提高热缩式低压电缆头的安装质量和效率
2013-05-16中建七局第三建筑有限公司郑振伟
中建七局第三建筑有限公司 郑振伟
提高热缩式低压电缆头的安装质量和效率
中建七局第三建筑有限公司 郑振伟
采用成品搪锡接线铜端子制作电缆头,不仅搪锡质量优质,并且大大节省电缆头的制作时间;采用手提式小型切割机切割电缆,不仅加工快捷,并且电缆切口整齐、无毛刺,线芯集束、不散股,便于接线端子套进;采用自粘性绝缘胶带包缠接线端子压槽,不仅保护热缩管免受压槽棱边的不良影响,并且提高了电缆头的绝缘性能和质量;采用塑料焊枪加热热缩管,不仅操作时不受狭小施工空间的限制,并且避免了因喷灯过度加热热缩管产生热缩管熔透等质量问题。
搪锡接线铜端子 施工机具 热缩式低压电缆头 安装新工艺
1 工程概况
某高层建筑电缆配电工程大,竣工日期迫在眉睫,加快电缆敷设及电缆头制作安装,保质保量,对保证楼宇供电系统如期投入运行意义重大。
2 提高热缩式电缆头的安装质量和效率
2.1 使用成品搪锡接线铜端子制作电缆头
传统接线铜端压接后再进行现场搪锡,不仅费时费工,而且受现场操作空间限制、粉尘等环境因素的影响,搪锡后的端子表面经常出现麻面、疙瘩、露铜及搪锡层污染、现流淌状等缺陷,不经处理即同设备连接,往往因接触不紧密及接头电阻大、温度高而引起设备故障、造成电气事故。
而成品搪锡接线铜端子出厂前就已经过机械智能搪锡,其表面平整、光滑、完好,搪锡层亮洁、均匀。使用成品搪锡接线铜端子制作电缆头,不仅大大节省制作时间,并且接头质量优质,制作后的铜端子与设备搭接紧密、接触可靠,同时外观更为整洁、更具美感(如图1所示)。
2.2 使用高效率施工机具制作电缆头
2.2.1使用手提式小型切割机切割电缆
使用手工锯切割电缆,不仅费时费工,且电缆断面时常有散股、斜面、毛刺等缺陷,不利于接线端子套进,甚至因为电缆线芯没有充分顶至铜端子套管底而影响接头质量。
而使用手提式小型切割机切割电缆,不仅快捷利索,并且电缆断面平整、无毛刺,线芯集束、不散股,便于线芯充分套进接线端子,从而大大节省电缆头的制作时间以及提高铜端子的压接质量。
2.2.2使用塑料焊枪加热电缆热缩管
使用喷灯加热电缆热缩管,不仅操作不方便(尤其在空间狭小的电气竖井或配电箱内),而且往往因加热过度而损坏热缩管或影响热缩管的热缩质量(如绝缘层过薄,热缩管与电缆的间隙空气没排尽等),进而影响电缆头的绝缘性能。 而使用电力塑料焊枪(一般功率N=700W即可满足要求)加热热缩管,不仅在狭小的空间里操作灵巧、快捷,而且热塑紧密、均匀,不伤热缩管(如图1所示)。
3 热缩式低压电缆头安装新工艺
3.1 工艺新流程
与传统热缩式电缆头制作安装及绝缘电阻测试工艺相比,采用手提式小型切割机、塑料焊枪及成品搪锡接线铜端子加工、制作热缩式电缆头,不仅提高电缆头的加工、制作效率,节省劳动力,降低人工成本,并且提高了电缆头的安装质量(如图2、图3所示)。
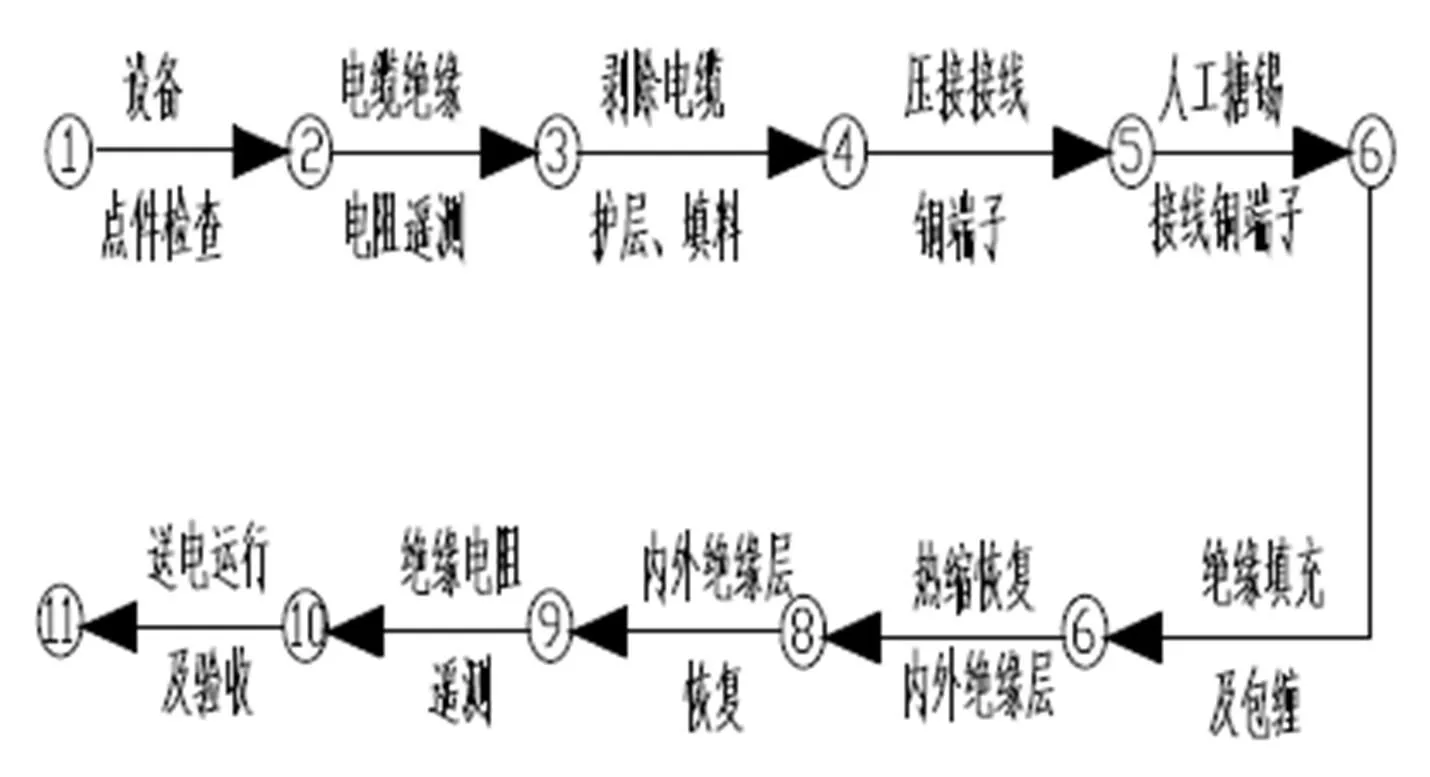
图2 传统热缩式电缆头制作、安装及绝缘电阻测试工艺流程
3.2 电缆头制作与安装
3.2.1设备点件检查
电缆头制作前,检查材料实物应符合电缆头制作数量要求,外观完好无损,质量符合国家标准要求。主要材料如表1所示。

图3 改进后的热缩式电缆头制作、安装及绝缘电阻测试工艺流程

表1 热缩式低压电缆终端头主要材料一览表
3.2.2 电缆敷设前的绝缘测试
整盘电缆敷设前,应对其进行绝缘电阻测试,绝缘电阻满足要求后才能敷设电缆。电缆绝缘电阻值应符合表2的要求。

表2 低压电缆绝缘电阻值
3.2.3 剥除电缆护层、填料
用卡子或扎带将电缆垂直固定,由外往内将进入配电箱、柜的电缆外绝缘层、内垫层、填充层小心剥除(户内电缆一般剥除550mm),避免损伤电缆线芯。
电缆剥除完毕,分开线芯,先用电缆多余的内填充材料缠在各线芯之间,然后用自粘性绝缘胶带在各线芯之间及电缆剥口加强包缠,最后再用热缩管手套热缩外层,以增强剥口电缆的绝缘性能及防护性能。
3.2.4压接成品搪锡接线铜端子
根据电器进线口(或出线口)的位置,确定电缆引线长度,按端子孔深加50mm剥除线芯绝缘,将端部削成“铅笔头状”,插入接线铜端子压接端子。端子压接后去除毛刺、飞边,并清洁表面(如图4所示)。

图4 去除端子表面毛刺、飞边
3.2.5绝缘填充及包缠
用绝缘填充胶(或自粘性绝缘胶带)填充端子压槽及露铜部位,以加强内绝缘性。
3.2.6热缩绝缘管
清洁绝缘管后,将其套进电缆各线芯至铜端子根部,用塑料焊枪,热缩绝缘管。热缩过程中,应朝一个方向缓慢进行,将绝缘管内的空气排尽;热缩时,应避免长时间集中加热,以免热穿绝缘管(如图5所示)。

图5 热缩绝缘管
3.2.7绝缘电阻遥测
电缆头制作完毕,应进行绝缘电阻测试,测试结果必须符合表2的要求,绝缘电阻测试合格后,方可安装。
3.2.8送电运行
电缆头安装完毕,送电空载运行24h,配电箱、柜上的各种仪表指示正常。
4 小结
通过改进热缩式低压电缆头的加工、制作工具及采用新材料成品搪锡接线铜端子制作、安装电缆头,既简化了施工工艺流程,提高生产效率,降低施工成本,又提高了电缆头的制作、安装质量,延长了电缆头的运行使用寿命。
[1] 郦锁林. ZJQ00—SG—006—2003建筑电气工程施工工艺标准[S].
[2] 浙江永力热缩材料有限公司. 1kV交联橡塑绝缘电缆JSY系列热缩接头安装工艺.
