一种非常规渐开线齿形花键的加工
2013-03-20王晓梅程晓宇樊百虎
王晓梅,程晓宇,樊百虎
(陕西国防工业职业技术学院,陕西西安710302)
花键连接具有定心精度高、运动安全可靠、可传递圆周运动和扭矩等特点。为保证连接的准确性、可靠性,该类零件被广泛应用于航空产品中。
传统的渐开线花键齿形加工方法有两种:外花键齿形采用滚切加工;内花键齿形采用拉削加工。这两种加工方法需专用机床,并应制作专用滚刀和专用拉刀,生产周期长、费用高,适合大批量生产。
文中所述的花键零件具有以下特点:零件批量少、品种多;导齿位置精度要求高;部分零件的花键齿形在圆弧上(不在整圆上)或盲孔圆上。这样的花键齿形采用传统的机械加工方法难以完成。为解决上述加工难题,采用线切割、电加工的方法来完成花键类零件加工。根据各零件特点,分别采用以下方法:
(1)对内花键盲孔类零件采用电火花机加工;
(2)对内花键通孔类零件采用线切割机加工;
(3)对外花键类零件应首先采用线切割机加工;
(4)对外花键类零件中不能采用线切割机加工方法加工的可采用电火花机加工。
1 加工方法
电火花、线切割加工是依靠工件与电极间火花放电的腐蚀作用来加工零件。
花键的配合精度主要由配合间隙决定。间隙过大,连接强度低,定心精度差,不能满足使用要求;间隙过小,无法装配。由于花键参数抽象,计量检测困难,所以间隙的控制成为加工的难点。
1.1 精度控制方法
为控制花键形状及零件的配合间隙,在加工的过程中,依托先进的CAXA线切割软件进行编程,同时采用慢走丝线切割机进行零件或电极的加工。具体方法如下:
第一步:启动CAXA线切割软件,在主菜单中选择“绘图”,然后在下拉菜单中选择“高级曲线”,“花键”,出现相应界面,见图1。

图1 启动CAXA线切割软件
第二步:进入花键设计对话框后,填写各参数,见图2。
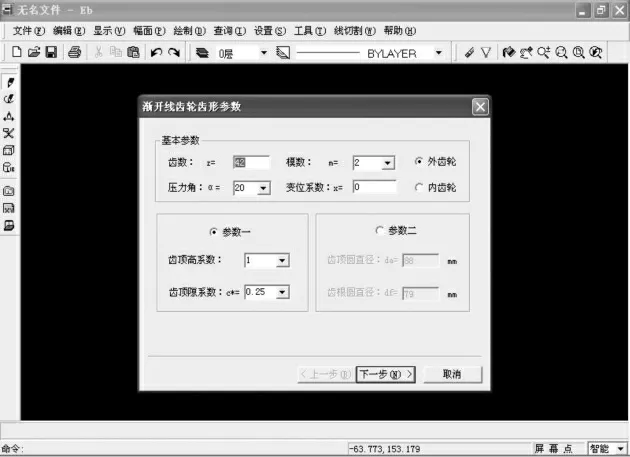
图2 花键设计参数
第三步:各参数填写完成后,点击“下一步”,出现齿形预显对话框,见图3。
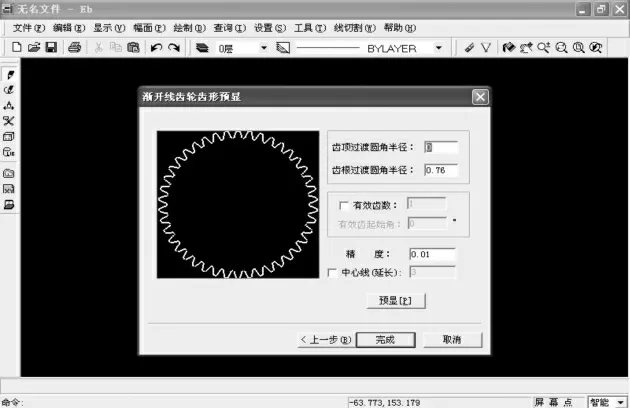
图3 齿形预显
第四步:点击“完成”,出现花键外形界面,见图4。
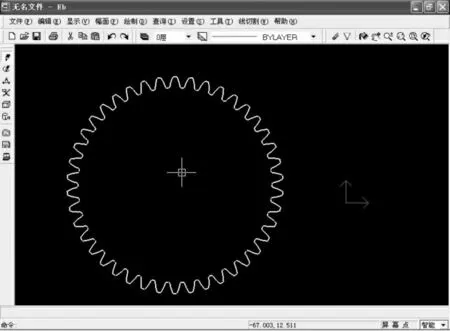
图4 花键外形界面
第五步:在主菜单中选择“线切割”,然后在下拉菜单中选择“轨迹生成”,出现“线切割轨迹生成表”,见图5。
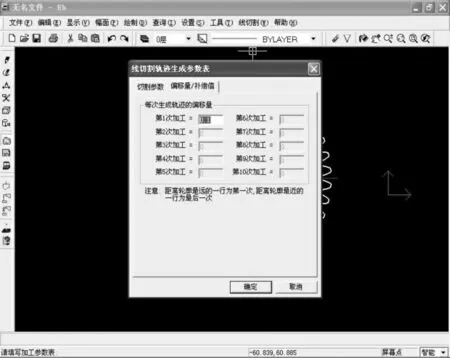
图5 线切割轨迹生成表
第六步:根据钼丝直径给出轨迹偏移量,点击“确定”,进入“外齿”和“内齿”选择界面(如需切外齿,点击外形;如需切内齿齿形,点击内形),见图6。

图6 “外齿”和“内齿”选择
第七步:选择完成后,进入“拾取轮廓”及“选择穿丝点”界面,见图7。
图7 “拾取轮廓”及“选择穿丝点”界面
第八步:选择完成后,在主界面上点击“线切割”,然后在下拉菜单中选择“生成3B代码”后,即可生成齿形加工程序,见图8。
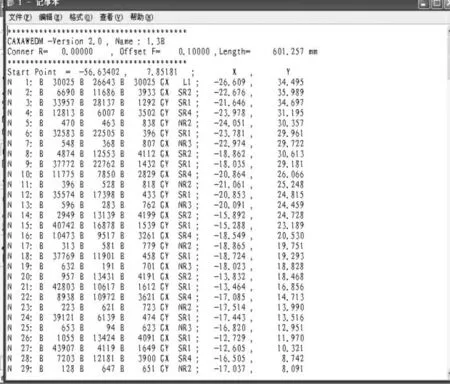
图8 齿形加工程序
将程序编制完成后即可在慢走丝线切割机床上进行花键齿形的切割。
电极的制作可采用同样的方法。但在编程填写“轮廓偏移量”(第五步)时应留相应的放电间隙值,以保证零件的最终尺寸。
1.2 花键齿形位置控制方法
对齿形位置有要求或齿形在圆弧上的零件,设计电极时应在电极上增加基准面,明确导齿位置,以保证电打后的花键齿形的位置要求。如图9所示。

图9 花键齿形位置控制
前期少量生产所加工的零件尺寸符合图纸要求,并已通过验收和装配。
1.3 加工工艺的关键技术
(1)电极的制作
在设计电极时,为保证齿形的导齿位置,电极必须有可靠的定位基准面,以便电打时托表找正。电极采用慢走丝线切割机加工,在操作时应严格控制各参数,以保证电极的尺寸精度和表面光洁度。
(2)电火花操作
电火花机各轴采用高精度直线滚动导轨,x、y坐标采用光学读数头显示,以精确控制加工轨迹。为提高加工质量,应最好采用全部为数字控制、精度高、定位准确的进口电火花机。电打时,采用精规准加工,脉宽较小,峰值电流低,加工表面光洁度高,电打轮廓清晰,尺寸精度高。
2 结束语
提出了与传统方式相区别的电加工方法,该加工方法工艺设计合理,零件精度可完全达到设计技术要求,并且成本低,经济效益好,该项目的研制成功,解决了非常规渐开线花键的加工难题。
【1】王先逵.机械加工工艺手册(第三卷)[M].北京:机械工业出版社,2007:10-196.
【2】彭丽,慕东,肖人瑞,等.大直径内孔槽线切割专用工装的改进[J].机床与液压,2011,39(6):40-41.
【3】唐秀兰,唐琼英.浅谈CAXA线切割软件编程的方法与技巧[J].机电工程技术,2009,38(4):35-36.
猜你喜欢
杂志排行

机床与液压的其它文章
- Current Cloud Computing Security Concerns from Consumer Perspective
- Simulation of Hydraulic Servo System for High-Speed Injection Molding Machine by AMESim
- Research on Pneumatically Actuated 6-DOF Parallel Robot Based on SimMechanics
- Mechanical Amplifier for Giant Magnetostrictive Materials and Piezoelectric Materials
- 基于FANUC-0iTD的刀尖圆弧半径补偿应用研究
- 基于无线的数控机床联网