木托盘的发展前景及存在的问题研究
2013-03-30杨世军杨学春尤浩田
杨世军,杨学春,尤浩田
(东北林业大学工程技术学院,哈尔滨150040)
随着物流业的快速发展,以散装、人力为基础的低效率装卸搬运方式已成为提高物流效率的主要瓶颈,其正被以托盘为基础的机械装卸搬运方式所取代。托盘包装的堆垛稳定性好,能有效地防止塌垛散跺,适合机械化的装卸搬运作业,能提高实际工作效率3~8倍,也可很大程度上减少流通过程中包装件发生碰撞、跌落、倾倒及野蛮装卸,提高产品运输的安全性[1]。因此,从某种意义而言,一个国家拥有托盘的总量能反映该国整体物流效率的水平。先进发达国家的物流托盘化作业的水平相当高,美国80%的商品贸易由托盘运载,欧盟商品贸易由托盘运载的比例超过80%,日本已经达到77%,而我国还不到10%。有资料显示,美国物流在交通运输上每花6.23美元,只需要在装卸搬运上花1美元;而我国物流在交通运输上每花2.37元,就必须在装卸搬运环节上花费1元,我国的装卸搬运成本是美国的2.6倍[2]。中国作为世界制造业中心,托盘市场潜力不可低估。
伴随着需求量的持续上升,托盘的材质呈现多样化趋势。常见的有木托盘、塑料托盘、复合材料托盘、纸板托盘、金属托盘。木材是最早被用来制作托盘的材料,最早的托盘是木托盘。木托盘因其取材方便、制造维修容易、成本低等优点一直占据着托盘市场的主导地位,但木托盘在制造及使用中存在的问题已经严重影响了其发展。首先木材中携带的森林病虫害易破坏进口国的生态环境,因此各国对进口木质包装的检验检疫越来越严格,这对木托盘的使用提出了更高的要求;其次木托盘在使用中易湿涨干缩而变形和开裂,导致其强度降低,尺寸稳定性差;再次木材的吸水性、吸湿性较强,因此木托盘在使用过程中经常出现因自身含水率高导致货物被污染霉变,这给托盘的使用者造成不必要的损失,也造成托盘自身的腐朽;最后由于近年我国森林资源的匮乏以及其他材质托盘的快速发展,木托盘的发展受到了一定的挑战。因此,认清木托盘的现状和前景,想办法解决木托盘制造及使用中存在的问题,对于托盘业的发展来至整个物流业的发展意义重大。
2 木托盘的现状和前景
近10年我国托盘数量飞速增长,2002年中国物流与采购联合会托盘专业委员会进行了第一次全国托盘现状调研,统计表明,当时我国各类托盘的总数量约为5000~7000万个,其中木质托盘约占90%,塑料托盘约占8%,钢托盘、木塑托盘及其他材质的托盘约占2%[3]。托盘正以不低于2000万个/年左右的速度递增。2008年中国物流与采购联合会托盘专业委员会进行了第二次全国托盘现状调研,根据调研结果测算,我国拥有各类托盘总计1.9~2.2亿个,与2002年第一次调研结果相比约增加了3倍,即每年的新托盘需求量为2500万个[4]。其中,木托盘所占的比例为86%,比6年前减少了4%,塑料托盘所占的比例为11%,与前六年相比增加了3%。表1是我国2005年、2008年、2010年、2011年各种材质托盘在我国托盘市场所占的比重[4-7]。

表1 近年我国不同材质托盘在市场中所占的比重变化Tab.1 The proportion changes of different material-based pallets in the market in recent years
通过表1发现,我国各类材质托盘所占的比重发生变化,主要体现在木质托盘所占比重下降,其它材质托盘比重增加,尤其塑料托盘增长较快。这主要是由于我国木材资源短缺,木托盘检验检疫要求的提高在某种程度上制约了木托盘的发展。虽然我国新托盘在以每年约2500万个的数量在增加,但各类材质的托盘的增长速度却不尽相同。表2是2003年到2006年我国新生产托盘的数量情况[8-11]。
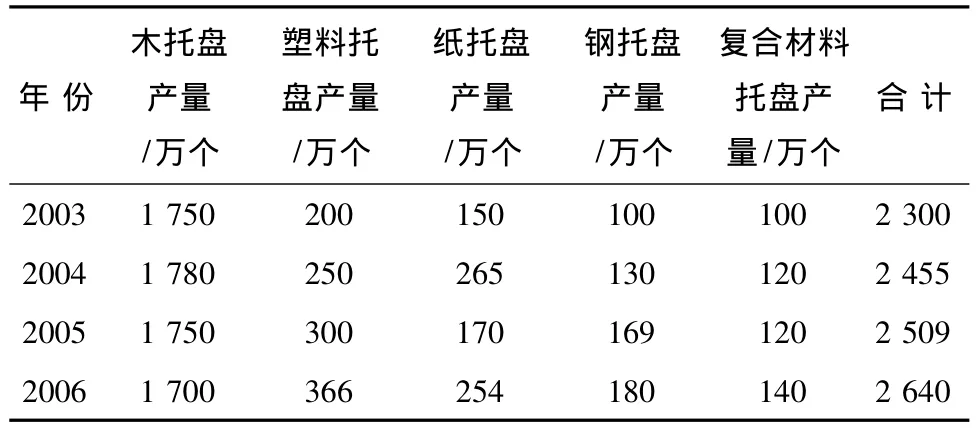
表2 2003年到2006年我国新生产托盘的数量Tab.2 The number of pallets newly produced from 2003 to 2006 in China
通过表2发现,新生产托盘的数量在逐年增加,但新生产木托盘数量成递减趋势,而新生产的塑料托盘、钢托盘、复合材料托盘的数量在增加,尤其新生产塑料托盘增幅明显。
从我国托盘行业的发展情况来看,木托盘的增长速度在降低,其在托盘行业所占的比重在下降,但是木托盘的绝对数量仍然在增加,而且其总体数量与其它材质托盘相比优势依旧明显。因此在我国未来的托盘市场中木托盘仍然会占据主导地位,其他材料的托盘取代木托盘的可能性非常小。
从国际市场来看,美国目前拥有托盘约19~20亿个,其中木质托盘占90% ~95%[12]。欧盟约有托盘30亿个,其中木质托盘约占80%[13]。日本目前使用的托盘大约7~8亿个托盘,其中木托盘大约70%多,塑料托盘在20%左右,其他材料的托盘不到10%。韩国托盘的使用量大约1亿个,每年新生产的托盘大约有0.3亿个左右。韩国木制托盘为52.9%,塑料托盘45.9%,钢制托盘1%,纸制托盘0.2%[14]。韩国是世界上塑料托盘使用率最高的国家,但是塑料托盘所占的比例仍然低于木托盘。因此,木托盘在托盘市场中所占的比例会下降,但未来很长一段时间木托盘占据托盘市场主导地位的情况不会改变。
2 木托盘存在的问题及对策
2.1 木托盘的加工制造
木托盘的制作需要经过托盘类型、规格选择,木材选择准备,托盘组装、后期的除害处理和打印标识等环节。目前国内大多数木托盘生产企业都是按照顾客的货物尺寸大小来确定托盘的尺寸,很少去考虑托盘的标准;企业的生产人员很少对托盘的载荷和受力情况进行分析,大多数时候也是凭借自己的经验来设计制造托盘,很少对托盘损坏的类型和原因进行调查。有的企业为了保证托盘的刚度强度,一般采用增加材料用量的方式来提高托盘安全性,这样对我国本来就非常匮乏的森林资源造成了极大的浪费;也有的为了节约材料并保证托盘的刚度、强度,在托盘设计时先设计后进行刚度强度测试,这样虽然托盘的质量得到了保证,但是托盘的设计和生产时间延长了,而且这样一个验证性试验的结果只能保证设计的托盘安全,并不能达到节约材料的目的。据统计,一棵成材树木只能做6个托盘,并且木质托盘的寿命大约为一年左右,可见木托盘对木材的消耗量十分巨大[8]。因此,合理设计木托盘的尺寸规格,在保证木托盘质量性能的前提下节约木材,将关系到木托盘的发展前景。
由于取材方便、成本低,制造工艺简单,目前国内市场上木托盘的尺寸规格最为混乱。因此中国物流标准化委员会2007修订的《联运通用平托盘主要尺寸及公差》设定了我国托盘尺寸标准,最终选定1200×1000 mm和1100×1100 mm两种规格作为我国托盘国家标准,并优先推荐使用1200×1000 mm的托盘[15]。因此,在设计制作托盘时,首先应尽量选用标准尺寸及合适的类型,这也是建立联运系统,实现托盘高效利用的基础。强度、刚度、使用寿命、使用性能和成本都是设计与选用托盘的主要考虑因素[16]。托盘使用材料的种类和质量是影响其力学性能的一个主要因素,木托盘的性能和特点,主要取决于所选用的木材,木材是决定木托盘应用及价格的关键因素,不同木材的性能指标各不相同,而且有的差别很大[17]。在我国制作托盘的木材种类一般有杨木类、松木类、硬杂木等。杨木材质比较疏松,力学性能差,比较适合制造承重要求不高的托盘;松木文理粗实,材质比较硬,而且价格比较适中,是制造托盘常用的木材;硬杂木硬度大,承重好,是制造托盘比较好的材种,但是大型材较少。因此,应根据使用条件综合考虑托盘的性能及成本来选择合适的材种。材种选择好以后,需要经过剥皮、截断、制材、干燥、检验等工序把原木加工成制作托盘所需要的规格。常用的干燥方法有人工干燥和天然干燥两种,人工干燥方法有常规干燥、高温干燥、除湿干燥、真空干燥、太阳能干燥、烟气干燥等。其中常规干燥在国内外的木材干燥工业中占主要地位,在我国占80%以上[15]。板材处理完成后,把板材组装成托盘经检验合格后就可投入使用。
2.2 木托盘的检疫处理
随着国际物流中木质托盘的大量使用,有效防止随木托盘传播的有害生物受到了各国的重视。国际植物保护公约 (International plant protection convention,IPPC),2002年3月公布了ISPM 15《国际贸易中木质包装材料管理准则》,使木质包装检疫在全世界范围内有了一个统一的标准,对推进检疫处理措施的实施,有效防止有害生物通过木质包装材料在各国间的蔓延,起到了重要作用[18]。美国、欧盟、加拿大等国家和地区都已经明确提出了木质包装的检疫处理要求[19]。因此,木托盘检疫处理关系到木托盘未来的发展前景。
目前对木托盘检疫处理的方法主要有两种,一种是化学药物熏蒸处理法,另一种是热处理。虽然药物熏蒸处理法技术成熟,但不同药物种类及浓度和处理时间对有害生物的杀灭效果不尽相同,也发现了在很多的药物熏蒸处理没达到100%杀灭害虫的效果。而且用溴甲烷进行熏蒸处理时操作危险大,而且容易破坏臭氧层,也容易产生药物残留。2010年8月开始,欧盟已禁止溴甲烷熏蒸的木质包装入境,而热处理比熏蒸处理费用更低,更安全、不污染环境,无残留,对操作人员也没有危险[20],因此国际上更广泛接受经热处理的木质包装。
虽然热处理有很多优点,但其对木材的物理性能影响很大。李坚等人发现热处理后的木材尺寸稳定性良好,生物耐久性提高,但是密度会降低,强度会下降[21]。Navi等人通过实验发现热处理后木材的机械强度及耐久性提高很多,吸水性降低[22]。Repellin经过实验发现热处理后的山毛榉 (Fagus longipetiolata)木材湿胀性减少[23]。Kamdem等研究发现热处理木材的耐久性提高,机械强度有所降低[24]。Francis发现木材经湿热处理不仅能提高其尺寸稳定性,而且还减缓了菌丝在木材中的生长速度,因此降低了木材受菌类破坏的速度[25]。Schwanninge研究发现,热处理会导致木材脆性增强,抗拉和抗弯强度下降[26]。所以经热处理后木托盘的尺寸稳定性会增强,吸水性会降低,生物耐久性会提高,能有效减少有害物种随木托盘在国际间传播而破坏别国生态环境,也能减少木托盘对被包装物的污染变质及托盘自身的腐朽,延长木托盘的寿命,但热处理也会降低木材强度,进而影响木托盘的力学性能。因此减少热处理对于木托盘力学强度的影响,针对不同材种确定合适的热处理温度和时间条件非常重要。
3.3 木托盘维修及回收利用
据统计,在我国木托盘的使用寿命一般是5 a,分析木托盘损害的原因并寻找维修的方法,提高托盘的使用寿命并对报废托盘加以回收利用,对于木托盘的长远发展意义重大。北京科技大学唐英、李恒正等对我国托盘损坏及维修现状进行了调研,结果见表 3[27]。
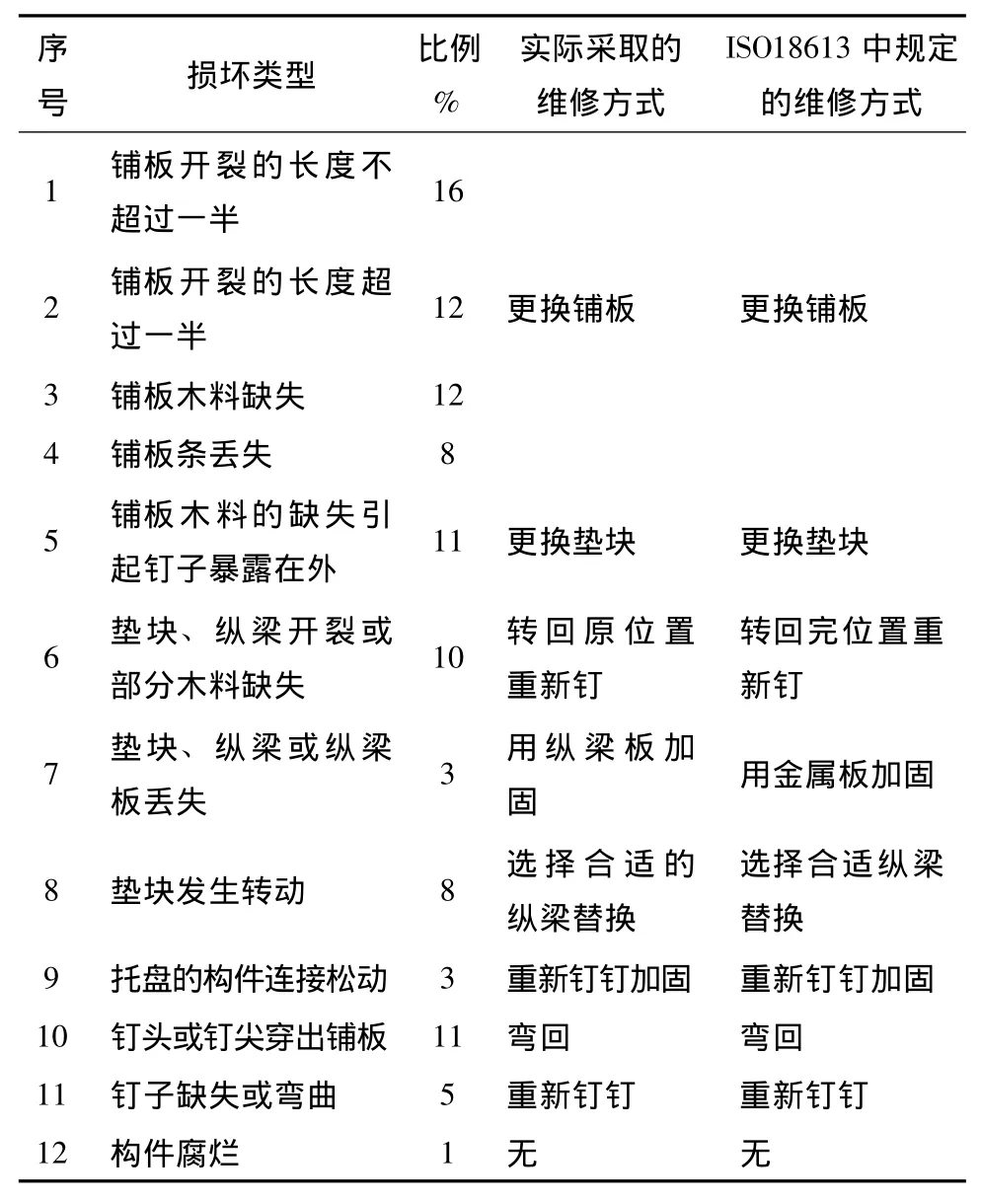
表3 我国木托盘损坏类型统计及维修方法对比Tab.3 The damage statistics and repair methods of wooden pallets
从表3可以看出,我国木托盘损坏的类型主要是铺板损害,达到了59%,与钉子相关破坏类型占30%。因此,在托盘制作时应当充分设计好铺板的长、宽、厚,以减少铺板的损坏,另外要选择合适型号的钉子,以减少铺板开裂及钉子问题。而在托盘出现损坏后,我国对于木托盘的维修处理方式与ISO18613中规定的维修方式基本相同。当木托盘无法彻底报废,要对报废后木材加以回收循环利用。现在已经有一些企业涉足到这一行业,利用废弃的托盘等为原料,制造各种木制品。有一些国家很重视包装材料的回收利用,在1990年时,加拿大就通过了相关法规,明确要减少包装材料的用量和废弃物的回收循环利用,此后荷兰、德国、日本及法国也宣布了类似的法规[28]。我国在这方面的法规还不健全,托盘材料的回收难度依然很大,因此要尽快完善木托盘回收利用体系建设,实现报废木托盘的回收利用。
4 结束语
我国木托盘发展潜力巨大,在未来很长一段时间仍将占据托盘市场主导地位的情况不会改变;木托盘制造企业需要合理设计托盘的尺寸并改进制造工艺,减少木材浪费并节约成本;热处理将是未来木托盘检疫处理的主要方法,针对不同材种寻找合理的热处理的温度和时间条件非常重要;加强废弃木托盘的回收利用,必将实现木托盘的可持续发展。
[1] Gero J.Space layout planning using an evolutionary approach[J].Artificial Intelligence in Engineering,1998,12:149 -151.
[2]靳 伟,唐 英.2008年托盘产业发展回顾与2009年展望[J].物流工程与管理,2009(12):17-18.
[3]王晓雷.我国托盘使用现状调研报告[J].中国物流发展报告,2002:266-268.
[4]靳 伟,孙熙军.第二次全国托盘现状调研报[J].物流技术与应用,2009(1):31-32.
[5] 靳 伟.2008年中国托盘行业[J].中国物流年鉴,2008:388 -390.
[6] 靳 伟.2010年中国托盘行业[J].中国物流年鉴,2010:392 -395.
[7]靳 伟.2011年中国托盘行业继续快速前行[J].物流技术与应用.2012(3):40 -41.
[8]王晓雷.2003年中国托盘沂业发展分析与2004年展望[J].中国物流发展报告,(2003-2004):217 -223.
[9]王晓雷.中国托盘生产与使用[J].中国物流年鉴,2004:533 -538.
[10]王晓雷.2005年中国托盘沂业发展分析与2006年展望[J].中国物流发展报告,(2005-2006):238 -243.
[11]王晓雷.2006年中国托盘沂业发展分析与2007年展望[J].中国物流发展报告,(2006-2007):263 -268.
[12] US Department of Commerce Economics and Statistics Administration.Wood Container and Pallet Manufacturing:2002[EB/OL].http://www.census.gov/prod/ec02/ec0231i321920t.pdf.Accessed June 20,2012.
[13] National Wooden Pallet& Container Association.Pallet Talk[R].329 South Patrick Street,Alexandria VA22314,2004.
[14]王晓雷.托盘与托盘共用系统[J].中国物流年鉴,2007:399-404.
[15]吴清一,靳 伟.中国托盘手册[M].北京:中国物资出版社,2010:84-104.
[16]杨 蕊,王雅平.托盘在企业中的应用现状以及对策研究[J].中国集体经济,2009(3):79-82.
[17]何为宏,卢立新.木托盘的设计方法及其应用[J].林产工业,2008,35(3):39 -42.
[18]伍艳梅,黄荣凤,吕建雄,等.木质包装检疫除害处理技术的研究进展[J].木材工业,2009(1):34 -40.
[19] Mushrow L,Morriso A,Sweeney J,et al.Heat as a phytosanitary treatment for the brown spruce longhorn beetle[J].Forestry Chronicle,2004,80(2):224-228.
[22]刘宵宵,罗焕亮,余 强.“热处理”必将替代“溴甲烷”中国国门时报/2011年/5月/25日/第003版.
[21]李 坚,吴玉章,马 岩,等.功能性木材[M].哈尔滨:科学出版社,2011,6:60 -64.
[22] Navi P,Girardet F.Effects of thermo-hydro-mechanical treatment on the structure and properties of wood[J].Holzforschung,2000,54(3):287-293.
[23] Repellin V,Guyonnet R.Evaluation of heat-treated wood swelling by differential scanning calorimetry in relation to chemical composition[J].Holzforschung,2005,59(1):28-34.
[24] Kamdem D P,Pizzi A,Jermannaud A.Durability of heattreated wood[J].Holz als Roh-und Werkstoff,2002,60(1):1-6.
[25] Schwarze F,Melanie S.Resistance of thermo-mechanically densified wood to colonization and degradation by brown-rotfungi[J].Holzforschung,2005,59(3):358-363.
[26] Schwanninger M,Hinterstoisser B,Gierlinger N,et al.Application of fourier transform near infrared spectroscopy(FT-NIR)to thermally modified wood[J].Holzforschung,2004,62(6):483-485.
[27]唐 英,李恒正.我国木托盘使用及维修现状[J].物流技术与应用.2012(8):91-94.
[28]彭国勋.国内外包装法规综述[J].中国包装工业,2003(9):61-63.
[29]刘利清,赵 亮.木结构用意杨结构胶合板冲击荷栽性能试验[J].森林工程,2010,26(5):76 -78.
