催化氯化法生产氯乙酸中降低醋酸消耗的措施
2013-03-31李中伟
李中伟
(重庆三阳化工有限公司,重庆 404001)
世界先进的氯乙酸生产技术的醋酸单耗为700~730 kg冰醋酸/t氯乙酸。目前,中国醋酸平均单耗为780~800 kg冰醋酸/t氯乙酸。醋酸消耗是生产中的一项重要控制指标,控制好整个工艺过程,醋酸消耗将得到有效控制。重庆三阳化工公司通过采取措施,醋酸单耗为720 kg冰醋酸/t氯乙酸,居国内领先地位。
1 醋酸单耗计算
1.1 醋酸理论单耗计算
通过醋酸单耗的理论计算,可以找到对应的控制措施。以醋酐法生产氯乙酸为例,不以完全转化及完全回收的纯化学反应计算 (纯理论计算的醋酸消耗为635 kg/t氯乙酸),而根据太原理工大学设计的工艺,原材料,产品按照以下规格做物料衡算,作相对准确的计算。
原料规格:
醋酸 CH3COOH含量≥99.5%;
醋酐 (CH3CO)2O含量≥98.5%。
产品规格:
氯乙酸一等品 ClCH2COOH含量≥98%;
高沸物:ClCH2COOH含量≥96%;
Cl2CHCOOH含量≤0.7%;
Cl2CHCOOH含量≤2.5%;
CH3COOH含量≤0.3%;
CH3COOH及杂质≤1.5%;
杂质含量≤1.0%。
二次母液:ClCH2COOH含量45%~50%;Cl2CHCOOH含量30%~35%。
杂质15%~25%。
物料平衡示意图见图1。
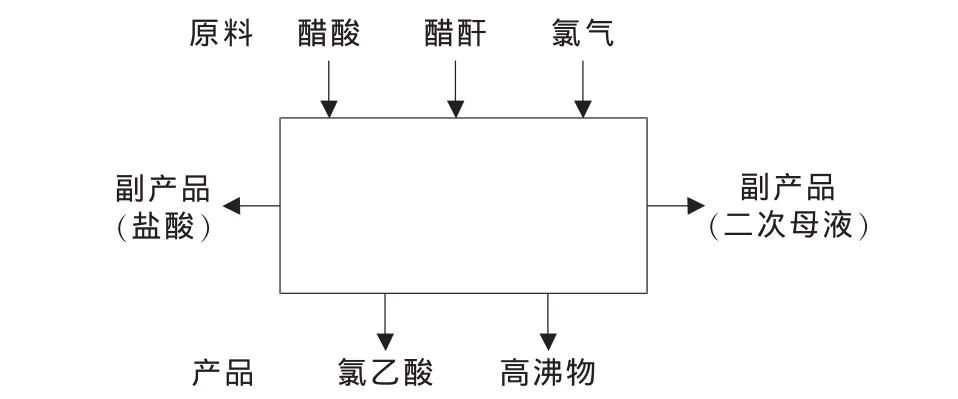
图1 物料平衡示意图
按照物料衡算,每生产1 t氯乙酸副产150 kg二次母液,即生产出1 t氯乙酸成品,实际需要生产的氯乙酸、二氯乙酸量分别:
氯乙酸:1 000×98%+150×50%=1 055(kg);二氯乙酸:1 000×0.7%+150×35%=59.5(kg);
未反应的醋酸:1 000×0.3%+150×10%=18(kg)。
根据反应方程式,可作如下数据推算:
主反应:

副反应:

由此可见,每生产1 t氯乙酸醋酸的消耗量为:669.8+27.7+18.0=715.5(kg)。
通过上述反应方程式,醋酐先作为催化剂,又可以继续反应,相当于又可以作原料,醋酐加入量按醋酸加入量的8%计算,需要加入醋酐的量为:715.5× 8%=57.24(kg)。
由反应(1)可知,醋酐转化成醋酸的量为33.7kg,则实际生产1 t氯乙酸需要的醋酸量为:715.5-33.7= 681.8(kg),来料醋酸含量按99.7%计算,则需量为:681.8÷99.7%=683.9(kg)。
醋酐含量按98.5%计算,则实际所需的醋酐量为:57.24÷98.5%=58.1(kg)。
1.2 醋酸单耗实际计算方法
全国氯乙酸生产企业在计算氯乙酸单耗时,采用消耗醋酸总量除以氯乙酸产量,即为醋酸单耗。例如,某企业某月生产氯乙酸一等品800 t,高沸物产品65 t,醋酸消耗583.9 t,则该月每吨氯乙酸消耗醋酸为583.9÷(800+65)=675(kg)。
在实际生产中,氯乙酸部分氯化液产品含量达不到98%,高沸物产品(一氯乙酸)含量为96%以上,达不到98%。所以,控制较好的企业实际计算出的醋酸单耗可能较理论单耗低。
2 醋酸单耗控制措施
2.1 确定适宜反应条件
在醋酸单耗的理论计算中,虽然考虑了母液等方面,氯乙酸的生成量是根据化学反应方程式计算所得。所以,保证反应条件,使醋酸最大量地转化成氯乙酸很是关键。通过对氯化反应的温度、压力、通氯量、醋酐加入量做试验,确定了适宜的反应条件,主釜温度保持为95(±5)℃,压力为0.05 MPa;通氯量依反应进行程度,前后期为20~80 m3/h,中期为120 m3/h;醋酐加入量为醋酸总量的8.5%。最终生成的氯化液中二氯乙酸含量不高,未反应完的醋酸含量为1.5%以下,氯化反应达到最佳效果。
2.2 增强氯化尾气的冷凝效果
每个氯化釜都有尾气冷凝器,最后还有尾气冷凝器,保证冷却水及冷冻盐水的量及温度,是保证将尾气中的醋酸蒸气最大量地冷凝下来的关键。要求循环水的温度越低越好,冷冻盐水分别达到-15℃和-35℃以下,压力在0.1 MPa以上。对于设计缺陷,可做改动,如尾气冷凝器冷凝后无捕集器,尾气中的醋酸液滴会进入尾气处理系统,进入工业酸。安装捕集器后,将气相中的液滴捕集下来,进入醋酸循环槽,再泵入氯化釜利用,按年开工300天计,可回收醋酸30 t以上。使醋酸单耗下降3 kg以上。
2.3 醋酸贮存及装卸控制
在卸醋酸时,应杜绝醋酸泄漏,做好捆扎,将管道内醋酸全部放回醋酸槽内。在贮槽上方设排空阀,当外界气温高时,槽内醋酸温度升高,蒸发的醋酸较多,造成损失,可以在天热时,采用外部水喷淋降温或在盘管内通入冷却介质降温。重庆三阳化工有限公司通过对贮罐外部喷淋冷却水,吨氯乙酸醋酸消耗降低1 kg。
2.4 加强氯乙酸母液回收利用
除了直接控制醋酸以外,最大量地回收利用氯乙酸也是一个好的方式。在生产过程中要定期清洗离心机,清洗的氯乙酸可加入结晶釜回收利用,若直接做二次母液很不合算。为使氯乙酸母液尽可能多地得到氯乙酸固体成品要加强母液蒸馏,从而间接降低醋酸消耗。