮、苯类、环己酮等溶剂的腐蚀。所以这种性能更好的无机油墨在玻璃印刷中得到了广泛的应用。

玻璃印刷色序的正确选用
由于人们对黑色和品红色最为敏感,对青色的敏感度较轻一点,而最不敏感于黄色,所以黄、青、品红、黑的颜色顺序通常应用在玻璃四色网点阶调丝网印刷过程中。但是有时出于对第二色套准情况进行检查的考虑,进而能够较好地对着墨情况进行控制和鉴定,也会使用青、品红、黄、黑的颜色顺序。如果要从玻璃的非印刷面来赏识印刷品,那么就要使用与此相反的印刷色序。
玻璃印刷过程的合理控制
为保证印刷能够进行得比较顺利,在开始实际印刷之前要精确调试印刷机,特别是在进行四色网目调印刷的时候,必须做好以下几项工作:
准确定位承印物并设定好刮墨板的压力、角度和速度。
在进行多色印刷时,需要在同一个位置上固定好所有需要印刷的玻璃,这就需要在印刷时配备性能良好的玻璃定位系统。由于一定的压力是进行图案印刷的必要条件,而过大的刮墨板压力会使图像变形、增大网点尺寸而造成图像失真,因而印刷时所运用的刮墨板必须具备大小合适的印刷压力,另外,不恰当的刮墨板角度和速度则会对印刷出来的图像的清晰度产生直接的影响,所以在印刷时有必要适当调节刮墨板的角度和速度。
做好玻璃印刷过程中的质量控制
与通常传统印刷的机台比较,玻璃印刷机除了有上下料滚动运行装置外,还设有工作台吹浮系统,以避免在定位时将玻璃划伤,也可减轻操作人员的劳动强度。同时刮墨刀的印刷速度对印刷质量也有很大影响,印刷时刮墨刀都要保持匀速移动。如果是手工印刷大幅面图文时更要控制好速度,速度过慢,图文边缘会有油墨渗透,致使图文扩大速度过快,图文部分就会油墨不足,因此应根据实际情况调到合适速度。印前要检查刮胶刃口的平直度,停印后要用棉絮蘸适量溶剂将刮胶刃口擦拭干净。不可用墨刀刮铲胶条上的余墨,以免损伤其刃口。要防止残余油墨留在胶条上结皮。刮胶擦拭完成后,使表面溶剂挥发,一定程度地恢复形变,以延长其使用寿命,最好几把墨刀交换使用。对于刃口的磨损及由碰撞引起的伤痕,常采用研磨刮胶的方法保持其精度。至于网台距的确定,要根据网版尺寸大小、绷网张力大小、承印物形状及其表面性质,以及油墨粘度等因素做相应调整。

玻璃烧制方法的科学运用
凡是印刷后的玻璃制品,都要放火炉中,以520~600℃的温度进行烧制,这样印刷到玻璃表面上的颜料才能固结在玻璃上,形成绚丽多彩的装饰图案。在烧制工艺中,如果选择的玻璃颜料油墨不符合玻璃承印物的基本要求,就会造成烧制工艺的失败,所以应正确选择印刷油墨。同样,如果所选择的印刷油墨完全正确合理,若不能正确按烧制温度与时间关系曲线进行烧制,也会使印刷、烧制过程失败。

图3 玻璃烧制温度-时间曲线

实践说明,烧制过程按曲线a进行控制,即在10 min内烧制温度达550℃左右(玻璃软化温度以上),然后迅速冷却,则可得到理想的效果。这时,经初期烧制使玻璃表面层很快软工艺与技化,结果在玻璃与油墨层接触面附近由玻璃与玻璃粉形成一层根薄的中间玻璃层,使油墨牢固地附着在玻璃表面上。烧制过程按曲线b进行控制,即在10 min内烧制温度达550℃左右,然后进行常温常温冷却,这样增加了高温烧制时间,使玻璃的表面软化层加厚。这会引起玻璃制品的形变,而且还会因中间玻璃层构成成分的线膨胀系数差异过大,造成应力集中,这就是所谓烧制过度而导致的墨层脱落现象的主要原因。烧制过程按曲线c进行控制,即烧制温度偏低,未达到玻璃的软化温度,加热速度过慢,结果在玻璃与油墨层接触面附近未形成中间玻璃层,导致墨层表面光泽度下降、油墨附着力降低等故障。因此,合理控制温度与时间关系曲线是烧制工艺中确保玻璃制品质量的关键。
