大众公司EA113系列2.0L-FSI燃油分层直喷式汽油机详解(一)
2013-04-26江苏范明强
◆文/江苏 范明强
2003年大众公司在1.8L-5V-92kW进气道喷射汽油机的基础上为第2代奥迪(Audi)A3和A4轿车开发了一种新型横置式2.0L-4V-FSI分层直接喷射汽油机,除了将发动机功率由92kW增加到110kW使汽车的动力性得到了显著提高外,还使汽车燃油耗降低了大约1L/100km,同时更加舒适,并达到了当时欧洲实施的欧Ⅳ废气排放标准。
这种采用汽油分层直接喷射(FSI)技术的直列4缸4气门汽油机成功地解决了传统汽车在功率、舒适性和燃油耗之间的目标冲突,表明汽油分层直接喷射技术始终是提高汽油机燃烧效率潜力最大的一种技术措施。
2004年,大众公司在这种EA113汽油机系列平台基础上又开发出了世界上第一台涡轮增压缸内直接喷射2.0L-TFSI汽油机,功率为195kW,扭矩为350Nm。
2010年,为了给奥迪运动型轿车配备动力性能更好的汽油发动机,又将上述涡轮增压2.0L-TFSI燃油分层直喷式汽油机的燃油过程移植到奥迪直列5缸自然吸气2.5L-MPI多点气门口喷射汽油机上,成功地开发出了功率250kW,扭矩450Nm的2.5L-TFSI增压燃油分层直喷式汽油机。本文将详细介绍4缸自然吸气2.0L-FSI燃油分层直喷式汽油机和5缸涡轮增压2.5L-TFSI燃油分层直喷式汽油机。
一、自然吸气2.0L-FSI燃油分层直喷式汽油机
2.0 L-4 V-F S I分层直接喷射汽油机是在1.8L-5V-MPI进气道喷射汽油机(D=81mm,S=86.4mm)的基础上加大缸径和行程重新开发而成的,使行程与缸径之比从1.067加大到1.125。
在对5气门(5V)汽缸盖进行详细试验研究后,经过方案的仔细比较,并对几种不同的燃烧方法进行分析,最终专门为空气引导的分层直接喷射燃烧过程设计了一种新的4气门(4V)汽缸盖,可以应用于横置式和纵置式的自然吸气、增压的直列式和V形汽油机上,并能在全球进行低成本、大批量生产。
为了平衡直列4缸发动机产生振动的二阶惯性力,并避免曲柄连杆机构的振动,在油底壳中集成了一套平衡轴传动机构,从而减轻了这种直列4缸发动机结构型式所固有的振动缺陷,使汽车的舒适性得到了明显的改善。
表1列出了这种2.0L-FSI燃油分层直喷式汽油机最重要的尺寸和技术数据。该机的曲柄连杆机构是以久经考验的EA113系列汽油机为基础重新进行设计的。为了满足汽油直接喷射的要求,开发了全新的4气门滚轮式摇臂汽缸盖,它是今后大众公司设计新一代轿车直喷式汽油机系列的基础。
为方便对比,表1中同时列出了2.0L-TFSI增压机型的数据。
1.汽缸盖及其配气传动机构
这种双顶置凸轮轴汽油机像所有大众直列式汽油机一样,将配气传动机构设计成前端用齿形皮带直接驱动排气凸轮轴,再由排气凸轮轴后端(变速器端)的链轮通过一条9.5mm宽的套筒链条传动进气凸轮轴。齿形皮带采用一个机械式高阻尼涨紧装置来涨紧,同时由于与5气门汽缸盖相比4气门汽缸盖承受着更大的交变扭矩,并且进气凸轮轴后端还带有驱动高压燃油泵(HDP)的凸轮传动机构,因此要求齿形皮带传动具有更高的动态性能。但是,在功能相同的情况下,与液压涨紧装置相比,机械式涨紧装置的成本较低。
安装在排气凸轮轴后端的叶轮式凸轮轴相位调节器通过一根短链条可连续改变进气凸轮的配气相位多达42°曲轴转角。进气凸轮轴后端通过凸轮和杯状挺柱来驱动高压燃油泵,这些部件都装配在一个模块化壳体中,而该壳体则安装在汽缸盖后端(变速器端),其中还装有控制凸轮轴相位调节器的机油控制阀。在横置式发动机上,高压燃油泵安装在进气凸轮轴后端,有利于避免受到排气歧管和催化转化器的热损害。
在空气引导的汽油分层直接喷射燃烧过程中,汽缸盖中的燃烧室、气门夹角、中央布置的火花塞位置和喷油器的位置都起着决定性的作用(见图1、图2)。由于考虑到尚无成熟的汽缸盖生产线,因此该机的汽缸盖可以从里到外进行全新的优化设计。
燃烧室设计的目标在于:一方面要使进排气门具有较大的直径以实现有效地换气,另一方面要为高压喷油器的布置留有足够的空间和自由度,并能获得适合空气引导燃烧过程的燃油束。
由于总体结构设计的需要,汽缸盖采用了进排气门不对称布置的45°气门夹角,其主要设计特点是:①采用滚轮式摇臂和内装式液压挺柱,实现免维修和低噪声的气门传动,并减小了汽缸盖的宽度(特别适用于V型发动机);②进气道倾斜角30°(见图3);③进气道直径41mm,获得了高的充气效率,并能产生必需的滚流;④汽缸盖螺栓间距保持不变,并决定重新开发有利于降低成本的整体式汽缸盖;⑤冷却热负荷高的气门间鼻梁区域的冷却水套,机油通道具有足够的横截面积,并具有从汽缸盖向下回油的通道。
该机的汽缸盖采用AlSiMg(Cu)10Wa合金材料硬模铸造而成,除了冷却水套泥芯采用热芯盒制造外,其余的全都采用冷芯盒制成,开发出了适用于燃油分层直接喷射燃烧过程的汽缸盖铸造方案,特别是在气道泥芯脚定位精度和燃烧室表面轮廓形状误差等方面比进气道喷射燃烧过程的要求要高很多,因此汽缸盖毛坯燃烧室和气道的位置要100%进行测量。其余模具的轮廓形状与CAD数据进行比较,然后再在发动机厂的柔性加工设备上进行加工,其中进排气道则采用一种可控制的仿形铣刀加工,并在进气道中铣出安装产生滚流的气道隔板槽,将进气道按4:6的比例分隔成上下两部分。从图3可以清楚地看出进气道设计的高品质,这是4气门燃油分层直接喷射发动机获得优良的混合汽均质化和良好抗爆性的前提条件。
两个进气门的直径为33.85mm,基本上是由火花塞的中央位置、喷油器穿入燃烧室位置和82.5mm汽缸直径所决定的。因此,在方案设计时就已经进行了汽缸盖温度分布的计算,以便首先了解排气侧的气门鼻梁区的最高温度,并采取让冷却水套尽量靠近该部位的设计措施来进行优化,最终使得排气门鼻梁区域的最高温度降低了35℃(见图4)。
除此之外,燃烧室的热耐久性和抗热冲击耐久性都取决于硬模铸造,金相组织中树枝状晶体的形状和尺寸对此起着决定性的作用,这一点同样也适用于未来的废气涡轮增压发动机。
气门传动机构的数据及其与5气门汽缸盖的对比见表2和图5。从所提供的技术数据可以看出,与5气门汽缸盖相比,4气门汽缸盖的进气门具有较大的升程和开启横截面积,并且因采用滚轮随动件而具有较小的摩擦,因此即使带有驱动高压燃油泵的二级链传动,其平均摩擦压力仍处于分布带的下部范围(见图6),这是通过仔细确定链条涨紧器、缩小链轮齿距公差范围和凸轮轴轴承盖梯子形框架的精确定位等措施降低摩擦而达到的。虽然采用滚轮式摇臂使侧向推力有所提高,但为了获得较大的进气道横截面积,因此进气门导管尺寸相对比较短,并采用粉末冶金材料制成。排气门导管也采用粉末冶金材料制成,在全负荷排气温度提高的情况下,有助于减少磨损和提高可靠性。滚轮式摇臂的质量已经优化,为了降低成本并采用钢板冲压而成。
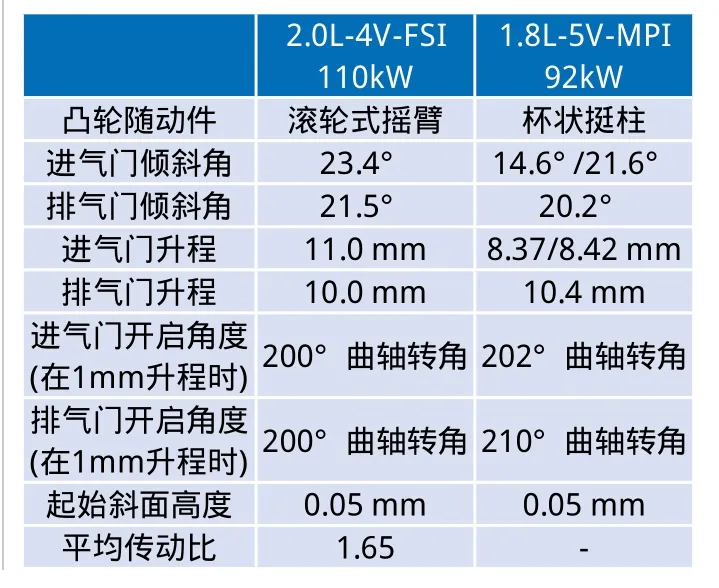
表2 气门传动机构技术数据
该机型的进排气凸轮轴都采用装配式凸轮轴,与铸造凸轮轴相比,其质量减轻了1.2kg。其凸轮、轴端件、链轮和传感器信号轮等所有零件都是成型后压配在芯轴上的。
叶轮式凸轮轴相位调节器、链条涨紧器和润滑高压燃油泵凸轮的机油喷嘴机油压力供应的问题不太容易解决。为了确保叶轮式凸轮轴相位调节器的调节功能,并保证具有高的调节速度,同时避免出现高的机油压力峰值,在汽缸盖中单独为凸轮轴相位调节器设置了一条机油供应通道,并开发了一种片式机油止回阀。
图7示出了供油量可按实际需要调节的HDP 2型高压燃油泵的横剖面。与传统的多柱塞燃油泵相比,这种燃油泵具有较轻的质量、较小的外形尺寸和较高的效率。
该机型采用了整体式凸轮轴轴承盖梯形框架,与单个凸轮轴轴承盖相比,虽然质量、零件成本和汽缸盖总成的高度都略有增加,但是在汽缸盖噪音和汽缸盖罩的密封性(避免了三面阶梯形密封)等方面都具有明显的优越性。这种整体式凸轮轴轴承盖梯子形框架采用AlSi12Cui铝合金材料压铸而成,其上方有一块表面喷涂乙烯脂-2—氯乙烯醚—橡胶(ACM)的防溅隔板,它直接集成在汽缸盖罩上。汽缸盖罩采用35%玻璃纤维加强尼龙66(PA6.6 GF35)制成,其上集成有紧固螺钉、迷宫式机油分离器、虹吸管、曲轴箱通风压力调节器和机油密封盖等(见图8)。
值得一提的是,该机型根据获得最佳功能和最低成本的原则,为汽缸盖及其单个部件和零件运用了完全不同的密封方案,分别是:①整体式凸轮轴轴承盖梯形框架与汽缸盖之间采用液态厌氧胶密封;②汽缸盖罩模块壳体与汽缸盖之间采用单层双卷边网状压力密封带;③汽缸盖密封垫采用带固定层和表面涂层的多层密封垫片。
与5气门汽缸盖方案相比,该机型的4气门汽缸盖为优化高压喷油器的位置、火花塞的中央布置和通过选择气门夹角优化燃烧室提供了很多结构设计上的自由度,从而能够获得优良的空气引导燃烧过程,降低了制造成本,减轻了发动机总质量(减轻1.2kg),并汽缸盖上的摩擦降低了40%~60%。
2.活塞和连杆
该机型曲柄连杆机构的设计通过广泛的计算和试验台架上的测试,对强度、质量和成本进行了优化,同时降低了摩擦、机油耗、曲轴箱通风量和磨损。
活塞用高耐热铝合金铸造而成。活塞销座内侧的几何形状与梯形连杆小头相配。活塞顶部形状直接铸出以减轻质量,并用机油喷嘴喷油冷却,活塞裙部涂有石墨涂层。刮油环槽在压力侧及其对侧各占有两个机油回油孔。
该机型的汽油直接喷射燃烧过程是通过活塞顶燃烧室的特殊形状将空气燃油混合汽向上引导到火花塞,而混合汽形成阶段这种方向性充量流动的产生和引导是由活塞顶面的凸起实现的。但是,在混合汽燃烧阶段却导致了高的热量积累,而且由于不均匀的分布又导致了较长而不均匀的热流途径,从而导致了较高的活塞顶温度,特别是燃烧室凸起和凹陷的边缘。图9示出了该机型活塞经过优化以后测得的温度场。
连杆由模锻而成,大头部分采用涨裂工艺进行分离和定位,几何形状与2.0L-5VMPI-92kW进气道喷射汽油机相同,而材料由C70S6BY改为33MnVS4-BY型合金钢(见表3)。这种新材料的屈服极限和拉伸强度都有所提高,为将来进一步提高发动机性能提供了强度储备。

表3 连杆材料规格
3.汽缸体曲轴箱和机油滤清器模块
1.8L-5V进气道喷射汽油机采用顶面开口式压铸铝汽缸体曲轴箱,并镶有灰铸铁汽缸套,而2.0L-4V-FSI汽油机在缸心距88.0mm保持不变的情况下,汽缸直径从81.0mm加大到82.5mm,汽缸间的鼻梁厚度只有5.5mm。同时,考虑到发动机负荷增大,将汽缸体曲轴箱设计成顶面封闭式结构,采用砂型-泥芯工艺铸造,并镶铸灰铸铁汽缸套,而汽缸间鼻梁中的冷却水通道则采用铣出冷却水缝隙后,从汽缸体顶面插入一块铝片,再由电子束焊接的方法来形成。
为了减轻质量和降低成本,大众公司开发了一种新型滤清器模块,它用PA6.6尼龙制成,并具有以下多种功能:①机油滤清;②机油冷却;③汽缸体曲轴箱通风以及油雾和机油的辅助分离;④可防止用户维护保养时机油从滤清器杯内流出;⑤调节机油压力;⑥安装回油止回阀;⑦机油滤清器和机油冷却器旁通阀;⑧安装机油压力开关。其几何尺寸和零件均适合于现有直列4缸汽油机的结构空间,其中机油冷却器为层叠板状结构型式,冷却能力提高了36%,冷却水直接从汽缸体曲轴箱冷却水套经过机油模块引入冷却器,因此在发动机暖机阶段机油被较热的水加热,而在正常运转时由较冷的水冷却。
汽缸体曲轴箱通风装置由一个容积式机油粗分离器和一个串联的迷宫式机油细分离器组成,被分离出来的机油各自经过汽缸体曲轴箱中的通道导入油底壳机油油面以下。
通过零件功能的集成和预装配减少了接口的数量,并降低了发动机厂检验、装配和后勤管理的成本。虽然对性能的要求提高了,但由于材料改用了PA6.6尼龙,质量减轻了大约300g,改善了用户维护保养的条件。
4.平衡机构
为了明显地减少低频振动的影响,在2.0L-4V-FSI汽油机上先考虑了平衡机构。图10示出了这种平衡轴装置的结构,它能够在整个转速范围内将车厢中的声压级噪声降低5~10dB(A)。
虽然因这种FSI汽油机活塞的质量增加而使二阶惯性力有所增大,但其平衡机构仍能通用奥迪A4轿车上2.0L-5V-MPI进气道喷射汽油机平衡机构的零件,只不过为降低啮合冲击和噪声,将传动轴上的齿轮重新设计剖分成两半并弹性涨紧组合的结构型式。同时考虑到与MPI汽油机相比,FSI汽油机的汽缸压力曲线及其压力升高率已有所变化,因此对平衡轴传动机构中的链条涨紧器机油止回阀重新进行了优化。
5.进气模块
图11示出了进气模块的所有零件,其中进气管道主要由下件、内件、中件和上件组合而成。进气模块采用PA6尼龙材料制成,通过在其下侧面上有针对性地配置加强筋进行加固,减少了噪声辐射,并提高其破裂强度。进气模块上的螺钉紧固部位都镶有黄铜套。真空室直接固定在进气模块上,在它上面还装有止回阀和燃油箱通风阀。
在设计进气管时,从一开始就考虑应用可调节式进气管,为此以奥迪A4轿车进气管的振荡管及其横截面积作为基础,因为该进气管已提供了近似优化的充气系数曲线。同时,还必须考虑采用连续可调的滚流阀,以使缸内充量运动适应运行工况的变化。因此,在方案设计阶段,采用样品快速成型方法来获得各种设计方案的样品,其中包括位于汽缸盖上方和前方的进气管以及不同滚流阀操纵机构,并进行相互比较。由于在发动机横置的情况下发动机与汽车水箱之间可利用的结构空间较小,因此不可能直接应用奥迪A4轿车的进气管。最终开发了一种位于发动机前面并采用旋转滑阀变换进气管长度的缠绕式进气管作为正式投产的产品。
进气过渡接管总成被安装在进气模块和汽缸盖进气道之间,它包括滚流阀及其伺服马达和橡胶密封圈。这种进气过渡接管总成已在纵置式发动机上应用过,因此能够确保对空气引导燃烧过程产生最佳的滚流效果。
为了减小结构空间,扭矩进气管道(用于提高发动机输出扭矩的长进气管道)所必需的谐振管长度通过进气管路缠绕重叠布置的型式来实现。为了补偿扭矩进气管道曲率半径小于直通进气管直径而产生的影响,对其管道的横截面积进行了优化,并设计成略带锥形。但是,功率进气管道(用于提高发动机输出功率的短进气管道)发生了重大变化,因为这种横置式进气管与原先的纵置式进气管完全不一样,当旋转滑阀的直径从50mm加大到60mm时,完全打开的横截面积(即功率进气管道的横截面积)能够明显地加大。
在开发时还曾对旋转滑阀密封性不良对发动机最大扭矩产生的影响进行过试验。试验已证实,各缸谐振管相互之间的泄漏对发动机可能达到的最大扭矩的影响要比功率进气管道的泄漏大得多。通过旋转滑阀密封圈的优化,一方面成功地减少了各缸谐振管相互之间的横向泄漏;另一方面即使旋转滑阀的直径加大了,但其操纵力却增加得很小,因此操纵旋转滑阀的压力膜盒尺寸可以保持不变。
进气管中的气体的流动、废气再循环和曲轴箱通风都通过计算和试验的方法进行了优化,因此能确保各缸具有几乎相同的曲轴箱通风量和再循环废气量。(未完待续)