变量编程在弧形螺纹加工中的应用
2013-03-25丛培兰
机械工程师 2013年3期
丛培兰
(威海职业学院,山东威海264210)
1 引言
弧形螺纹的应用比较广泛,特别是在航空、航天、造船和玻璃制品行业。虽然弧形螺纹加工程序可以采用一般的编程方法,但太繁杂,而采用变量编程可以简化其编程。
在不同系统的数控机床上变量编程的名称与编程规则有所不同,比如在FANUC系统数控机床上为宏程序编程,而在SIEMENS系统机床上是R参数编程。这里以FANUC系统为例进行介绍。
2 圆柱弧形螺纹的编程
2.1 常规编程方法
用圆头车刀精车如图1所示的圆柱弧形螺纹。槽的剖面半径为10mm,刀片半径为3mm。若采用一般编程方法用31次进刀加工。其程序如下:
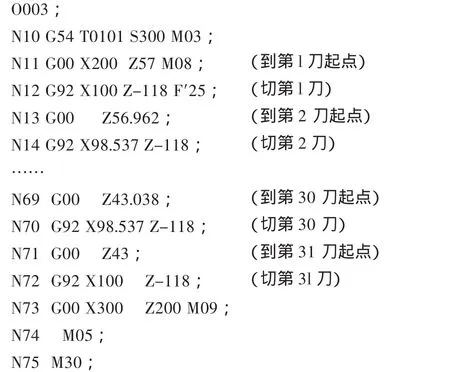
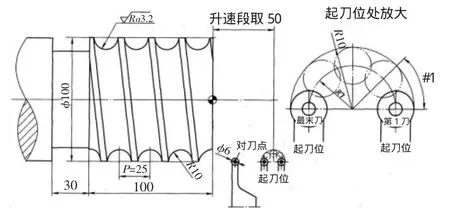
图1 圆柱弧形螺纹示意图
该程序共有66段,其中切螺旋槽就用了62段。用这个程序试切,若发现螺旋槽的表面粗糙度未达到要求,则需进一步细化进刀车出程序,其程序段的数量将成倍增加。
2.2 变量编程(宏程序)
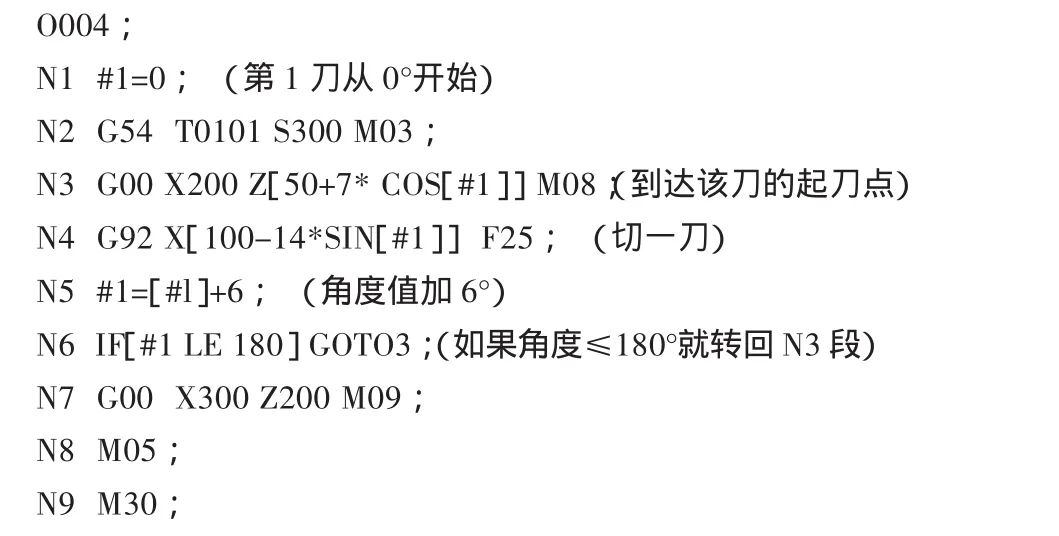
上述程序中,角度取绝对值。由于分31次进刀(30个间隔)车削半圆形螺旋槽,相邻两刀间的夹角为6°,所以N5 段中“角度值加 6°”。
应用该程序若粗糙度不符合要求,减少第五步的步距角即可。这个程序只用于余量很小时的精车。如需粗车(当毛坯是圆柱料时),还应编一个相应的宏程序。即便是精车,如果余量不是很小,所车的角度就应大于180°,特别是开始进刀时。也就是说,第一刀要从负角度开始,否则第一刀加工时会切得过多。
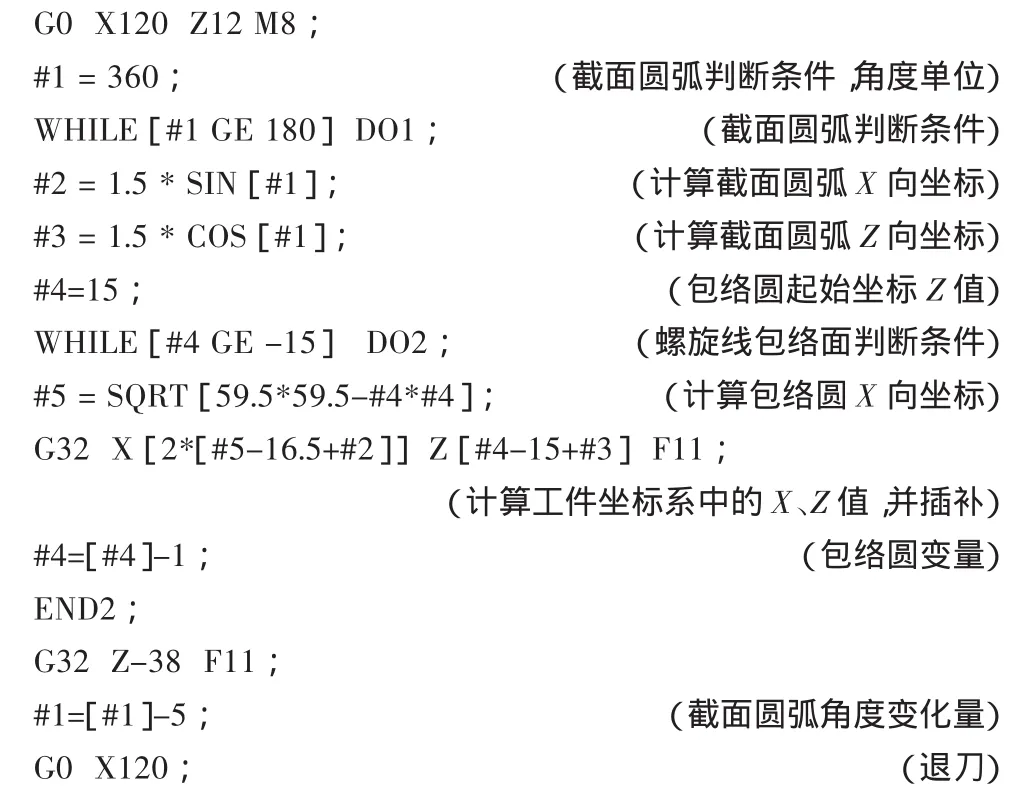
3 复合弧形螺纹的编程
图2中的弧形程序在圆弧面上,所用的刀具与上例一样,也是刀片半径为3mm。其程序如下:

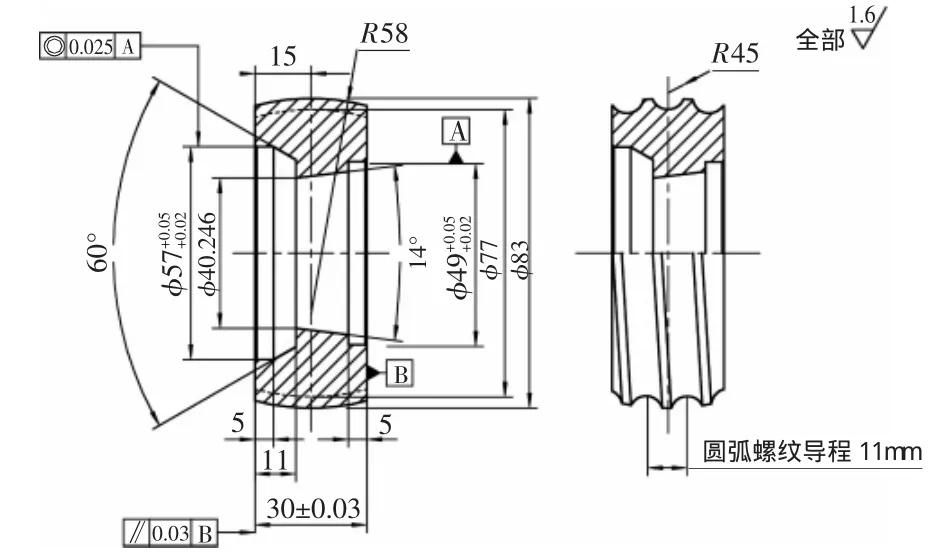
图2 复合弧形螺纹

[1] 周维泉.数控车/铣宏程序的开发与应用[M].北京:机械工业出版社,2012.
[2] 冯志刚.数控宏程序编程方法、技巧与实例[M].北京:机械工业出版社,2007.
[3] 陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2006.
