特殊工件精密磨削加工方案的一种规划算法
2013-03-31黎森
黎森
(军事经济学院襄阳士官学校基础部,湖北襄阳441118)
在工程上,加工大批量具有复杂母线旋转体的特殊工件时,最后的精密成形工艺采用磨削加工[1],此时,加工质量的高低以及加工时间的长短,是非常重要的。进行精密磨削加工的主要设备有精密数控磨削机床、各种研磨机等[2],作者以某三轴联动精密数控磨床为例,研究如何确定一个合理的加工方案,使得在加工时间尽可能短的前提下,加工质量尽可能的高。
该磨床的结构是:工件工作箱固装在上台面上,它通过专用夹具装夹工件,使工件绕工件工作箱主轴以较慢的转速旋转,同时随上中下3个工作台的复合运动改变待加工工件与砂轮的相对位置。3个工作台的运动必须相互配合,使工件与砂轮相切磨削,加工出满足要求的旋转体,如图1所示[3]。
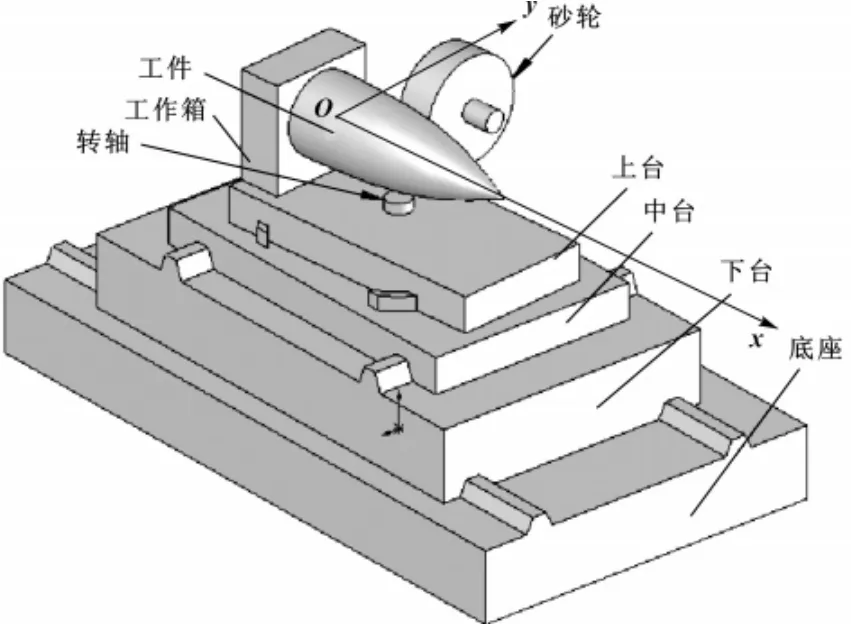
图1 磨床结构示意图
该磨床的主要技术参数是:各组步进电机的步进角度均为1°,步进电机控制脉冲的最高工作频率不大于100脉冲/s,各组变速器的传动比为10∶1,丝杆的螺距为12 mm,中台转轴到上工作台的控制丝杠-螺母副中心线的距离R=300 mm,工件工作箱的夹具基准面到中台转轴的距离b=250 mm,如图2所示。同时,为保证表面的加工质量,要求: (1)分别指相邻两时间段中前后时段的脉冲频率,一般取δ≤0.10);(2)工件每转动100转,工件与砂轮的磨削点在工件工作箱的旋转轴方向上的移动量不超过4 mm;(3)工件工作箱主轴转动速度为250300 r/min[1]。

图2 上台相对中台的转动关系示意
1 坐标系的建立及磨削点的运动轨迹
为了寻找磨削点的运动规律,以夹具基准面中心为坐标原点,工件转动轴为x轴,在水平面建立如图1和图2所示的平面直角坐标系,设需要的工件外表面母线方程为y=f(x)(0≤x≤a)。
在该坐标系下,无论3个工作台如何运动,母线方程始终是保持不变的,变化的是砂轮的位置以及磨削点的坐标。由于砂轮的厚度远小于工件母线的长度,因此可以近似地认为各个瞬时砂轮与工件的磨削点是在砂轮的同一个位置上。在这种假设下,磨削点坐标的变化仅仅由3个工作台的平动与转动来决定。
3个工作台的平动与转动实际上是同时进行的。假定脉冲个数可正可负,规定向3组步进电机各输入+1个控制脉冲时,控制下、中、上台运动的螺母分别向左、上、上方平动,从而使下、中台分别向左、上方平动,上台逆时针转动;各输入-1个控制脉冲时,使下、中台分别向右、下方平动,上台顺时针转动。在第i个很短的时间段内,设控制下、中、上台的步进电机分别发出n1i、n2i和n3i的脉冲,此时上台会转动Δβi的角度 (Δβi>0时为逆时针转动,Δβi<0时为顺时针转动),使得中台到上台的角为βi。这时|n1i|、|n2i|和|n3i|会很小,由它们造成的3个丝杆的移动距离以及|Δβi|会更加小,因此可以近似地认为上台的转动和下、中台的平动是分开进行的,先转动后平动,其中上台是以点 (b,0)为中心进行转动的。
显然,βi=令β0=0,则Δβi=βi-βi-1。
设(xi-1,yi-1)和(xi,yi)分别是第i个时间段始、末时磨削点的坐标,根据坐标轴旋转与平移公式[4],容易得出:

开始加工前,将砂轮的初始位置固定于待加工工件计划母线的最左侧,也即,x0=0,y0=f(x0)。这样,就可以计算出磨削点的运动轨迹。
2 基于规划算法的加工方案模型
为了便于加工方案的实施以及模型的建立,不妨设所有时间段内工件在x轴方向上的移动距离均为Δx,设法求解每个时间段内的加工方案。设第i个时间段的时间长度为ti,在该段内工件工作箱主轴转动速度为 ri,则根据要求可得:250 r/min≤ri≤300 r/min。为了使得加工时间尽可能的短,可以让前面第一个不等式的等号成立,并且让所有的ri=300 r/min,这时,所有的最小 ti=5Δx。为使得加工尽可能地精细,可将每个时间段内加工方案的目标设置为局部误差最小,这也就巧妙地将一个较为复杂的整体规划问题转化为若干个相对较易解决的子问题,是一个动态规划模型。
以下介绍每一个子问题的求解过程。为保证加工精度,设定一个可以接受的局部误差范围ε,即在第i个时间段内,|yi-f(xi)|≤ε。ε的选取必须合适,如选得太大,加工质量不够精细,选得太小,则话可能没有可行解。此时,第1个子问题的规划模型如下:

当i≥2时,第i个子问题必须加上相对于上一时间段脉冲频率变化范围的约束,其规划模型如下:


可以通过观察得出,每个子问题模型又是一个非线性整数规划模型,并且当i≥2时都需要调用上一个子问题模型计算得到的结果,子问题的数量取决于Δx的选取,如Δx太大,就不能近似认为上台的转动和下、中台的平动是分开进行的,从而使实际工件与计划工件之间的误差增大,太小则会导致子问题数量太多,计算任务太重。当求解某个子问题模型出现无可行解的情况时,可以根据求解情况在不太影响加工质量的前提下尝试适当放宽一些约束条件,例如,适当扩大δ或ε的取值范围,重新进行求解,计算出新规划的最优解后再进行下一子问题模型的求解。可令,则子问题的个数为n个,第i个时间段结束时磨削点的横坐标,每个时间段的时间长度,最优加工总时间t=5a。
3 模型算法
模型算法的步骤如下:
步骤1:选取合适的n、ε和δ(δ≤0.1),取xi=
步骤2:令i=1,求解规划 (1),输出n11、n21、n31、β1和y1;
步骤3:令i=i+1,判断i是否大于n,否则继续下一步,是则结束计算;
步骤 4:调用 n1,i-1、n2,i-1、n3,i-1、βi-1和 yi-1,求解非线性整数规划(2)。若规划 (2)有解,继续下一步,否则根据求解情况尝试适当放宽δ或ε的取值范围重新进行求解,直到有解才能继续下一步;
步骤5:输出n1i、n2i、n3i、βi和yi,返回步骤3。
4 误差分析
除开操控失误等人为因素,影响工件磨削质量,产生加工误差的因素主要有以下三类:第一类是实际生产过程中一切不可抗拒因素造成的误差,例如磨床的运动精度误差,砂轮的尺寸误差,磨床、砂轮及工件的热变形和弹性变形误差,还有编程中的计算误差等[5],这类误差另有模型可以辅助减少,例如,文献[6]研究的就是热变形和弹性变形误差的补偿;第二类是近似计算造成的误差,主要包含两方面,分别是忽略砂轮厚度而近似地认为磨削点始终位于砂轮的同一位置以及近似地认为在较短的时间段内3个工作台的平动与转动是分开进行的,这类误差非常小,可以忽略,如果确实要减小此类误差,可以换用其他更复杂、计算量更大的模型,例如,文献 [7]和[8]分别研究的是磨削点在砂轮上的均匀移动问题以及更精确的磨削点运动轨迹问题;第三类误差就是由模型通过仿真计算得到的仿真工件与计划工件之间的误差,下面介绍该误差的计算过程。
首先分析母线误差。由于ti很小,并且在第i个时间段内,n1i、n2i和n3i是均匀分布在其间的,因此可以近似地认为,得到的仿真母线从(xi-1,yi-1)到(xi,yi)都是线段,将所有的(xi,yi)(i=0,1,2,…,n)依次连接,就能够得到仿真母线。过(xi-1,yi-1)和(xi,yi)两点的直线方程为yi-1,设g(x)为定义在[0,a]上的一个分段函数,对于每一个区间段[xi-1,xi](i=1,2,…,n),都有由 此,仿真母线与计划母线之间的最大误差 emax等于函数g(x)在其定义域上的最大值,平均误差 e平=
下面分析体积误差,其应等于仿真母线与计划母线之间围成的区域绕x轴旋转一周得到的旋转体体积,即体积误差:

5 算例分析
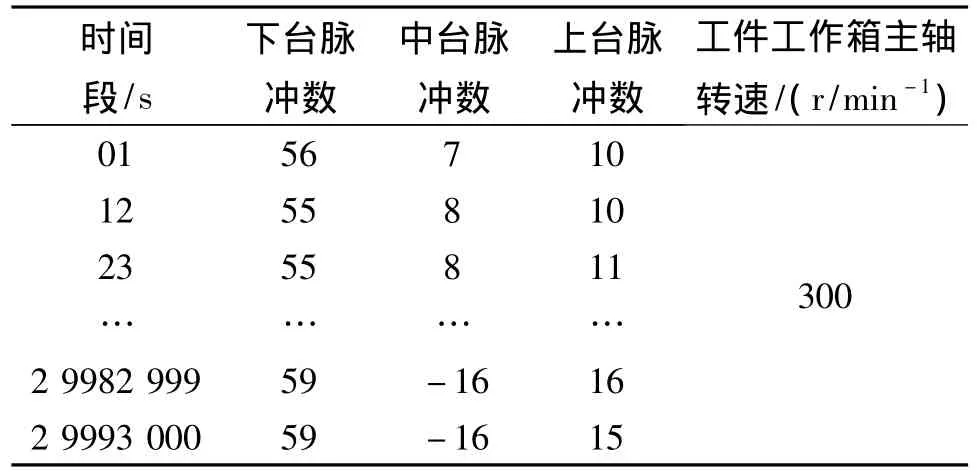
表1 加工方案
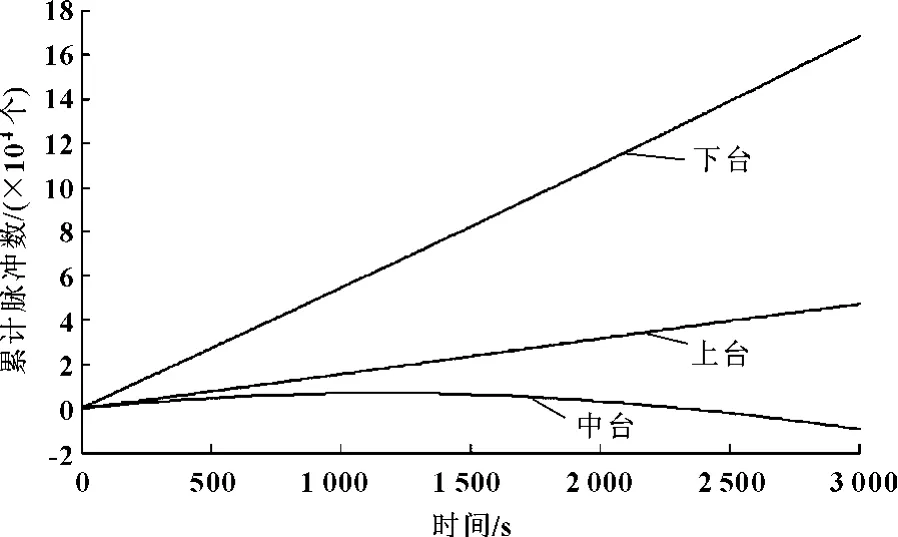
图3 各工作台累计脉冲数关于时间的图像
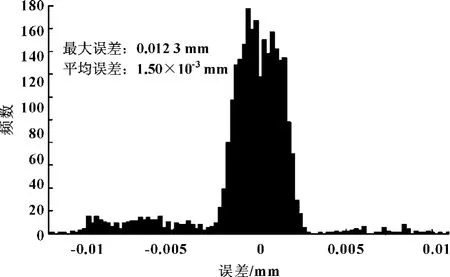
图4 仿真母线与计划母线之间的误差分布
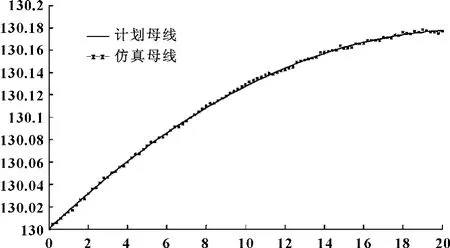
图5 0≤x≤20时,仿真母线与计划母线的图像
6 结束语
对采用某三轴联动精密数控磨床磨削加工具有复杂母线旋转体的特殊工件进行了研究。在分析了磨削点几何运动轨迹的基础上,建立了一个加工质量较高、加工时间最少的动态规划模型,该模型中每个子问题又是一个非线性整数规划模型,给出了求解算法并进行了算例分析。该算法不仅便于计算,而且得出的加工方案非常便于实际操作,在最少的时间内生产出的工件与计划工件之间的误差也非常的小,因此,具有高实用性、高精度和高效率的特点。所提供的模型及算法还可适用于其他类型的很多磨床或机床以及加工其它类型的很多精密旋转体工件,具有一定的推广性。
【1】袁巨龙,王志伟,文东辉,等.超精密加工现状综述[J].机械工程学报,2007,43(1):35-48.
【2】袁华.精密与超精密磨削关键技术探讨[J].机械工程与自动化,2011(5):214-216.
【3】朱道元.第七届全国研究生数学建模竞赛[J].数学的实践与认识,2011,41(14):19-23.
【4】丘维声.解析几何[M].北京:北京大学出版社,1996: 136.
【5】曹仁涛,陈德道,姜立学.数控加工误差机理与控制方法研究[J].机械研究与应用,2006,19(1):47-49.
【6】王继锋.磨削热分析及其误差补偿系统的研究[D].太原:太原理工大学,2003.
【7】姚斌,席文明,叶军君,等.基于砂轮均匀钝化和进让式进给精密磨削的研究[J].中国机械工程,2007,18(2): 127-129.
【8】蒋勇敏,许明恒.基于数控加工轨迹泛函的动态控制方法[J].机械工程学报,43(5):199-203.
【9】陈杰.MATLAB宝典[M].3版.北京:电子工业出版社,2011.
