单纸路变双纸路 成本效率双丰收
2013-04-29程晖
程晖
笔者所在河南新华印刷集团有限公司多年来一直非常重视绿色印刷,在自主创新、节能减排和绿色印刷方面做了大量工作,实现了印前数字网络化、印刷多色高效化、印后多样自动化,工艺技术及装备水平居全国同行业先进水平,并顺利获得了绿色印刷认证。尤其在绿色印刷工艺创新方面,我公司多年来通过不断对胶印设备进行改造和创新,特别是将单纸路改造为双纸路,优化了工艺流程,减少了能源耗费,达到了节能减排的目的。在此,笔者将我公司单纸路改双纸路的思路及遇到的难题与同行共享。
改造原因及目标
当轮转印刷机采用单纸路工艺时,单纸卷通过纸卷安装机构、张力控制机构及纸带引导系统,被引导、输送至印刷机组,之后进入折页机组,最终完成整个作业。当轮转印刷机采用双纸路工艺时,双纸卷分别通过两个纸卷安装机构、张力控制机构及纸带引导系统,分别被引导、输送至两组印刷机组并同时进入折页机组,最终完成整个作业。
可以看出,当采用相同轮转印刷机,单纸路工艺一次只能印刷一个印张,而双纸路工艺可以同时印刷两个印张。在相同时间内,双纸路工艺的产量是单纸路工艺的1.8倍左右,所以由单纸路生产改为双纸路生产不仅能提高生产效率,而且能大大降低轮转印刷机的能耗。
我公司作为书刊印刷企业,承印产品多为教材、教辅、图书、期刊等,且活源结构不均衡。我公司的轮转印刷机多承印教材,但每年教材的印制时间只有5~6个月,在其他时间,该类设备就几乎闲置。而我公司单、双色产品活源丰富,生产周期较长,但我公司轮转印刷机数量少、效率低、品种单一,难以满足需求。因此,为了解决这一矛盾,我公司自2004年起,开始对双色、四色轮转印刷机进行双纸路工艺改造,这样不仅能充分利用闲置的设备,更能大大提高印刷、装订工作效率。
经过多年的升级改造,目前我公司已经淘汰了所有的单色轮转印刷机,将双色轮转印刷机全部改为四色轮转印刷机,现有轮转印刷机全部配有双纸路纸架,能实现4+4、2+2双纸路、1+1双纸路等的印刷,实现了类似报纸印刷的多纸路印刷。
改造方案
在将单纸路改造成双纸路时,需要考虑以下3个方面。
1.纸架选择
纸架有单纸架和双纸架两种。当采用单纸架(如图1所示)时,由于一个纸架需要同时安装两个纸卷,所以必须将接纸制动转变为手调张力,上纸卷张力为自动控制,下纸卷张力需要通过操作面板手动控制。为了保证上下两个纸卷的实际供纸张力相同或接近,要尽量选用直径大小和纸张质量相近的纸卷,以保证折页稳定。在印刷过程中,须注意纸卷直径大小的变化,仔细检查折标位置,以便了解折页误差是否在允许范围内,必要时上、下纸卷应同时递减张力,确保印刷质量。另外,在换纸卷时,必须停机手动进行上、下纸卷的接纸,当然,这必然会造成纸卷装卸时间的浪费和重新开印的纸张消耗。
如果采用双纸架(如图2所示),可以同时将两个纸卷通过轴芯分别安装在两个纸架上,即两个纸架先分别在下纸架安装一纸卷,开印后,再将后续的纸卷分别安装在上纸架上,不需要停机装纸、接纸,根据设定的接纸位置,在纸卷芯仅剩5mm时自动接纸,不仅节约接纸时间,而且减少纸张浪费。
基于上述,我公司最终采取了双纸架、自动接纸装置。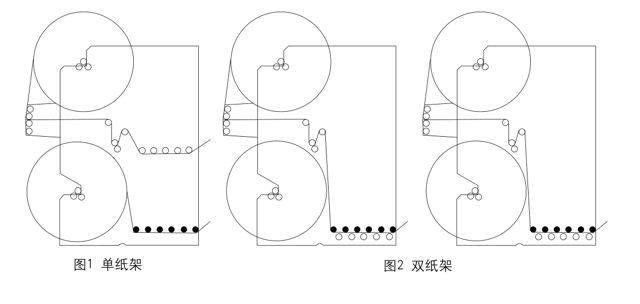
2.自动接纸装置选择
为了提高每个纸卷交接时的接纸效率及稳定性,保证印刷质量并减少纸张浪费,必须选择合适的自动接纸方式。根据自动接纸方式的不同,纸架分为高速纸架和零速纸架两种。零速自动接纸是指接纸时,被连接的2个纸带速度均为零,在印刷机不停机的情况下,自动完成接纸,达到向印刷机连续供纸的目的,主要工作过程包括正常印刷输纸、纸卷降速、零速接纸、加速运转至正常印刷输纸阶段4个过程,接纸可靠性较高,且由于采用了蓄纸库,因此对晾纸、纸张的预处理、控制纸带张力等都起到了一定作用。而高速自动接纸是指整个接纸过程都是在纸带高速运动的情况下自动完成的,要求正在使用的纸卷用到规定的直径时(通常称旧纸卷用完时),自动准确无误地将新、旧纸卷的纸带粘贴在一起,并及时将旧纸卷的纸带切断,新纸卷的纸带及时供给印刷使用,无储纸机构。
书刊轮转印刷机速度一般为18000~25000张/小时,为了保证双纸路工艺实施效果,节约接纸时间,并减少纸张浪费,零速自动接纸更为合适。因此,我公司在进行双纸路工艺改造时,采用了零速自动接纸装置。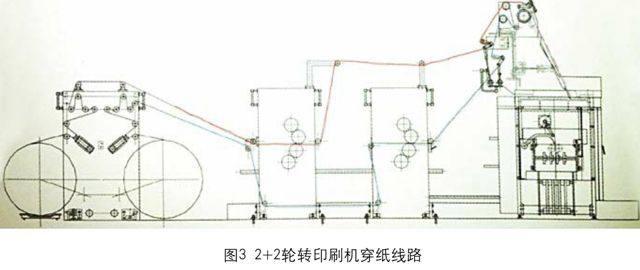
3.穿纸线路选择
在确定穿纸线路时,需要考虑穿纸工作效率、穿纸操作习惯、设备改造情况及纸带控制情况等。通过多次试验,我公司在2+2轮转印刷机上采取了如图3所示的穿纸线路,其中,后纸架纸带走第一印刷机组,前纸架纸带走第二印刷机组,当然也可以后纸架纸带走第二印刷机组,前纸架纸带走第一印刷机组。如果是4+4轮转印刷机,穿纸线路有更多种选择,就需要印刷企业通过不断试验,选择最适合的穿纸线路。
改造中遇到的问题及解决方案
双纸路工艺改造完成后,在试印过程中遇到了诸多问题。
1.断纸
在试印过程中,断纸现象经常发生,由于采用双纸路印刷,只要出现断纸,就会造成两个纸路的纸张浪费。分析不同断纸位置,原因主要有加速离合器气压设定问题、加速离合器分开、纸张有裂口、纸张过脆、纸张抗拉强度不够、纸张张力设定参数不当等。
为了避免此类问题的发生,领机需要注意检查设备运转情况,特别需要检查加速离合器工作是否正常;当设备正常工作时,再检查纸张,通过听敲打纸卷两边发出的声音,判断纸卷复卷是否平整,通过穿纸,检查纸张是否有裂口,通过折、撕纸边,判断纸张是否过脆等,通过调整纸张两边的张力,使纸带松紧尽量一致;如纸张有裂口,应从纸边处将裂口撕掉,防止断纸,较脆的纸张可通过减小纸张张力,来降低断纸概率。
通过多次分析、调整、试验,领机逐渐掌握了设备调整技术,在纸张复卷平整、抗拉强度大的情况下,断纸现象很少发生。
2.折页时纸张前口处挤皱
为保证双纸路的两个纸路折页同步、稳定,折页时,不能像单纸路那样,使用位于折页机三角板上中间的剖刀,而使用了跳切刀(也称花轮刀)。但在印后加工时,纸张前口处经常出现明显挤破现象,有时甚至从前口皱到书芯文字处,非常难看。经观察发现,该现象是由于跳切齿小,划开长度短,而纸张连接点长,造成空气无法完全排出所致,这一故障在折页后不明显,但经堆积码台压挤,就会在某个连接处出现明显皱褶。
为解决此问题,我公司对跳切刀进行了改造,使其划开长度加大,纸张连接点变短,从而解决了双纸路折页时纸张前口挤皱问题。
3.折页不稳定
刚开始试印时,发现两个纸带在运行时易左右、上下错动,很不稳定,外纸带比内纸带松,从而使得两纸带无法做到准确折页,页码经常错位,折标位置也无法保证。即使通过纸带左右位置的调节开关进行调整,但因调节幅度过大,并不能准确调整到位。
经过对纸带运行轨迹进行分析,我们采取了以下方法:调节外帖印刷滚筒的包衬厚度,降低外纸带速度,使内外纸带同时进入折页机构;增加导纸辊,保证纸带运行平稳;通过装置电机,调节纸带左右位置。通过采取以上方法,双纸路折页稳定性大大提高。
改造投入及效益
在刚开始进行双纸路工艺改造时,改造一台轮转印刷机,至少要投入80万~90万元,近两年,由于相关装置生产量大,设备成本逐渐降低,改造一台轮转印刷机只需投入40万~50万元。而轮转印刷机完成双纸路工艺改造后,生产效率相当于改造前的1.8倍左右。如果承印一个10万册、12个印张的单色16开产品,单纸路工艺及双纸路工艺的印刷、装订情况如表1所示。
从表1可以看出,在印刷环节,同样的设备、相同的操作人员数量、相同的物耗,采用双纸路工艺不仅实现了节能减排,而且生产效率相当于提高了一倍,这样在相同时间内,就可以承接更多的活件,取得更大的效益。同时,采用双纸路工艺,由于帖数减少了一半,按照每人负责4个配页站的续页工作,此单产品采用单纸路工艺,需要3个续页工,而双纸路工艺只需要2个续页工,从而为装订配页工序节省了人工。此外,由于单、双色产品的纸张较薄,采用双纸路工艺时,每帖书页的厚度变厚、挺度变高,配页传送更稳定,胶订联动线的速度可达到其最高速度的80%~90%,生产效率大大提高。
为响应国家对绿色印刷的号召,我公司通过对胶印设备进行技术改造,进一步减少了人力资源成本,减少了中间工序的流转,完成了提高生产效率、减少能源消耗的目标。未来,我公司将继续秉承创新精神,通过对现有设备、技术进行改造,使公司的“绿”意更浓。
