醋酸钴合成新工艺研究及应用
2013-04-29曹善文

【摘要】在自制反应器中加入金属钴,将组成n(醋酸)∶n(H2O2)∶n(H2O)=1∶1∶(5~10)混合液连续送入反应器中,反应温度60~90℃,压力0.3~0.4Mpa,停留时间120-210s,生成的醋酸钴水溶液连续自动排出,不经结晶可直接用于调配PTA的氧化催化剂。
【关键词】醋酸钴 醋酸 过氧化氢
1 前言
醋酸钴是由对二甲苯经液相氧化制备对苯二甲酸(简称PTA)时的最重要催化剂,国内外早期的工艺一般采用硝酸法生产得到醋酸钴晶体,用作PTA催化剂使用时,再进行溶解,此工艺所需设备多、流程长、设备腐蚀严重,存在环境污染、生产中钴消耗量大,生产成本高。为了降低成本,人们又改进了硝酸法,即采用硝酸醋酸混酸与金属钴反应,经浓缩结晶除杂等生产晶体醋酸钴,但此工艺仍存在很多缺陷,如环境污染、反应效率低、原料及能源消耗大、反应后期钴活性降低、产品中杂质含量高等。为了减少或避免环境污染、降低生产成本和提高产品质量,四十年前,英国专利1361284提出了一种制备醋酸钴的新方法,此后日本和前苏联在此基础上也开展研究并申请专利,但直到1990年,除前苏联利用超细钴粉在生产率方面获得一些进展外,在其他关键性技术上,至今未取得突破性进展。本文通过自主设计新型反应器、研究醋酸、过氧化氢与金属钴的反应,提出了一种醋酸钴合成的新工艺。
醋酸钴合成新工艺原理:
Co(s)+H2O2(L)=Co(OH)2(α) (式1)
2Co(s)+3H2O2(L)=2Co(OH)3(α) (式2)
2Co(OH)3(α)+H2O2(L)=2Co(OH)2(α)+2H2O(L)+O2(g)↑ (式3)
Co(OH)2(α)+2CH3COOH(L)=Co(CH3COO)2(L)+2H2O(L) (式4)
(上式中s、l、g、α分別代表固相、液相、汽相、非稳态相)。
2 醋酸钴制备新工艺
在特制反应器中加入金属钴,将组成为n(醋酸)∶n(H2O2)∶n(H2O)=1∶1∶(5~10)的混合液连续送入反应器中,通过控制反应温度、液位、物流循环、停留时间,即可反应生成醋酸钴,当产物浓度达到设定的浓度后,从反应器底部自动连续排出,该溶液经活化处理、过滤除去镍铜等杂质,其中杂质含量即小于HG/T2032-1999标准中优等品规定的指标,可直接作为生产PTA的催化剂使用。
3 醋酸钴合成和产品质量影响因素
在利用过氧化物合成醋酸钴的反应中,温度、压力、反应物及产物浓度、钴的形态、物料比例及传质均存在显著影响。因为过氧化物受温度、压力、钴表面积和其自身浓度、产物浓度等影响均较大,在控制不当的情况下,其不仅具有氧化金属钴合成醋酸钴的正作用,而且同时具有对金属钴的超氧化、自分解副反应及对超氧化物的还原作用,其中超氧化作用会使得产品中产生一种纳米级超细高价钴化合物,通过实验研究、实际生产及在PTA工业上的应用结果表明,产品中这种高价钴化合物的存在是极其危险的,一是它会使过氧化物的分解速度增加并导致热量集聚,严重时会引起剧烈爆炸;二是导致醋酸钴产品的催化活性严重下降,值得注意的是:对于这种活性降低现象,一般人员难以发现,因为在目前通用的醋酸钴产品质量检验标准或方法中没有相关的检验标准和方法。对于钴的形态和反应物浓度的影响,从固液反应理论Fick第一定律可以看出,提高反应物浓度有利于增加浓度梯度,而且使用超细钴粉会显著增加比表面积,英国、日本及前苏联的相关研究均是基于这一点获得发明专利。本文研究中发现尽管细化的金属钴拥有很高的比表面积、但也会显著降低液体的传质速度、易导致能量积聚及上述氧化副反应等,此外,超细钴粉一般是由钴盐分解得到的,其价格也比一般工业级金属钴高,导致缺乏工业化实施价值,这也正是醋酸钴合成新技术历经数十年研究而未获得实质性进展和产业化应用的原因。本文首次自主设计反应器,通过借助反应器内液体分布装置,实现了调整原料和产物比例组成,通过进一步调节控制温度、压力,同时发挥了固体的比表面特性、扩散系数和浓度梯度的关系,实现了三者的乘积放大效应,达到了可直接利用比表面积较小的工业级金属钴高效率合成醋酸钴的目的,研究表明:在醋酸、过氧化氢和水按照n(醋酸)∶n(H2O2)∶n(H2O)=1∶1∶(5~10)比例组成混合液,温度为60~90℃,压力0.3~0.4MPa,停留时间在120~180s条件下,即可直接反应生成钴浓度范围为2~5.6%的醋酸钴水溶液,通过加入少量过氧化氢除杂活化和加水或醋酸水溶液进行浓度调整,即可得到满足不同PTA装置的醋酸钴水溶液催化剂。新工艺主要原料醋酸和金属钴均实现了理论消耗,能耗小于传统工艺的1/20,无废弃物排放和环境污染。
4 醋酸钴反应器设计
醋酸钴反应器是影响醋酸钴合成的最主要因素,根据固液反应特点并依据Fick第一定律,通过在反应器内设置导流分配、液位自控、气体分配和热量导引装置,达到了促进固液接触和能量传递、提高反应效率的目的,实际应用结果表明:反应器生产效率比较传统工艺设备的效率至少提高了106倍。
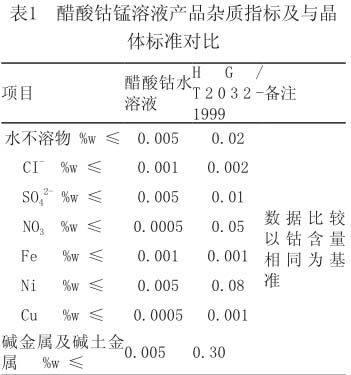
5 醋酸钴溶液产品质量及对比
通过对采用新工艺生产的醋酸钴水溶液的稳定性能进行研究,发现至少在-11℃到溶液沸腾温度范围内的温度变化对其稳定和催化性能无影响,常温储存至少在2年内也未发现其外观、技术指标和性能有变化,没有发现用固体调配的催化剂易出现的沉降和析出现象。为便于比较,也通过相关标准对其中的杂质含量进行了分析,结果及对比见表1。
6 醋酸钴制备工艺对比
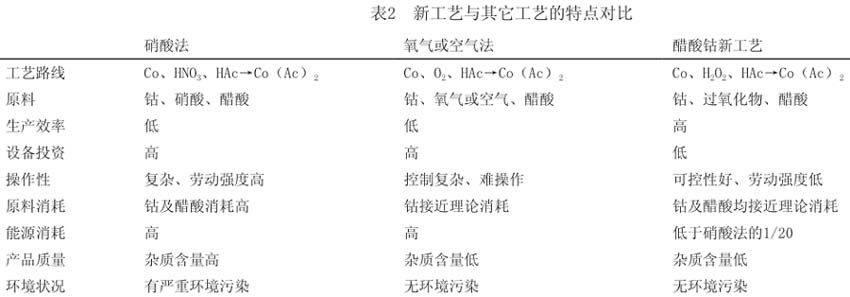
6.1 不同类技术的特征对比
本文将新工艺与传统的硝酸法、空气或氧气法的技术特征进行了对比,结果见表2:
6.2 与国外同类专利方法对比
本文对同样采用醋酸、过氧化氢制备醋酸钴的技术特征也进行了比较,结果见表3:
7 醋酸钴水溶液作为催化剂的应用
通过将新工艺生产的醋酸钴水溶液在PTA装置上应用,发现其表现出了良好的活性和选择性,表现在催化剂用量的减少和产品b值的降低和稳定,如国内某企业使用后,其生产过程工艺控制稳定、产品b值的平均值由1.2降至0.9左右,并改善了下游聚酯产品的质量;另一企业经过连续30天试应用,对原料消耗等进行了统计分析并与原来数据对照比较发现,其醋酸钴、PX(对二甲苯)和HAC(醋酸)的平均消耗分别降低0.0047kg/tPTA、2.09kg /tPTA和1.3kg /tPTA。目前新工艺醋酸钴水溶液产品在国内已催化生产超过2000万吨PTA。
8 结论
综上所述,本文通过自主设计新型反应器、使用醋酸、过氧化氢与工业级金属钴反应直接制备醋酸钴,主要原材料醋酸和金属钴消耗基本达到理论值,与传统工艺相比,生产效率至少提高106倍、能源消耗低于硝酸法的1/20、醋酸钴水溶液不经结晶提纯直接作为PTA催化剂使用,催化活性及选择性高、应用方便、生產及应用过程无环境污染。
参考文献
[1] 化学工业部科学技术情报研究所遍.化工产品手册-有机化工原料(上册)[M].北京:化学工业出版社,1985年2月第一版:286-288
[2] 东丽株式会社.脂肪酸钴的制备方法:日本,昭56-8015[P].1981-08-03
[3] 东丽株式会社.脂肪酸钴的制备方法:日本,昭56-33377[P].1981-08-03
[4] Mariupol Metallurgical Institute.醋酸钴的制备方法:前苏联,U.S.S.R.SU1728222[P].1992-04-23
[5] 扬子石油化工股份有限公司.醋酸钴的制备方法:中国,01134012.5[P].2003-09-24
[6] Hall Chemical Company,Method and apparatus for producing cobalt acetate from cobalt chip:美国,US4921986[P].1990-05-01
作者简介
曹善文,1964年12月生,高级工程师,1987年毕业于北京化纤工学院,济南市首届青年学术技术带头人,发表论文30余篇,获得10项发明专利和2项实用新型专利授权,香港桑麻纺织科技一等奖获得者,国家第二届发明创业特等奖获得者。
