我国陶瓷喷墨打印技术专利信息检索汇总分析
2013-04-29杜付成刘杰
杜付成 刘杰
摘 要:本文对十几年来公开公告的我国陶瓷喷墨打印技术专利信息进行了系统的检索和分析,全面展现了我国陶瓷喷墨打印技术的现状、专利申请的分布,以及涉及领域的实际情况,并分析了我国陶瓷喷墨打印技术的发展趋势,为我国陶瓷喷墨打印技术的研究和应用提供了参考数据。
关键词:陶瓷喷墨打印技术;陶瓷喷墨墨水;专利
1 引言
随着计算机技术的发展,数字化技术在制造业领域中得到了广泛的应用。在此背景下,喷墨打印技术应运而生,喷墨打印技术是20世纪70年代成功开发出的一种无接触、无压力、无印版的印刷技术。它将墨水通过打印喷头上的喷嘴喷射到各种介质表面,实现了非接触、高速度、低噪声的图文印刷[1]。
在喷墨打印技术的基础上,陶瓷喷墨打印技术是将特殊的粉体制备成墨水(即陶瓷油墨)[2-4],通过计算机控制,利用特制的打印机将配置好的陶瓷油墨以特定的圖案直接打印到陶瓷基体(一般为生坯)表面上。而印刷在陶瓷基体表面上经过烧结后的陶瓷油墨,可以对陶瓷基体进行表面改性或表面装饰。由于陶瓷喷墨打印技术具有操作简单、可控性强、打印误差小等特点,因此,具有较好的应用前景。
2 我国陶瓷喷墨打印技术专利信息的总体分析
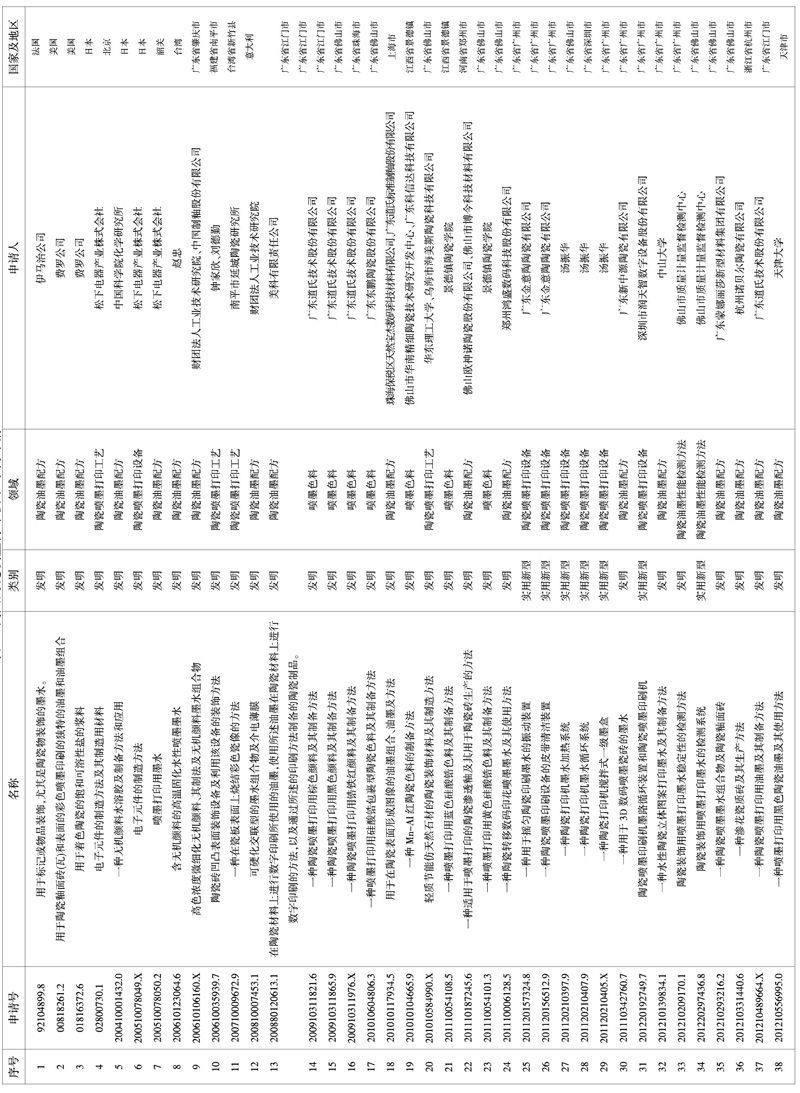
为了详细和深入了解我国陶瓷喷墨打印技术的专利技术现状与发展趋势,笔者对国家知识产权局中国专利数据库进行了检索,截止到2013年公开公告的专利数据,得到与陶瓷喷墨打印技术相关的发明与实用新型专利数据有42条,如表1所示。
2.1 陶瓷喷墨打印技术专利趋势分析
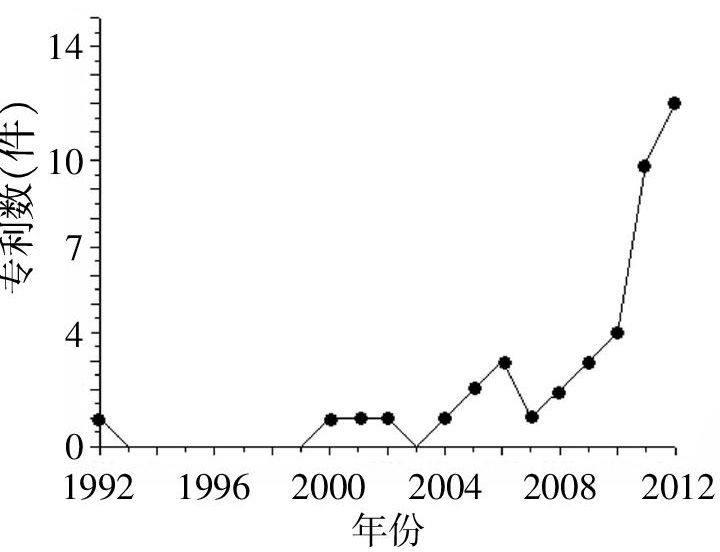
图1是我国陶瓷喷墨打印技术专利申请量的总体趋势。
从图1中可以看出,自1992年伊马治公司在我国申请了第一份关于陶瓷喷墨打印技术的专利后,有长达8年的专利空白期。之后专利申请量缓慢增大,近2年来,专利申请量突然爆发性增长。
2.2 陶瓷喷墨打印技术专利申请人分析
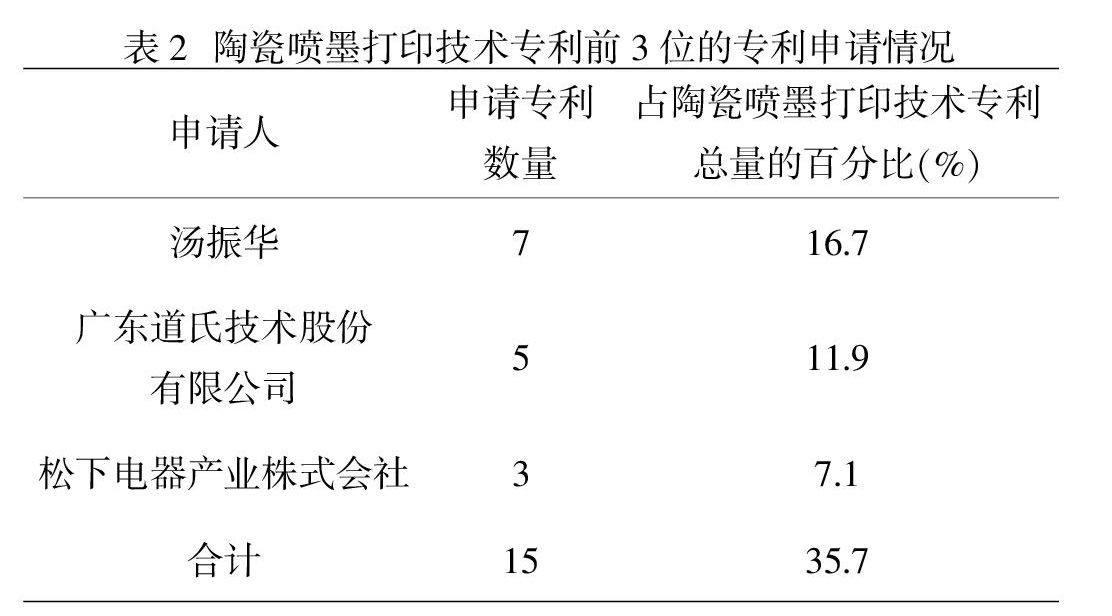
通过对陶瓷喷墨打印技术领域专利的申请人进行了分析,其中,陶瓷喷墨打印技术专利的前3位的专利申请情况如表2所示。进一步地分析各申请人所申请专利的细分领域,发现各申请人的专利申请侧重点不同,汤振华所申请的专利都属于陶瓷喷墨打印设备领域;广东道氏技术股份有限公司所申请的专利中,其中,3个专利属于陶瓷颜料领域,2个专利属于陶瓷油墨配方领域;而松下电器产业株式会社所申请的专利都是关于功能陶瓷(尤其是电子陶瓷)喷墨打印技术领域。
结合表1、表2可以看出,陶瓷喷墨打印技术专利申请量最多的地区是我国的广东省,共有24项。而国外在我国申请陶瓷喷墨打印技术专利的有日本、美国、意大利、法国等,说明这些国家在陶瓷喷墨打印技术领域中占有较大的优势。
3 我国陶瓷喷墨打印技术专利的发展状况及实例分析
3.1 陶瓷油墨专利发展状况及实例分析
陶瓷油墨一般由在烧成处理后起表面改性或表面装饰作用的特殊粉体、溶剂,以及各种添加剂组成,关于陶瓷油墨的专利有25项。
1992年,法国的伊马治公司申请了我国首个关于陶瓷油墨的专利,专利名为“用于标记或物品装饰,尤其是陶瓷装饰的墨水”,申请号为92104899.8。该墨水的组成为:一种或多种在溶剂中可溶金属盐0%~40%、一种或多种溶剂0%~40%、一种或多种有机染料0%~5%、聚合物0%~10%。2000年,美国费罗公司申请了通过喷墨印刷机对物品釉面表面装饰的4种独立的油墨的专利,专利名为“用于陶瓷釉面砖(瓦)和表面的彩色喷墨印刷的独特的油墨和油墨组合”,申请号为00818261.2。第一种油墨包括用于生成蓝绿色的可溶性的钴配合物;第二种油墨包括用于生成洋红色的可溶性金配合物;第三种油墨包括用于生成黄色的可溶性的过渡金属配合物;第四种包括用于生成黑色的可溶性钌配合物。2001年,费罗公司申请的另一份专利中,限定了装饰陶瓷基体浆料的粘度,在0.01~20000mPa·s之间。
2005年,日本的松下电器产业株式会社申请了名为“喷墨打印用墨水”的专利,申请号为200510078050.2,并阐述了改喷墨打印用的墨水,具有粉状体、树脂和溶剂,其中,粉状体的粒径在0.001~30μm之间,比重在1.0以上的导电性粉状体、介质粉状体、玻璃粉状体、陶瓷粉状体、金属粉状体、电阻粉状体、磁性粉状中的一种或2种以上混合的粉状体。
2006年,台湾的财团法人工业技术研究院以及中国制釉股份有限公司,联合申请了名为“高色浓度微细化无机颜料、其制法及无机颜料墨水组合物”的专利(申请号为200610106160.X),该专利中的颜料被研磨至次微米或纳米粒径,然后被分散到溶剂中制成墨水组合物。
3.2 陶瓷喷墨打印设备专利发展状况及实例分析
关于陶瓷喷墨打印设备的专利有11项,但都是关于陶瓷喷墨打印非重要的设备。如:日本在2005年申请了发明专利电子元件的制造方法(申请号为:200510078049.X)。本发明提供一种喷墨装置、喷墨墨水及使用该喷墨装置和喷墨墨水的电子元件制造方法。使用具有墨水循环功能和墨水分散功能的喷墨装置,将使用的墨水根据需要再分散,在经由管子向墨水回收容器输送途中,将一部分墨水送至打印喷头,在被印刷体表面上形成规定的图案,即使为容易沉淀、缺乏打印稳定性的墨水,由于在墨水容器内根据需要将墨水进行再分散,故可以防止墨水的沉淀或凝集,不会堵塞喷墨用的打印喷头或墨水喷出口,从而能够实现稳定的喷墨打印,并能够以高成品率且稳定地制造电子元件。
2011年,广东金意陶陶瓷有限公司,申请了一种用于摇匀陶瓷印刷墨水的振动装置,申请号为:201120157324.8。本实用新型涉及陶瓷印刷墨水摇匀技术领域,特别涉及一种用于摇匀陶瓷印刷墨水的振动装置,公开了一种用于摇匀陶瓷印刷墨水的振动装置,其包括滑槽、摇墨盘、电机。它采用了振动装置摇墨代替现有人工摇墨的方式,节省了大量的人力及成本,且摇墨盘的摆动速度可以根据需要进行调节,满足生产的各种加墨需要,并且该振动装置一次可摇6瓶墨水,大大提高了工作效率。同年,广东金意陶陶瓷有限公司还申请了一种陶瓷喷墨印刷设备的皮带清洁装置,申请号为:201120156512.9。
汤振华申请了多项实用新型专利,如:一种陶瓷打印机墨水加热系统,申请号为:201120210397.9;一种陶瓷打印机墨水循环系统,申请号为:201120210407.9;一种陶瓷打印机搅拌式一级墨盒,申请号为:201120210405.X;一种打印机负压供墨系统,申请号为:201220197272.1等专利,他是陶瓷喷墨打印设备专利申请最多的个人。
3.3 陶瓷喷墨打印工艺专利发展状况及实例分析
2002年,日本松下电器产业株式会社,申请了电子元件的制造方法及其制造用材料,申请号为:02800730.1。本发明在陶瓷毛坯片或陶瓷毛坯片叠层体、或未进行烧结的陶瓷部件等的陶瓷基片上形成烧失性衬层,通过该烧失性衬层来改善未烧结的陶瓷部件对于墨水这样低粘度墨的附着性,可防止墨的浸渗、流淌及厚度不均等发生,从而形成高精度的喷墨图形。另外,该烧失性衬层在电子元件的制造过程中的烧结工序中,将被烧掉,因此不会对电子元件的可靠性产生不良影响。另外,通过多次反复地进行此道工序,很容易制造出具有复杂形状的三维结构体。
2006年,钟家欣、刘德勤发明了陶瓷砖凹凸表面装饰设备及利用该设备的装饰方法,申请号为:200610035939.7。本发明公开了一种陶瓷砖凹凸表面装饰设备,包括输送线,其特征在于,所述输送线的工作平台上方至少按秩序设置一组进行分色套印陶瓷色釉料的喷墨打印机、撒粉机及吸尘机。其装饰方法是:在陶瓷砖凹凸表面或承印材料上,用喷墨打印机喷胶水、撒粉机撒色釉料,以及吸尘机吹吸去未粘附的色釉料。本发明利用打印机的数码成像技术,将陶瓷色料间接、分次的转移到陶瓷砖凹凸表面上,无需制版、转产快,克服了用陶瓷色料制造喷墨打印墨水难度大的缺陷,具有经济效益高、效果好等优点。
2010年,华东理工大学、乌海市海美斯陶瓷科技有限公司申请的轻质节能仿天然石材的陶瓷装饰材料及其制造方法,申请号为:201010584990.X。本发明的陶瓷裝饰材料,由轻质陶瓷基体材料、色粉颗粒料、喷墨打印陶瓷墨水和有色熔块干粒构成,其具体步骤为:
(1) 制备轻质陶瓷基体造粒料;
(2) 制备色粉颗粒料;
(3) 制备有色熔块干粒;
(4) 压制成形;
(5) 干燥;
(6) 喷墨打印;
(7) 撒有色熔块干粒;
(8) 在辊道窑中烧结,获得所述的陶瓷装饰材料。
本发明的陶瓷装饰材料的优点是:仿石效果逼真、传热系数小、保温节能,以及具备优良的力学、耐候和隔音性能及防腐、阻燃、防潮的功能。在其制备方法上,通过控制工艺可调整产品的规格、形状、尺寸和厚度,控制产品孔径的大小、密度等指标,从而得到不同的轻质节能仿天然石材的陶瓷装饰材料,可适合不同用途的需要。
4 结论
近几年来,我国陶瓷喷墨打印技术进入快速发展的阶段,研究方向主要集中在陶瓷喷墨油墨的研制上。而在陶瓷喷墨打印设备,以及陶瓷喷墨打印工艺方面的研究较少。但我国广东省是陶瓷喷墨打印技术研发最多的地区,专利数量也最多。由于陶瓷行业需求的强力拉动,因此,喷墨的前景是不可估量的。
参考文献
[1] 黄惠宁,柯善军,孟庆娟等.喷墨打印用陶瓷油墨的研究现状及
其发展趋势[J].中国陶瓷工业,2012(19):27-35.
[2] 蔡晓峰.喷墨打印技术与陶瓷墨水的制备[J].佛山陶瓷,2006(7):
35-37.
[3] 韩复兴,范新晖,王太华等.浅析陶瓷墨水的发展方向[J].佛山陶
瓷, 2011(6):1-3
[4] 秦威,胡东娜. 陶瓷喷墨色料的生产及其工艺探讨[J].佛山陶
瓷, 2011(8):23-25.