基于plc和变频器在印刷机上的应用
2013-03-15河北冀雅电子有限公司李俊奇
河北冀雅电子有限公司 李俊奇
1.前言
丝网印刷机是过滤版亦称孔版印刷的一种形式,是四大印刷方法之一。丝网印刷可以适用于某些特殊的印刷要求。随着科学技术的发展,丝网印刷的应用日益广泛,丝网印制版和印刷工艺水平不断提高。丝网印刷机也在不断改良和完善。已经生产的有平面、曲面、成形、印染和新型轮转等多种丝网印刷机。
2.意义
Plc的发展与计算机技术、半导体技术、控制技术、数字技术、通讯网络技术的发展息息相关,这些高新技术的发展推动了PLC的发展,而PLC的发展又对这些高新技术提出了更高、更新的要求,促进了它们的发展。目前用可编程控制器设计自动控制系统己经成为世界潮流。PLC是专为工业环境应用设计的,具有面向工业控制的鲜明特点,主要体现在以下几个方面:
(1)可靠性高、抗干扰能力强。
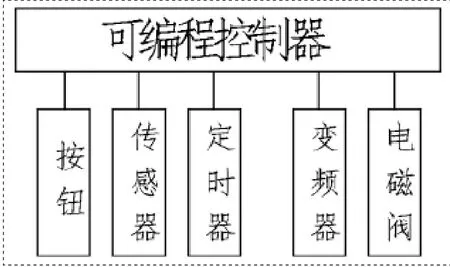
图1 系统总体结构图

图2 PLC输入输出接线
(2)通用行强、灵活性好、功能齐全。
(3)编程简单、使用方便。
(5)网络通讯。
本系统采用信捷PLC进行编程,其特点:首先,可靠性高稳定性好,故障点少,抗干扰能力强;其次,功能完善,适用性强;再次,易学易用,深受工程技术人员欢迎;第四,系统的设计、安装、调试工作量小,维护方便,容易改造;第五,体积小,重量轻,能耗低。
3.曲面印刷机工作原理及其基本构成
半自动曲面丝网印刷的工作原理、工艺流程:
丝网印刷的基本原理就是将油墨或者其他颜料从印版的孔洞中“漏”到承印物的表面上。其工艺流程包括:(1)先将丝织物、合成纤维织物或金属丝网绷紧在网框架上,采用涂布感光胶、曝光、显影、腐蚀等光化学方法,使印版上图文部分的胶体经显影后腐蚀去除,而将非图文部分的网孔堵死,即非图文部分的胶体不去除,制成印版。(2)给版框内倒入印刷油墨或颜料。(3)利用刮墨刀的压力将油墨或颜料从图文部分的网孔中漏到承印物上,形成图文。[1]半自动曲面丝网印刷机的一个工作循环是,给件→顶紧→升件→降刮墨刀、升回墨刀→刮墨行程→升刮墨刀、降回墨刀→降件→回墨行程→解除顶紧→收件。在连续循环动作中,只要能实现功能每个动作占用的时间应尽量短,以缩短每个工作循环同期,提高工作效率。印刷机刮墨刀在完成单向印刷后与丝网印版一起脱离承印物,同时进行返程回墨,即完成一个印刷循环。丝网印刷机主要的机构有传动装置、印版装置、印刷装置、支撑平台、控制装置。
4.控制系统总体设计
本系统核心部件为plc它的主要任务是接收按钮开关,传感器等的信号来,对电磁阀,变频器发出控制信号,完成控印刷过程的控制制,系统总体结构如图1。
本系统将设计一个控制箱里。所有的电气件安装在控制箱里,控制面板安装在印刷机正面,现场的所有信号由多芯电缆连接到控制箱,操作面板和电控箱之间也用电线进行连接。通过操作面板上的按钮选择印刷方式来印刷工件,点击启动按钮印刷机就可以进行完成印刷过程,基于对系统可靠性、实用性和高效益原则对于PLC的软件控制进行设计。将控制方式分为单次印刷,连续印刷和点动三种控制方式。
4.1 硬件电路
根据工艺要求,输入点统计如下:
正是由于存在这些理论争议,最终导致了立法机关在轻罪制度建构上的“举足不前”。鉴于此,本文对我国轻罪范围的划定问题展开专门探讨,以期有效破解这一理论和实践难题。
(1)动作可分为单次印刷,连续印刷和点动动作,需要2个输入点,可以实现为3个状态。实现方法在软件设计中会详细说明。
(2)要求各个动作可以单独控制,分别为刮墨行程,匀墨行程,刮墨刀,匀墨刀,升降,顶紧共需要6个输入点。
(3)刮墨行程,匀墨行程到位检测,刮墨刀提刀到位检测,升降升到位检测共四个输入传感器,需4个输入点。
(4)连续启动和单次启动需要2个输入点。
(5)顶紧选择开关需要1个输入点。共计15个输入点。
输出点统计:
(1)刮墨动作,匀墨动作,刮墨刀升降,匀墨刀升降,顶紧动作,升降动作6个输出点。
(2)为了生产统计方便,设计了个生产计数功能,因此计数器需1个输出点。
(3)在连续生产过程中,每次印刷完成后需要一下停歇时间,以便更换工件,因此需一个定时期给定信号,需1个输出。共计8个输出点。
根据以上统计共需要23个I/O点,考虑一定的裕量因此选用32点的XC3-32R的PLC.
PLC输入输出接线如图2所示:
4.2 软件设计
(1)动作可分为单次印刷,连续印刷和点动动作,印刷方式钮选择为一个三位旋钮,两组常闭点,当x0常闭点接通时为单次印刷,当x1常闭点接通时为连续印刷,当旋钮处在空位时,即x0,x1都不接通时为点动动作。
(2)在印刷过程中共分为4个状态,停止状态,匀墨状态,印刷状态,和等待换件过程,在单次印刷时,只是完成一个流程,回到停止状态,而在连续印刷过程时,当流程走到等待换件时,外接的定时器根据用户的实际设定时间,定时时间到后发出信号给plc输入x4,进入下一次循环印刷过程。
(3)在单次印刷时由于需要手动换件,因此启动开关为脚踏开关,每印刷一次,启动一次作,而在连续印刷时,开关设置的为手按启动按钮,方便进行操作。
(4)在实际应用中,某些产品不需要将工件顶紧,因此有时需要将顶紧汽缸关掉,设置一个“顶紧关”的常闭开关旋钮输入到plc的X16,
4.3 对变频器的功能的要求
(1)要有正反向控制,以满足刮墨行程动作和匀墨行程动作。
(2)运转的速度值可变,最好是通过手调电位器方式进行无级调速,以适应不同工艺要求。
(3)机器的加、减速过程要平稳,快慢适当,做到速度变换时及时平滑无冲击。
4.4 变频器的参数选择
根据这些要求可知,绝大多数变频器都可满足,针对所用的场合,选择通用型变频器。电压容量的选择根据所接电源和原机所用的电机。此处使用400V等级,1.5kW的变频器,市场上变频器的种类繁多,一般产品,就能满足要求。因此选用易能EDS800变频器。(1)变频器正向输入端FWD,反向输入端REV。(2)将刹车电阻接到P+,PB插槽上。(3)利用一个4.7k的电位器接入模拟信号输入端口+10V,VCI,GND用来调节速度。(4)设定其内部参数,将频率输入通道选择F0.00选择“4”VCI模拟设定;F0.02运行命令选择“2”端子运行命令有效;F0.08,加速时间为0.5秒;F0.09减速时间设为0.2秒。其他参数利用默认值即可。
5.结束语
印刷机的一套电气设计属于系统设计,包括硬件,软件设计,涵盖范围较广。这里,我只简单介绍了其中比较重要的几部分,其它细节还有很多,这里不再一一列举。使用信捷的一套控制系统,感觉可靠,方便。在机器使用过程中,运行稳定。PLC功能齐全,可靠耐用,指令简洁,给用户编程,维修都带来极大方便。