斜孔加工的夹具设计
2013-04-10汉川数控机床股份公司陕西汉中723003张雎军
汉川数控机床股份公司(陕西 汉中 723003)张雎军
平面上的斜孔有两种情况:①在斜面上钻孔。②在平面上钻斜孔。它们有一个共同的特点,即孔的中心与钻孔端面不垂直。这在没有工装保证的情况下,就成了较困难的问题。
一、斜孔加工存在的主要问题
(1)钻头开始接触工件时,单面受力,作用在钻头切削刃上的径向力必然会把钻头推向一边,致使钻头偏斜、滑移而钻不进工件。
(2)钻孔中心容易滑离所要求的位置,钻出的孔难以保证要求。
(3)孔口往往被刮烂,破坏了孔端面的平整。
(4)钻头容易崩刃或折断。
钻斜孔常用的方法有以下几种:①将钻头回转中心与工件钻孔中心校正。②在不改变工件位置的前提下,用校冲在钻孔中心再打一个较大的中心眼。③在钻孔位置上用錾子錾出一个小平面(定心窝),使钻头的切削刃不受斜面的影响而滑离原位置,然后钻孔。
以上采用的加工方法,严重制约工件的批量化生产,产品的一致性很差。在机床上设计合理的夹具,就会改变这种生产方式,提高加工效率。
二、夹具设计
1.斜面上钻孔夹具
以图1所示零件为例,设计立式加工中心机床使用夹具。

图1
(1)零件分析 该零件斜面与端面夹角为10°,斜面上均布5个φ16mm的孔,孔的中心线与斜面垂直。原加工方式:采用钻床,在分度头上安装三爪夹头,每次夹紧一件产品,钻一个孔后,旋转分度头,再加工下一孔。一次钻孔不能达到产品要求,还必须通过钻孔后再铰孔才能完成。
根据加工中心的特点,设计成多工位夹具,一次安装八个零件,同一个位置的孔加工结束后,再加工下一个孔,满足批量生产及零件一致性的要求,如图2所示。
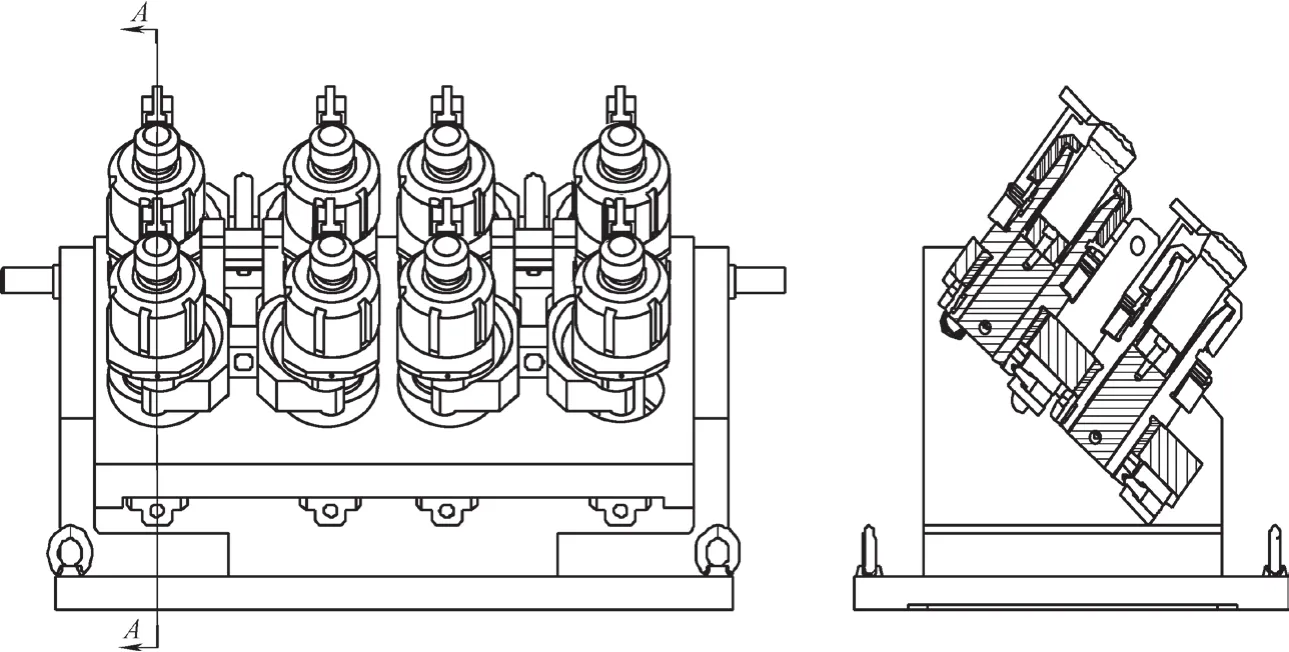
图 2
(2)零件安装及定位设计 根据这种零件的特点,单个零件安装采用筒夹装夹,容易实现批量生产,筒夹与旋转轴一起旋转,实现各孔的位置要求,零件安装在轴套内,用弹性筒夹夹紧,如图3和图4所示。

图4
单个总成安装在底板上,底板上安装耐磨轴套与旋转轴配合,使旋转轴可手动旋转。旋转定位盘随同旋转轴旋转,通过弹性定位销(插销式结构),与定位盘孔联接,可实现不同孔位的加工要求。
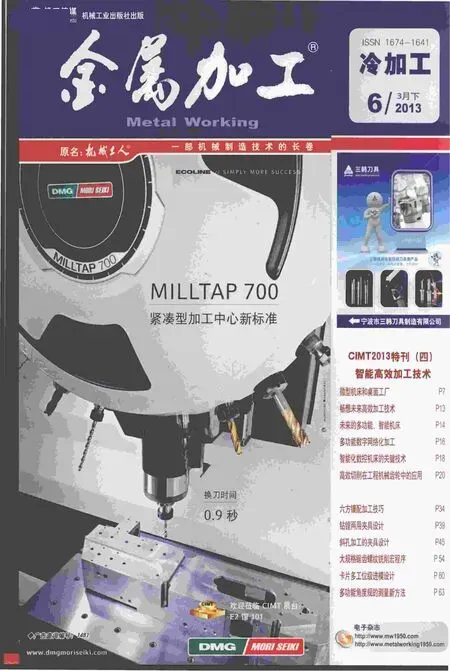
(3)夹具总体设计:夹具的底板上,装有8个装夹总成,可同时安装8个零件,零件通过筒夹装夹并保证可靠的夹持力,单个总成是通过凸轮旋转压紧到底板上,如图5所示。
加工时,底板与底座的夹角旋转成零件的角度,(该角度可以通过插销来调整,满足不同零件的要求。加工的位置与工作台平行,通过数控编程加工8个零件的同位置的孔。加工下个孔时,凸轮旋转松开,手动转动旋转轴,到下个加工位置,自动定位,凸轮锁紧,完成下个孔的加工,如图6所示。
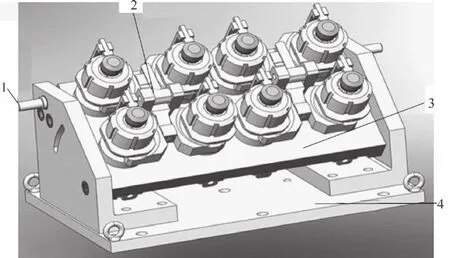
图5
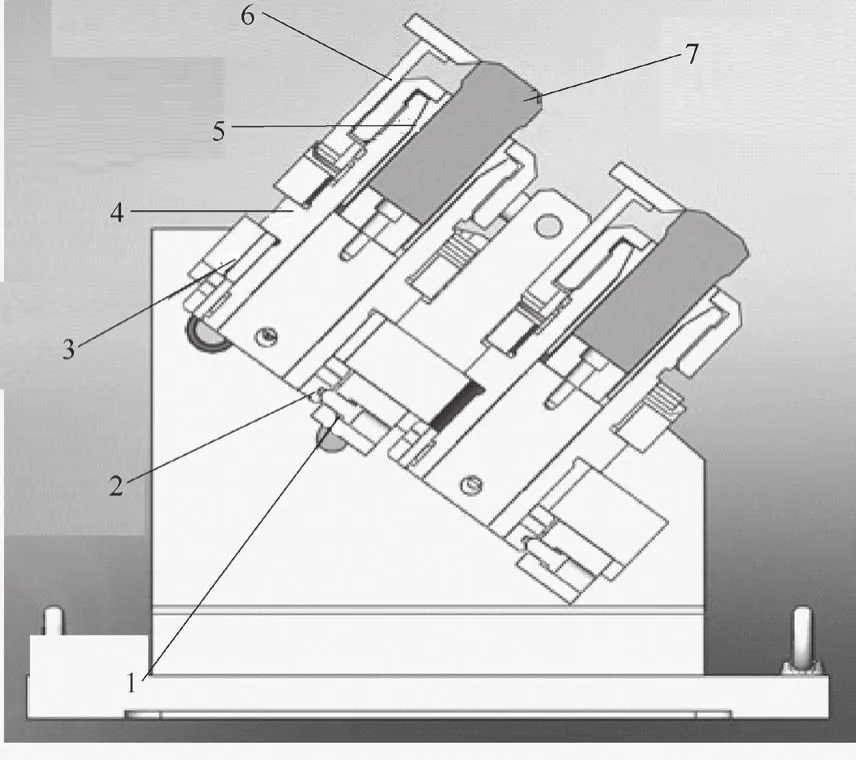
图 6
2.平面上钻斜孔夹具
在平面上钻斜孔有两种情况,一种是孔沿着基准面倾斜,这种孔的加工方式与上面介绍的斜面上加工方式相同。另一种是孔的倾斜中心线与基准面有角度,这种孔加工难度大,需要用夹具来保证,如图7所示。
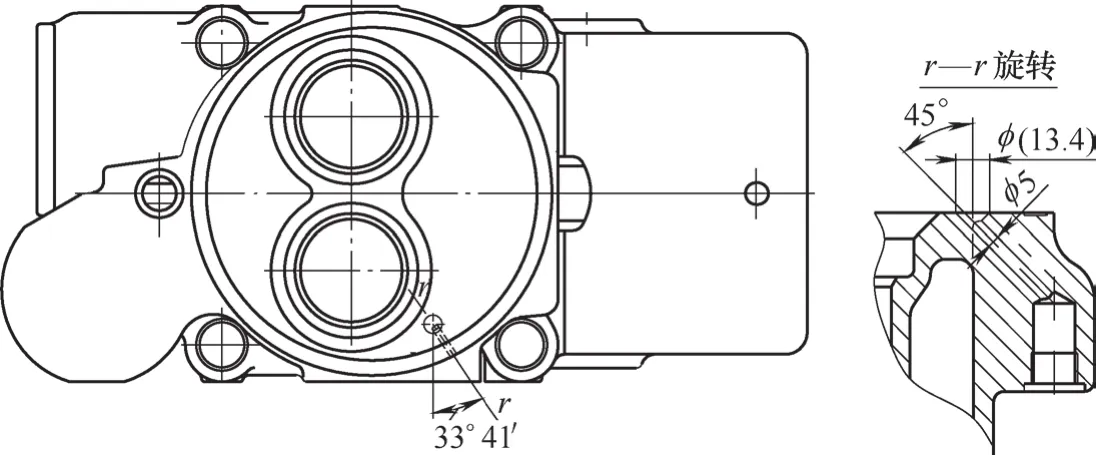
图7
上述零件上有一个φ5mm的孔,与上表面的夹角45°,与垂直方向的夹角33°41',是一个空间角度。这种零件用机床直接加工比较困难,要通过夹具来解决加工问题,考虑到工件的重量较重,工件在夹具上装夹要安全方便。
夹具考虑如下方案:在安装时,安装平面为水平状态,产品只需旋转一个方向,就可以水平装入,安装后,通气,气缸活塞杆向后收缩,产品定位板通过固定旋转轴旋转,旋转到固定角度块位置时,气缸还有收缩余量,此时气缸把产品定位板施加力并压紧定位板,此时就可以加工产品。 工件加工完后,气缸伸出,把安装板顶平,平着就可以吊出产品(见图8)。
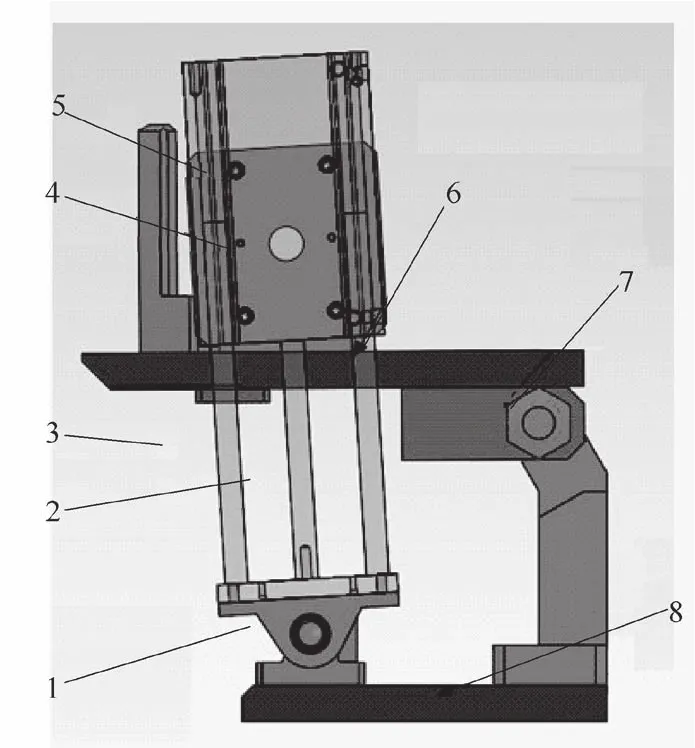
图8
第一步,工件安装时,产品安装导向块用来限定孔与垂直方向的夹角33°41',工件安装后,这个角度面与产品的定位板旋转方向一致,工件在定位板上呈斜向装夹。图9为工件安装状态。

图9
第二步,工件加工时,产品定位板在气缸的作用下,向下转45°,这时要加工的孔与机床的主轴平行,可进行加工,如图10所示。

图10
通过以上论述,使用夹具来满足斜孔的加工要求,可以保证加工精度及批量生产的要求,使这类零件的加工变得直接和简单,也让工人的操作变得容易和安全。