数控导盘机床常见故障及维修实例
2013-03-09杨克关尚军
杨克,关尚军
(北华大学机械工程学院,吉林吉林 132021)
数控导盘机床常见故障及维修实例
杨克,关尚军
(北华大学机械工程学院,吉林吉林 132021)
自主研发的数控导盘机床采用模块化结构,操作容易,维修方便,得到了广泛应用。在近几年的维修中,通过排除这些机床出现的故障积累了一定经验。给出一些故障现象及维修实例,为数控导盘机床操作与维修人员迅速排除故障提供参考。
数控导盘机床;SIEMENS 802C系统;维修;故障
我国原有的普通导盘机床采用的传统的工件人工夹紧方式及手动推动主轴进给和分体式结构设计,已经不能满足导盘加工的高效、精密、自动化的技术要求。为此,作者研发了数控导盘机床。
数控导盘机床是在传统工艺及加工原理基础上对导盘机床进行的创新设计,该机床实现了工件的自动夹紧,液控伸缩式主轴和整体式结构设计,机床的重复定位精度达到0.008 mm,表面粗糙度达到Ra1.6 μm,并采用了有源隔离技术,提高了数控系统的可靠性和稳定性。该机床获得了国家实用新型专利,已投入生产,应用于无缝钢管生产企业,并为生产企业创造了良好的经济效益。在几年的维修实践中,作者多次排除这些机床出现的故障,积累了一定经验。下面结合实例介绍一下数控导盘机床常见故障诊断及维修方法。
1 数控导盘机床的常见故障及维修
1.1 数控导盘机床机械故障诊断及维修
1.1.1 形状加工精度故障诊断及维修
某台数控导盘机床在加工圆弧时,作者发现在x轴方向进刀结束,开始退刀,刀尖在z轴方向行走3 mm左右,几乎是走直线,也就是说x轴方向实际没有退刀,肉眼即可看出没有达到圆弧的精度要求,这是由反向间隙过大产生的。作者分别检查了x轴滚珠丝杠、丝母固定座、无键联轴器、角接触轴承,发现角接触轴承间隙过大。更换角接触轴承之后试加工,满足技术要求。
1.1.2 液压系统故障诊断及维修
某台数控导盘机床在工件夹紧后,液压系统不能自动停止,作者对系统压力、三位四通阀、高压继电器分别进行了检查,发现系统压力偏低。调整电磁卸荷阀使系统压力达到设定值,故障解除。
1.2 数控导盘机床电气故障诊断及维修
数控导盘机床常用的数控系统是SIEMENS 802C系统,有报警信号的请参照说明书内《用户报警说明》和随机附带资料《诊断说明》进行解决。有些故障,数控系统没有报警信息显示,对于这类故障要根据系统和机床的工作原理,并结合故障现象进行分析和检查。
1.2.1 外部电源故障诊断及维修
某台数控导盘机床当接通电源、打开NC屏幕时,NC屏幕出现黑屏然后NC上的故障指示灯ERR亮。发现故障后,关闭系统,再次上电后在NC存储器内自动生成两个文件:NRKDUMP和NRKDEFAULT。
故障原因:24 V供电超出范围,在上电或下电过程中如果出现大于20 ms的低于18 V电压,系统自动处于掉电保护处理,出现此现象说明所选用的电源GS1不能正常工作。正常情况下,系统关电时操作面板的屏幕会立即黑掉,如果在关电时屏幕上有白色文本瞬间显示,也说明24 V电源的下电波形不好。
维修方法:更换24 V电源,删除两个自动生成的文件后,机床故障消除。
1.2.2 DI/O模块故障诊断及维修
某台采用SIEMENS 802C系统的数控导盘机床,工作时发现系统正常工作一段时间出现下列报警(这段时间内无新的PLC用户程序下载):
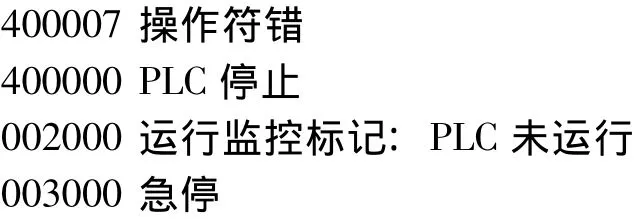
故障原因:系统找不到PLC用户程序所需的DI/O模块或DI/O模块硬件故障。
排除方法:对DI/O模块进行维修后,机床恢复正常工作。
1.2.3 RS232通讯接口硬件故障诊断及维修
通过RS232接口将系统各种数据备份到外部计算机中,是最可靠的数据保护措施,必要时可通过计算机重新加载各项数据。某台数控导盘机床电缆接线正确,且NC和PC端RS232设定正确,但发送数据时发现WPCIN屏幕有传送状态显示,PC发送数据NC无接收状态显示;有时也会发生NC发送状态PC无接收状态显示,但NC屏幕有传送状态显示。
这两种现象很可能是传输过程中数据流失,而通过RS232接口传输的数据流失绝大部分原因是因为PE与交流电源的中性线连接,即带电插拔电缆或机床现场无接地;或者是工作环境差,造成静电放电。为解决上述故障,可以维修RS232隔离器或NC,同时要养成良好的习惯不要带电插拔电缆。建议用户使用屏蔽电缆 (两头壳体应通过屏蔽网以保证PC机与NC共地),不要经常更换PC机,可使用长线接收器,如果有条件使用笔记本电脑,可在电池供电情况下进行通讯。这样就可以尽量避免RS232通讯接口硬件发生故障。
1.2.4 其他故障诊断及维修
(1)某台采用SIEMENS 802C系统的数控导盘机床,当对它进行参数设定时,系统对R参数、刀具参数、设定数据、零点偏移等数据的输入均不接受。检查各部分工作状况,均运行正常。通过修改参数,发现输入参数的级别不够。因此,对系统输入用户口令“CUSTOMER”以修正参数级别,系统接受输入数据,机床恢复正常。
(2)一台数控导盘机床长时间处于关电状态。一段时间后,重新启动该机床系统,发现系统中原有的加工程序、固定循环、R参数、零点偏移等均丢失。对该机床系统进行深入研究,发现关电前没有进行数据存储。为解决此问题,需对该机床重新输入零件程序、R参数、零点偏移等,并且按 [数据存储]软菜单键。将数据存入FLASH存储器,最终用户的加工程序和数据也应进行数据存储。为防止此种不必要麻烦的发生,建议用户在长时间关电前做一次数据存储,最好将有用数据进行外部存储 (应用WPCIN)。
(3)某数控导盘机床在操作面板上不能对零件程序进行编辑。用其他程序在该机床上进行编辑时,可以正常编辑,说明机床不存在问题。对程序进行检查,发现程序也并无错误。对比上一个可以正常编辑的程序时发现,未能正常编辑的程序与可以正常编辑的程序唯一存在的不同点是,不能正常编辑的程序没有处于复位状态。按操作面板上的复位键,复位未运行完的加工程序或等待程序运行结束后再进行编辑后,在操作面板可以对该程序进行正常编辑。
(4)某台采用SIEMENS 802C系统的数控导盘机床,在计算机上编辑的零件加工程序不能传入NC存储器中。通过研究机床的工作原理和数控编辑的相应原则发现,在计算机上建立的零件加工程序没有文件头。在计算机上对该零件程序进行编辑,增加文件头%_N_FILENAME_MPF;$PATH=/_N_MPF_DIR,然后再通过WPCIN将零件程序下载到NC的存储器中。注意:在传输结束后,通过NC通讯菜单下的[错误登记]软件检测通讯状态,系统对此类文件的传送有提示。
(5)某台采用SIEMENS 802C系统的数控导盘机床,一次机床出现故障,当用计算机与NC通过WPCIN传递零件加工程序时,不能成功。通过排查发现,很可能是接口部分有问题。接口部分存在的问题主要有:STEP7连接设定有效 (即RS232口被设定为与PLC编程工具联机);NC端的RS232设定错;WPCIN软件的V24_INI设定错;电缆不对或电缆接线错。所以解决以上几种情况的方法依次为:使用WPCIN通讯软件时,NC上的 [STEP7连接]应设定无效;NC端选择RS232文本格式的缺省设定;
WPCIN的V24_INI的设定值请参照NC的缺省设定。使用正确的电缆或更正电缆接线错误。
(6)某数控导盘机床在一次加工中出现故障,当调试好系统参数后,在执行加工程序时,主轴不旋转。主轴与操作面板连接中,变频器是最主要的枢纽。通常主轴出现的故障都与变频器有关。所以可以检查是否有70001报警,如果存在报警请根据用户报警说明进行解决;检查变频器上端空气开关QF2是否脱开;检查变频器是否有使能输入,中间继电器KA0是否得电;如果没有请检查Q0.0与M24的接线且Q0.0与M24之间是否有电压输出;测量变频器的控制端子V4和12之间是否有模拟量电压等。
2 结论
在数控导盘机床的使用过程中,可能因为一个小小的马虎就造成很大的麻烦,长时间的不间断工作而不进行检查保养,也会带给机床和数控系统很大的损害。简要介绍了数控导盘机床常见故障及维修方法,为数控导盘机床操作与维修人员迅速排除故障提供了重要的依据。
【1】孙汉卿.数控机床维修技术[M].北京:机械工业出版社,2001.
【2】黄志辉.数控加工编程与操作[M].北京:电子工业出版社,2006.
【3】数控技能教材编写组.数控车床编程与操作[M].上海:复旦大学出版社,2005.
【4】刘伟雄.数控加工技术综合实训[M].北京:机械工业出版社,2003.
【5】罗学科,谢富春.数控原理与数控机床[M].北京:化学工业出版社,2004.
【6】郑晓年,杨克冲.数控机床故障诊断与维修[M].武汉:华中科技大学出版社,2005.
【7】郭士义.数控机床故障诊断与维修[M].北京:机械工业出版社,2005.
【8】王立军,朱虹.SIEMENS系统数控车床编程与维护[M].北京:电子工业出版社,2008.
TG519.5
B
1001-3881(2013)8-139-2
10.3969/j.issn.1001 -3881.2013.08.047
2012-02-24
吉林省教育厅“十二五”科学技术研究重点资助项目 (2011125)
杨克 (1965—),女,副教授,从事机械设计及制造教学及科研工作。通信作者:关尚军,E-mail:gsj6509@163.com。
