非接触拍照式自动化测量系统*
2013-05-14刘维
刘 维
(海克斯康测量技术(青岛)有限公司, 青岛 266101)
0 引言
对于现代化的汽车生产制造工业,高效率的测量设备在确保汽车质量和稳定生产中发挥着极其重要的作用。汽车车身、钣金件和其他冲压件在制造过程中需要进行高精度测量。传统的检测方法有检具检测、三座标检测等,但是以上方法都存在一定的缺陷。如传统的检具一般只针对一项参数检验,多为手工操作,工作效率不高;而三坐标检测虽然精度高,但需要良好的温度环境控制,而且柔性较差,无法满足车间型的、大批量的快速检测。本文介绍一套运用先进的非接触测量技术的全自动三维光学数码测量系统。它集成了尖端的机器人技术、安全系统、人机界面、旋转平台及柔性夹具等,用于汽车零部件及白车身的测量。该系统千分之一秒的图像采集速度,不受光线变化、温度变化及震动的影响,可以应用于多种车辆程序,快速测量工件尺寸,准确提供零件全表面、边界、孔,表面点及截面线等特征的测量数据。
测量系统结合了功能完善的测量软件能够有效保证测量任务的顺利完成,并实现了对坐标程序、测量程序和报告系统的有序管理;报告系统为客户提供了全面的色差分析数据及特征尺寸评价数据;数据统计功能能够有效监控生产过程的稳定性,实现对生产过程的控制,保证汽车生产质量。
1 光学测量原理
Cognitens光学测量系统使用结构光、非接触测量,结构光是基于光学的三角法测量原理,通过光源将一定模式的结构光投射到物体的表面,在表面形成由被测物体表面形状所调制的光学三维图像,该三维图像通过三组相机拍摄获得物体二维的畸变图像。根据结构光的3D信息,利用三维重构技术经过计算机计算处理得到物体表面的三维坐标信息。整个系统的投影及拍照方式如图1所示。
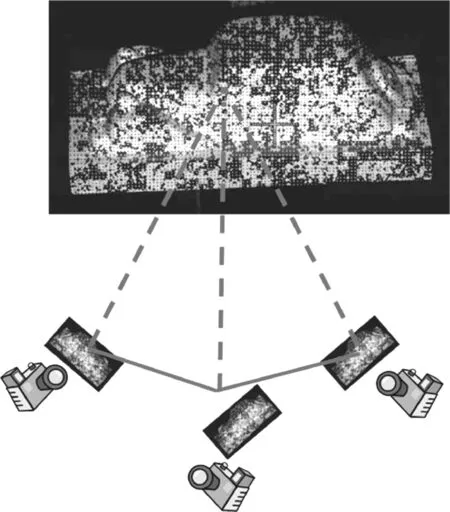
图1 结构光图像采集原理示意图
当投影光通过带有编码的光栅时,编码结构光投影在物体表面上发生了变形,三组相机以特定的角度同时拍摄被测物体表面,从而每个相机从不同的方向上获得物体的二维图像信息,根据光学三角测量原理,利用图像处理技术重构被测物三维图像信息。
2 测量系统组成
本系统是一套全自动的测量系统,精度高、重复性好,同时以工业机器人为依托,集成了旋转转台,具有测量速度快、柔性强等特点,可以同时满足多种车型的测量需求。实现工件的全尺寸测量,既可以对单个工件进行质量控制,也可以对批量测量数据进行统计分析,监控整个生产过程保证生产的稳定性。
系统包含Cogitens光学测量系统、工业机器人、转台、PLC安全控制系统、光幕、测量支架和围栏。三转台分别用于多种车型的四门、前盖及后盖的测量,实现了“换取工件不占用测量时间,机器持续工作”的现代化工作理念,极大提高了测量效率。测量系统布局,如图2所示。
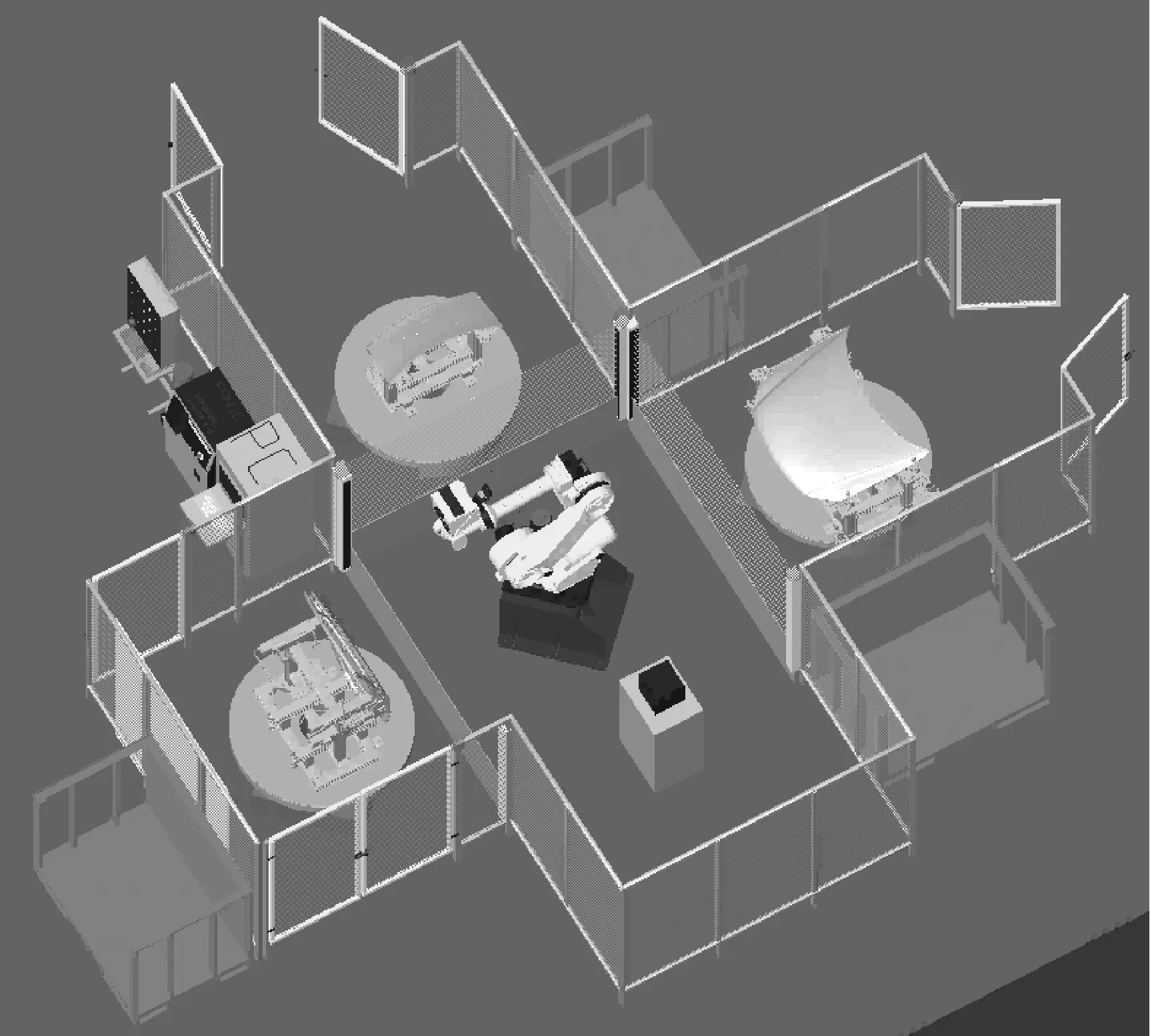
图2 测量系统仿真布局图
整个Cognitens光学测量系统在车间现场进行安装及使用,不受震动、光线变化及温度的影响,能够快速获取被测工件表面的点云数据,自动完成测量数据与CAD模型的对比。机器人作为执行测量的载体,重复定位精度高、运动速度快,能够快速完成测量工作。而且其柔性好,可以根据不同的车型编制不同的程序,满足测量需求。转台携带柔性的测量支架,机器人可以在测量同时,操作人员准备下一次的测量任务。测量支架设计满足不同车型同类零件的支撑,无需更换专用的测量支架,进一步提高了测量效率,同时减少了操作人员的工作强度,图3为实际的机器人测量系统。
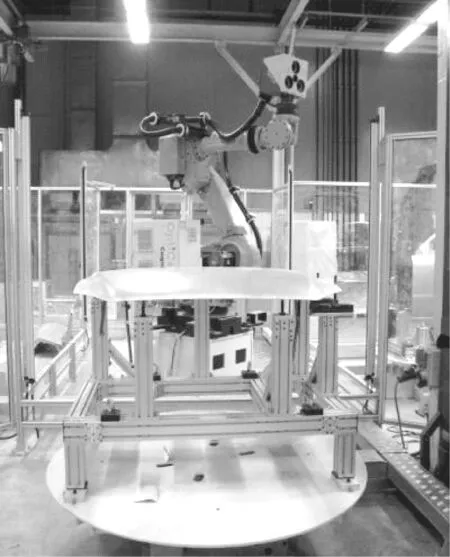
图3 Cognitens机器人测量系统
测量系统能够实现对工件表面数据分析,根据表面测量数据与CAD模型进行对比,产生色差图。对圆孔、槽、方孔、法兰孔、圆柱和球特征,利用多角度定位拍摄技术,精确测量孔位及实体的位置和尺寸。并且能够对表面点、包边点、切边点及单点测量,实现对零件关键点的控制,快速分析测量阶差和缝隙,清晰明了的反映实际工件与数模的差距,保证零件生产质量,图4显示了前盖内板的色差分析图。
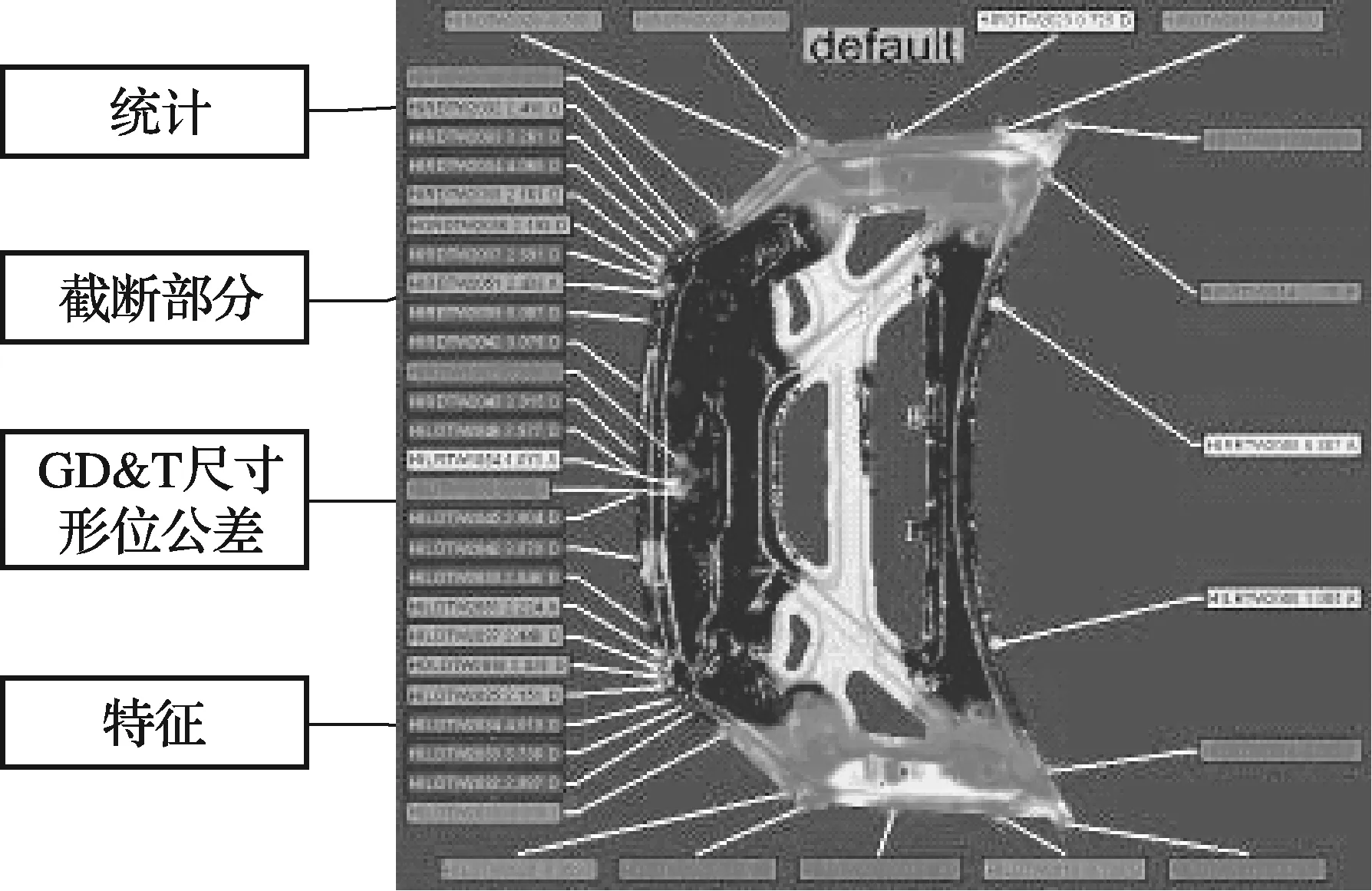
图4 色差分析图
3 安全保护
由于机器移动速度快,操作安全是重中之重。系统中使用PLC做为Master,机器人作为Slave,安全继电器作为硬件保护,Devicenet作为现场通信总线组成安全控制系统,通过硬件和软件两个方面完成安全保护。
硬件方面:采用标准的工业机器人,安全系统通过PLC控制,使用安全继电器直接控制机器人的安全回路。转台保护,安全门的开关与对应的转台串联保护,机器人工作区域通过光幕隔开,更好的保护操作人员安全。
软件方面:通过机器人编程,定义机器人的每条运动指令只定义使用的轴组,使三个转台中与当前任务不相关的轴从软件中被去除,进而在软件上进一步对操作安全进行保护。
安全保护逻辑,当机器人测量过程中接触到启动的光幕,或机器人维修安全门打开,机器人马上停止运动;当操作人员更换测量工件时,一旦打开安全门,光幕与转台锁定保护启动,如果转台突然发生转动,操作人员或者机器人接触光幕,机器人停止运动。
安全保护流程如图5所示。
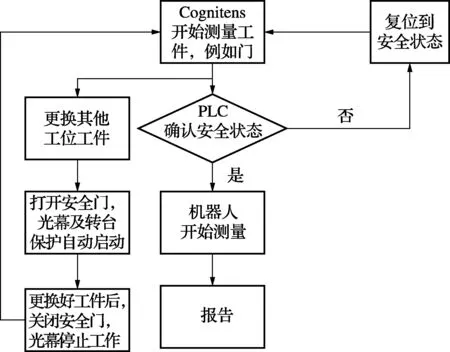
图5 安全保护流程图
4 测量数据验证
系统采用了面向对象的数据验证方法,即测量数据与三坐标测量数据直接对比:在三坐标和机器人光学测量系统上,测量同一个工件上的相同特征(如圆,曲面点和边界点等),图6显示车门的测量数据与理论值偏差在±0.10mm以内。
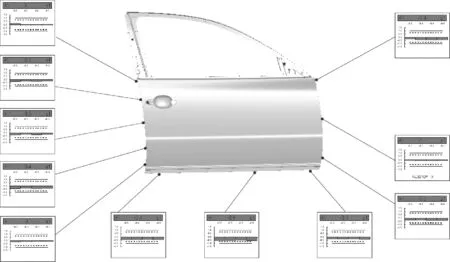
图6 三坐标与Cognitens系统车门测量数据对比报告
5 结束语
Cognitens机器人协同转台的非接触光学测量系统具有“一键”测量操作功能,简化的操作界面,实现了“傻瓜式”测量操作,并且系统能够自动校验测头,进行温度补偿。
功能强大的测量软件有效的保证了测量任务的顺利完成,为客户提供了全面的色差分析数据及单点特征测量数据;强大的SPC数据统计功能,有效的监控生产过程的稳定性,实现对汽车生产过程的控制;独特的、面向对象的测量数据验证方法,进一步验证了测量数据的可靠性、真实性和有效性。
Cognitens的全自动白光测量解决方案,方便的实现与车间现场的融合,快速提供测量反馈,为客户提供了零件的全面质量分析数据,并大大降低了设备的投入及时间成本,从而为高品质汽车生产与质量控制提供了又一先进、实用的测量解决方案,将广泛的应用于车间现场的在线质量监控。
[1] Opticell User Manual.Version 3.7.1 January.2008
[2] 张广军.视觉测量[M].北京:科学出版社,2008
[3] 邾继贵.IVECO车身视觉检测系统现场溯源研究.计量学报,2001(1)