基于PMAC运动控制卡的切向跟随控制算法的实现
2013-03-31葛惠民
葛惠民
(浙江机电职业技术学院,浙江杭州310053)
切向跟随控制是皮革或布料数控冲裁设备、玻璃切割设备、皮鞋折边机等许多专用数控设备的基本功能之一。文献[1]提出了直线、圆弧的二维轨迹切向跟随算法,给出了相应的数字积分插补公式。文献[2]提出了NURBS曲线的切向跟随插补方法,并对其插补精度进行了仿真分析,采用了转角约束后,对裁刀的转角具有很好的限制作用,使裁剪过程能够顺利进行。以上算法都是基于轨迹运动xy轴与切向跟随的旋转运动C轴的三轴插补算法,需要控制器底层函数的支持,在运动控制卡+PC的平台中很难实现。目前通用的做法是,通过上位机软件把轨迹曲线用分段折线拟合处理。
作者针对PMAC运动控制卡多任务控制的特点,提出了一种新的切向跟随控制算法及其实现方法。根据这种新的控制方法,xy二维轨迹运动与旋转轴C轴的跟随运动是相对独立的,xy运动轨迹可以采用PMAC卡自带的直线插补、圆弧插补和样条插补等,C轴通过跟踪xy轨迹点实现自动跟随。
1 坐标系建立及其控制算法
1.1 冲裁原理及坐标系的建立
以皮革裁床为例,主要动作包括:xy平面的轨迹运动、刀片中心沿z方向的切割运动、刀片围绕刀具中心的旋转运动、抬刀和落刀动作。首先将裁剪刀移动到裁剪起始点,将裁刀旋转到起始点切线方向,下刀开始加工;电动机带动刀具在z方向完成往复式高频振动;伺服电机驱动裁刀完成xy二维轨迹运动;同时通过控制刀具轴C轴旋转使裁刀刃始终指向曲线的切线方向。整个运动控制系统为3轴联动,3个联动轴分别为x、y和刀具旋转轴C。由于裁剪刀片是有刃口和宽度的,所以在对皮革进行曲线切割时,需要有相应的转角机构不断地对刀片的刀刃方向进行调整,保证刃口和刀具裁割的运动方向保持一致。
根据裁剪加工原理可以建立机床运动坐标系,如图1所示。图中圆圈表示刀具旋转轴,横线表示直线裁刀,箭头表示裁刀的刀刃方向。
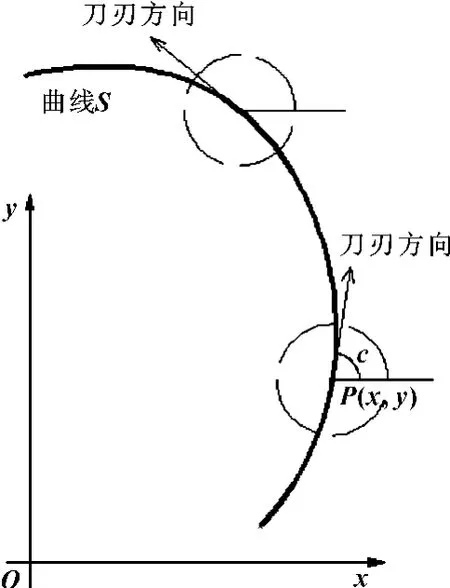
图1 机床运动坐标系
1.2 控制算法
刀具中心P(x,y)在沿轮廓曲线S运动的过程中,通过伺服电机调整刀刃方向角度c,使刀刃与轮廓曲线始终保持相切。
假设刀具当前位置为Pj(xj,yj,cj),经过一个插补周期后到达Pj+1(xj+1,yj+1,cj+1),若采用时间分割法,则满足[2-4]:

转角增量满足:

在连续运动过程中,Δc一般较小,即:

(1)x,y,C建立在同一坐标系下情形
由式 (1)构成了切向跟随算法。由于xyC联动,需要在每个插补周期实时计算各轴的坐标。在基于运动控制卡的平台下,控制卡的功能不能得到有效利用,实时坐标需要上位计算机实时计算。
(2)建立两个独立坐标系情形
建立两个独立坐标系,即xy坐标系和C坐标系。xy坐标系完成刀具中心轨迹的插补运动;C轴坐标系完成刀具刀刃的跟随运动,为从坐标系。式 (1)也变为:
在xy坐标系下:

PMAC卡提供了两轴直线和圆弧插补功能,并能执行G代码。上位机只需要把轨迹数控G代码下载到卡中。
在C坐标系下:

刀具旋转轴实时计算前后插补周期的x、y坐标值,计算出当前的转角或转角增量,控制刀具刀刃方向始终与轨迹相切。
PMAC卡可同时建立多个独立坐标系,每个坐标系下能独立执行程序。
2 硬件平台
运动控制卡采用PMAC-clipper,该卡带有4个伺服轴,每个轴可接独立编码器,并自带零位信号输入和手轮脉冲输入接口。轴控制信号采用脉冲方式或模拟电压方式。表1列出了脉冲控制方式的主要轴控制信号。

表1 脉冲控制方式下PMAC卡的主要轴控制信号
3 软件实现
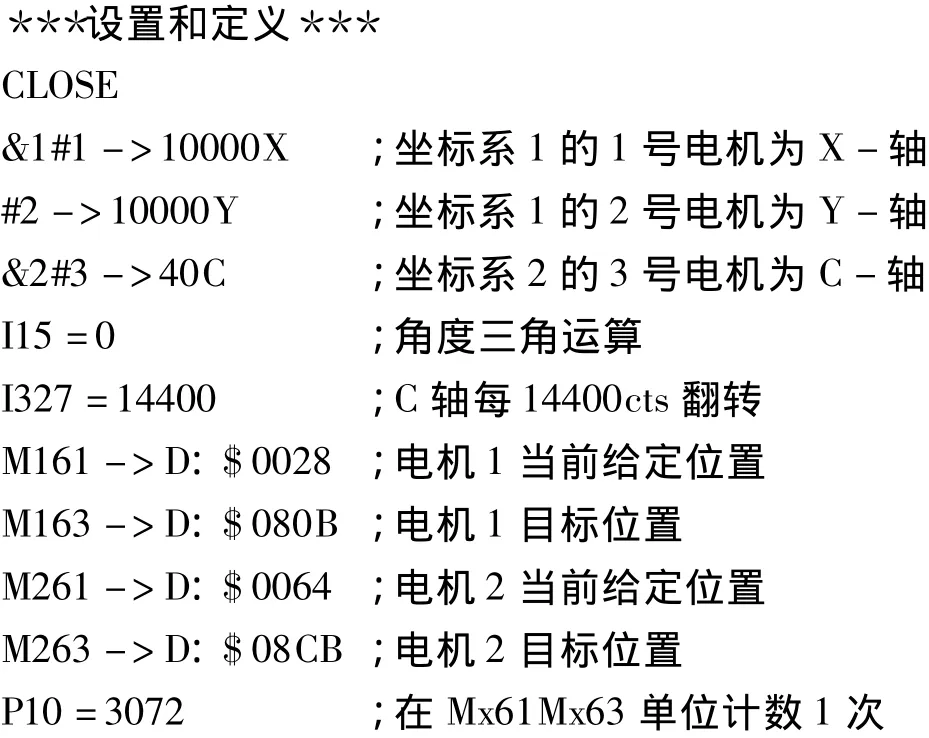
3.1 参数设置与定义
坐标系1定义:&1。
同时定义1号电机为x轴,#1->10000X;定义2号电机为y轴,#2->10000Y。
坐标系2定义:&2。
同时定义3号电机为C轴,#3->40C。
相关参数与变量说明:
I15:角度单位选择。I15=0,角度单位为“度”;I15=1,角度单位为“弧度”。
I327:电机3的位置翻转范围。用于告知PMAC在旋转一周内有多少个编码脉冲输出。对于线数为14400的编码器,I327=14400。
x轴当前位置坐标:D∶$0028,用变量M161表示;
y轴当前位置坐标:D∶$0064,用变量M261表示;
x轴当前位置坐标:D∶$080B,用变量M163表示;
y轴当前位置坐标:D∶$00CB,用变量M263表示。
P变量:在运动控制程序中,作为变量使用,如P10。
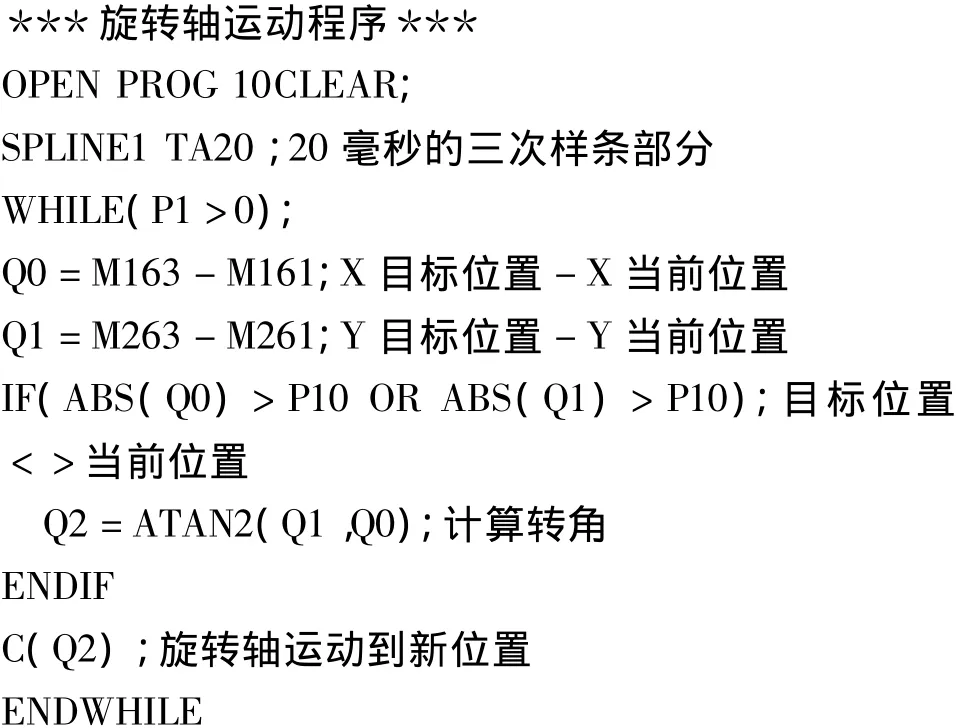
3.2 旋转轴运动控制流程
xy坐标系下的运动控制程序没有特别要求。下面主要就旋转轴的运动控制程序流程作一说明。首先计算当前位置与目标位置的增量,即位置变化量;如位置增量超过设定距离值,则根据x轴的位置增量和y轴的位置增量计算出当前刀具所在位置的切向角,即C轴的转角,如图2所示。详细程序如下:
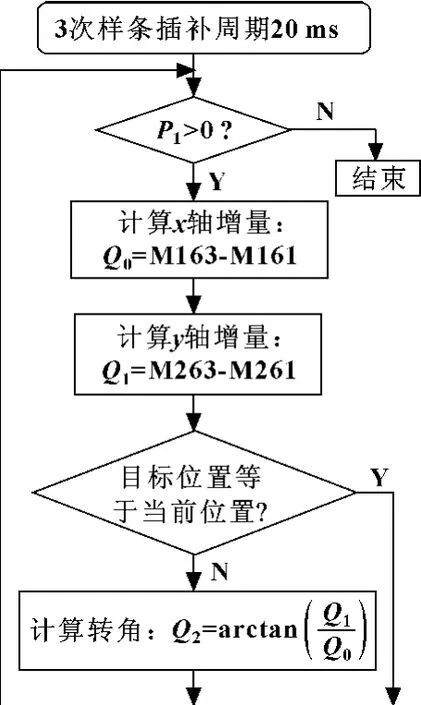
图2 C轴随动控制程序流程图

4 结束语
该算法已应用于实际设备的切向跟随控制。若稍作改变,也可应用于法向跟随控制,如皮鞋折边机等。
【1】葛惠民,蔡炯炯.皮革类专用冲裁设备的控制策略和关键算法[J].轻工机械,2008,26(4):70-72.
【2】赵燕伟,田先斌,杨帆,等.数控皮革裁剪的NURBS曲线切向跟随插补方法[J].制造业自动化,2009,31(8): 80-83.
【3】吴宇燕,彭志牛,王宇晗.NURBS曲线数控插补方法及误差控制[J].机械设计与研究,2006,22(4):75-78.
【4】刘新山.NURBS曲线插补技术研究及其仿真[D].长春:吉林大学,2007.
【5】王家畴,位在林,宋芳,等.基于PMAC运动控制器的开放式数控系统研究[J].哈尔滨理工大学学报,2004,9 (5):1-3.
【6】田先斌.面向数控皮革裁剪的切向跟随控制研究[D].杭州:浙江工业大学,2009.
【7】叶冬芬,周建强,赵燕佛.数控裁剪机裁割运动控制系统研究及其实现[J].计算机测量与控制,2010,18(7): 1557-1592.
【8】周舟,张洛平.基于运动控制器的开放式数控系统[J].机床与液压,2003(3):94-95.
