煤气管道检修中的焊接质量控制
2013-03-11魏加成
魏加成
(马鞍山钢铁股份有限公司设备检修公司,安徽马鞍山243000)
煤气管道检修中的焊接质量控制
魏加成
(马鞍山钢铁股份有限公司设备检修公司,安徽马鞍山243000)
分析了碳素钢煤气管道焊接的质量管理方法,并且对煤气管道在检修中管道焊接质量控制的环节和方法进行了阐述,达到提高煤气管道检修工程质量的目的。
煤气检修工程;焊接质量控制;控制措施
1 引言
煤气管道是钢铁企业生产中的重要组成部分,就马钢而言,无论是老区还是新区,各种煤气管道四通八达,又纵横交错。如此众多的管道,不可避免要进行管道的维护和保养,同时新、老区煤气管道的故障也不时地发生,维检、维护工作量逐渐增大。碳素钢管道焊接是煤气管道维护、维检工程的重要工艺之一,其焊接质量的好坏,直接影响到煤气管网的安全性和可靠性,加强煤气管道的检修过程的质量控制,特别是焊接过程中的质量控制、管理,是煤气管道检修工作的重中之重。
2 检修前控制
积极认真地做好管道检修前的各项准备工作,最大限度地避免或减少焊接缺陷,与其他检修工程质量一样,焊接工程应从“人、机、料、法、环”等五个因素进行控制。
2.1焊接人员上岗前,必须有焊工证,应检查维检车间安全员要有焊工合格证登记台账,并存有复印件且在有效期内,同时操作人员操作证或复印件随身带,以备查验。
2.2对电焊机等焊接设备进行全面检查,设备能否正常工作,电压、电流是否稳定,遇到抢修工程要有备用一台焊机。
2.3对焊接电焊条等材料进行检查,焊条、焊丝检查是否有合格证,使用之前进行烘烤,并放在保温桶内,随取随用。
2.4无论是业主或我检修方提供的管材、管件,应具有材料合格证,应确定所用的管材、管件应与待更换、检修的管材、管件,材质、型号、规格是否相符;管口表面应均匀光滑,无起皮、裂纹、夹渣、油脂、油漆等影响焊缝质量的物质。
2.5管道检修前,应有动火证并确认煤气余气吹扫干净,一般是用氮气进行吹扫置换,最后是气体检验,看煤气管道中的煤气是否吹扫干净,含氧及一氧化碳的气体含量是否达到施工的标准,检验合格方可进行检修作业。
2.6管道组对焊接前,应将原老管道认真清理干净,焊缝200 mm范围内清除、擦干净灰、泥水、漆膜等,管口除锈、打磨,按规范规定进行坡口(见表1),对螺旋管焊缝或直缝余高进行处理。
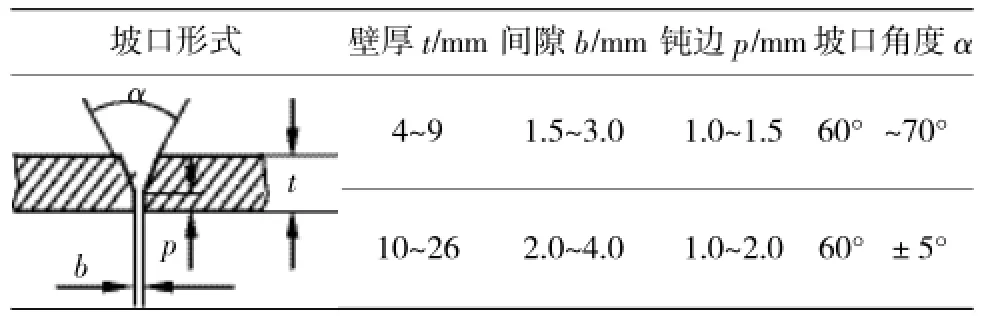
表1 焊接坡口形式表
2.7焊接时若风速过大或下雨影响焊接时,应用太阳伞等进行遮挡处理。对于环境出现下列情况之一,且无有效防护措施时,禁止施焊:(1)手工焊时风速大于10 m/s;(2)相对湿度大于90%;(3)雨雾环境封闭。
3 检修过程中的控制
检修过程中的管道焊缝质量控制是关键的一步,俗话说得好:质量是干出来的。说明检修过程中每道工序质量控制极为重要。
(1)管口对接是焊缝质量控制的关键环节,技术员、质量员应对焊工操作进行技术交底、指导,保证焊缝质量。
(2)根据管径大小,准备L50~L100的角钢,用于管道对口,对管口的错边量进行检查,内错边量不宜超过壁厚10%,且不大于2 mm,如果由于管口尺寸偏差(管口周长),出现较大错边,应沿管口均匀分布。
(3)管口对接间隙,应按规范要求进行控制,焊缝最终宽度:坡口上口宽+2~+4 mm,相邻螺旋焊缝或直焊缝间距错开100 mm以上,管口对接偏差小于或等于3°时,不允许割斜口。
(4)焊接过程中,接地线不应在坡口以外的管壁上引弧,防止电弧烧伤管材;注意电流、电压的变化,要控制在规定的范围内。
(5)焊接时应避免强制对口的情况发生,相邻两层的焊接点不得重合,应错开20 mm以上。
(6)焊接过程中,应注意控制层温度,多层焊每层焊完后,应立即进行药皮等的清理工作,并进行外观检查,缺陷清除后才能进行下一层的焊接。
(7)对中断焊接的焊缝,继续焊接前进行清理并检查,清除缺陷。及时填写对接检查记录和焊接工艺记录,真实反映焊接组对情况。焊接完成后,焊工必须清除熔渣、飞溅,进行自检并在距焊缝边20~50 mm的醒目处打上清晰的焊工钢印号或标记号。
4 检修焊接完的控制
管道焊接完成后,应将焊缝表面焊渣和飞溅物清除干净,进行下一步检查。
4.1焊缝外观检查,表面无裂纹、气孔、夹渣、咬边,无未焊透现象,不合格点必须进行返工打磨补焊。
4.2焊缝外观检查合格后,再进行超声波检验,并要符合《钢焊缝手工超声波探伤方法和探伤结果等级》GB-11345的(Ⅰ级)规定。
无损检测人员应按照国家劳动部《锅炉压力容器无损探伤人员资格考核规则》规定的方法考取所使用的探伤方法的资质证书。只有Ⅱ级或Ⅲ级检验员有权探伤结果进行评定。
对检测单位的评定结果,业主如有疑义可通过第三方检测单位,对所评定的结果进行复查核实,判别其所评定是否相符,也可以由监理单位有无损检测资质人员对所评定结果进行抽查,对评定结果有疑问的,再请第三方检测单位进行判定。无损检测的方法一般有射线检测和超声波检测,当某种情况下,无法用射线检测时,经业主同意,也可由磁粉探伤或液体渗透探伤方法代替。
当检验焊缝缺陷超过设计文件和规范要求时,其焊缝质量判定不合格,必须按规范要求进行返修,返修后采用同样的方法进行检测。
4.3对焊缝的保护
焊缝检验合格后,为防止焊缝生锈,应对焊缝进行防腐施工,进入下道工序施工。
5 结束语
对检修工程质量的影响因素一般都是诸多方面,但人的影响因素其实是最主要的,必须强化质量意识,摆正质量和进度的关系。要使全体管理及检修人员充分认识到,没有质量、安全作保证,检修、抢修任务也难以完成。要求焊工应具有非常强的工作责任心和质量意识,能够把焊接质量与个人的荣誉和经济效益结合起来。要具有良好的职业习惯,做到焊前精心准备,同时焊接人员要保持良好的平和的心态,操作时不急、不燥,真正做到精雕细刻,只有这样,焊接质量才能得到保障,检修任务才能顺利完成。同时,必须严格执行国家的有关法律、法规,执行各项技术规范、作业标准。
[1]GB50235-97,工业金属管道工程施工及验收规范[S].
[2]GB50236-1998,现场设备、工业管道焊接工程施工及验收规范[S].
[3]翁祝梅,刘超,吴天兴.管道工程安装便携手册[M].北京:中国建材工业出版社,2007.
Welding Quality Control in Gas Pipeline Overhaul
WEI Jiacheng
(Equipment Maintenance Co.,Maanshan Iron&Steel Co.,Ltd.,Maanshan,Anhui 243000,China)
The quality management methods for welding of carbon steel gas pipeline are analyzed.The processes and methods for quality control of the gas pipeline welding in overhaul are presented to improve engineering quality of gas pipeline overhaul.
gas overhaul engineering;welding quality control;control measure
TQ547.8
B
1006-6764(2013)07-0030-02
2013-05-08
魏加成(1962-),男,助理工程师,现从事机械设备、管道检修管理和技术工作。
