无缝钢管生产线(PQF机组)自动化控制系统
2013-03-01伍家强
伍家强
无缝钢管生产线(PQF机组)自动化控制系统
伍家强
(天津钢管集团股份有限公司,天津,300301)
介绍了天淮508无缝钢管生产线控制系统。主要包括系统构成、系统配置、基础自动化系统功能分担、网络通讯及过程计算机控制系统等内容。该系统采用三层的网络结构,将全线各种基础自动化的控制系统无缝的集成在一起,提高了无缝钢管生产的自动化控制水平,提升了生产节奏。生产的稳定性和可靠性得到了有效保障。
无缝钢管;控制系统;基础自动化
1 前言
天淮议508无缝钢管生产线是一条年产能力50万t的热轧管生产线,配备了当今国际上最先进的二辊斜轧锥形辊穿孔机、5机架三辊限动芯棒连轧管机、3机架三辊脱管机、12机架三辊定径机,主要设备从德国SMS Meer公司引进。生产线具有世界先进的过程计算机控制系统,包括穿孔机工艺控制系统(CARTA-CTP)、定径机工艺控制系统(CAR原TA-SM),连轧工艺参数设定及监控系统(PSS),连轧自动辊缝控制系统(HCCS),物料跟踪系统(MTS)和在线检测系统等工艺控制技术。同时,采用了超声波探伤、漏磁探伤、测径测厚等各种自动化检测手段来提高钢管质量。
天淮508无缝钢管生产线根据工艺要求划分为管坯区、环形加热炉区(机电一体)、穿孔区、轧机区、定径区、预精整1区、预精整2区、精整线等。其中管坯区、穿孔区、轧机区、定径区、预精整1区,简称为热区。
除机电一体设备外其余基础自动化系统全套由ABB公司提供。预精整2区、精整线,简称为冷区。冷区中的矫直机、探伤机、再切锯等为机电一体设备,其他连线设备的电控由中冶京诚提供。
天淮508无缝钢管生产线控制系统具有较高的自动化程度,是基于广义自动化概念的高效系统。操作人员能及时做出更好的决策,进而高质高效地完成生产任务。
2 系统构成
天淮508无缝钢管生产线控制系统主要有以下几部分组成:过程计算机控制系统、基础自动化系统(包括HMI人机接口界面系统、PLC控制器,分布式I/O系统等)、网络系统、传动系统等。
网络系统包括现场总线、控制网络、内部以太网、工业以太网通过相互组合构成功能强大的自动化控制系统。
热区基础自动化系统有9套AC800 PEC控制器,分布式I/O系统分为S100本地I/O系统和S800远程I/O系统;HMI系统采用人机界面软件PG2,Server-Client结构;工程师站基于Control Build M软件平台进行编程调试。传动系统主要采用ACS800交流变频传动装置。
冷区基础自动化系统有2套西门子S7-400控制器;分布式I/O系统为ET200M;HMI系统采用西门子工控软件WinCC;工程师站基于西门子STEP7进行编程调试;传动系统采用西门子G120的交流变频传动装置;
各单机控制系统采用工业以太网、PROFIBUS以及点对点的方式与主线控制系统进行通讯。
3 网络结构及系统配置
天淮508无缝管生产线控制系统配备三级自动化系统,构成并行运算、集中管理、分散控制、资源共享的分布式自动化控制系统。
控制系统组态图如图1。
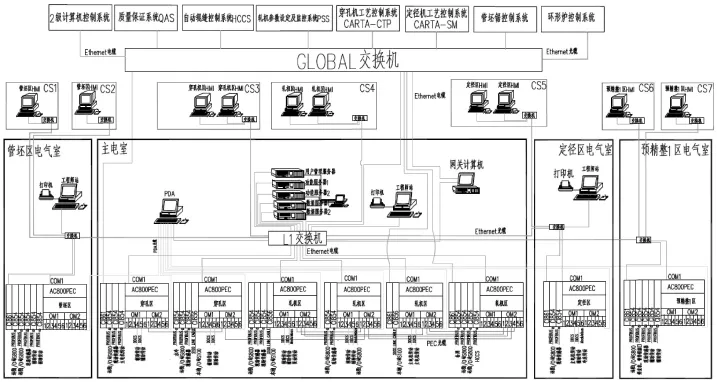
图1 控制系统组态图
其中1级为现场总线级,用于和现场检测元件(绝对值编码器、位移传感器等)、传动系统、分布式I/O系统及第3方的液压站、润滑站进行通讯。
S100本地I/O系统用S100的IO框架连接电缆接到CI856通信模块。S100 IO系统配有高速脉冲计数模板可以实现高频脉冲处理,充分满足了生产过程中对各种类型信号的检测和控制的要求。S100 I/O系统主要应用于实时性要求比较高的控制,如位置控制、压力控制及急停控制等;S800远程I/O系统用PROFIBUS电缆接到CI854通信模块,S800 I/O远程系统主要用于信号位置比较集中且对时间实时性要求不高的场合。
传动系统主要采用ACS800公共直流母线的多传动系统。ACS800是ABB最新一代全数字交流变频器控制装置。最大的优点就是采用了通用技术,其核心技术是最先进的直接转矩控制(DTC)技术,最大限度地满足控制精度和响应速度要求。模块化的设计理念具有方便维护的特点,从而极大减少了生产停机时间。AC800PEC控制器与传动系统NDBU-95模块采用光纤连接,使用DDCS通讯协议的现场总线网络交换信息。
2级为控制级,用于控制器与控制器、控制器与服务器、服务器与服务器、服务器与客户机以及控制器与操作员站、工程师站之间的通讯。
AC800PEC是ABB最新的高端快速控制器,程序和数据存储在闪存卡中,保存应用程序而无需电池备份。控制器采用高速低功耗CPU,可以支持高达16个控制任务。每个控制任务可以有不同的优先级,可以设置相应的周期时间,从而合理分配CPU负荷,实现逻辑功能的正确性能。代码循环时间在Control Builder层最快可达1ms;在C-Code层最快可达100us;在VHDL层最快可达1us。在实际生产中,可根据实际设备控制需要,程序设置了不同级别周期任务。
AC800PEC控制器与AC800PEC控制器之间通讯是一种使用光纤介质连接的高性能通讯,具有快速和低负荷的特点,能满足控制精度和快速响应的要求。所有AC800PEC控制器、服务器、工程师站、过程数据采集分析PDA系统都连接到基础自动化控制系统中L1交换机上,实现基础自动化系统内的所有通讯系统。基础自动化系统中的服务器分为Do原main controller(用户管理服务器)、Aspect Server (功能服务器)和Connectivity Server(数据服务器)。Domain controller主要承担了管理用户权限的功能;Aspect Server为两台互为冗余的服务器,主要承担了信息及对象的管理和分配的功能;Connectivity Server为两台互为冗余的服务器,主要功能是用于实时数据采集,并为功能服务器的应用提供自动数据更新。过程数据采集分析PDA系统通过专用的光纤接口直接与AC800 PEC控制器进行通讯。
3级为过程级,工业以太网用于实现AC800PEC控制器与过程计算机控制系统、单机PLC控制系统进行通讯。通过GLOBAL交换机连接穿孔机工艺控制系统、定径机工艺控制系统、连轧工艺参数设定及监控系统(PSS)、连轧自动辊缝控制系统(HCCS)、质量保证系统(QAS)、单机PLC控制系统等。
4 基础自动化控制系统功能分担
生产线每个子区域都设有独立的基础自动化控制系统。根据工艺时序和设备动作要求,基础自动化控制系统配置相应的PLC控制器。
穿孔机区由有2个AC800 PEC控制器组成,第1个控制器完成穿孔机输入辊道、主电机、导板、主机架等前台设备控制(包括传动接口,逻辑和顺序控制,位置控制,速度控制,物料跟踪、故障信息处理、轧制表传送、工艺计算机通讯接口、HMI系统通讯接口等功能);第2个控制器完成穿孔机输出辊道、三辊定心、升降辊道、止推小车等后台设备控制(包括传动接口,逻辑和顺序控制,位置控制,速度控制,物料跟踪、故障信息处理、HMI系统通讯接口等功能)。
轧机区由4个AC800 PEC控制器组成,第1个控制器完成限动、毛管支撑辊、芯棒支撑辊、夹送辊、轧机输出辊道等设备控制(包括传动接口、逻辑和顺序控制、位置控制、速度控制、故障信息处理、HMI接口通讯等功能);第2个控制器完成芯棒循环的设备控制(包括传动接口、逻辑和顺序控制、位置控制、速度控制、故障信息处理、HMI系统通讯接口等功能);第3个控制器完成PQF轧机及脱管机的主机架控制(包括冲击速降补偿控制、传动接口、逻辑和顺序控制、位置控制、速度控制、故障信息处理、HMI接口通讯等功能);第4个控制器完成通讯及换辊的控制(包括轧机和脱管机换辊逻辑和顺序控制、与HCCS接口、与工艺计算机的接口、物料跟踪等功能)。
定径区有1个AC800PEC控制器,完成定径入口、主机架、定径机出口、1#冷床、2#冷床、回转臂等设备控制(包括传动接口,逻辑和顺序控制,位置控制,速度控制,物料跟踪、故障信息处理、HMI接口通讯等功能)。
其它各区域(管坯区、预精整1区)各有1个AC800 PEC控制器,完成区域设备的逻辑与顺序控制、速度控制、位置控制、错误信息处理、HMI接口通讯等功能。
预精整2区和精整线各采用1个西门子S7-400的CPU,型号为CPU414-2。完成区域设备的逻辑与顺序控制、速度控制、位置控制、错误信息处理、HMI接口通讯、与其它机电一体设备接口等功能。
5 过程计算机控制系统
穿孔机工艺控制系统(CARTA-CTP)对穿孔机进行工艺及孔型设计、工具管理、过程管理。可以帮助工艺人员进行工具设计数据的管理和优化,为实现系统管理提供了方便。连轧自动辊缝控制系统(HCCS)将工艺、机械、液压与自动化有机接合起来,达到在任何工作条件下最好的性能和最好的钢管质量,它能实现辊缝在轧钢过程中的自动调整,每个机架对应每一个辊都有一个单独的液压缸控制,每一个液压缸都带有一个伺服阀,能够实现液压缸快速而准确定位。轧机参数设定及监控系统(PSS)能够实现工艺参数的设定和生产工艺的过程控制。它可以采集包括电机速度、扭矩、电流等工艺数据,并且可以实时地保存各种采集的数据,来帮助对轧制过程进行分析;定径机工艺控制系统(CARTA-SM)具有工艺设计、孔型设计和机架管理功能,它是设计、优化、管理轧辊孔型和轧制过程数据的辅助工具;热轧线上配备了质量保证系统(QAS)。在线检测的具体内容有管坯称重、环形炉出口测温,穿孔后测径测长、芯棒润滑前测温、连轧入口测温、连轧后测厚测长测温、定径机前测温,定径机后测长测温等,通过物料跟踪功能将这些数据分别送到各操作计算机终端和HCCS,CARTA、PSS等系统,及时提供工艺分析,提高钢管轧制精度。
6 结束语
天淮508无缝钢管生产线控制系统在投入生产运行后,运行可靠稳定,自动化程度高,轧制产品符合工艺标准,并且可以根据生产要求灵活的对该系统进行功能扩展。实际生产表明本系统完全满足生产控制工艺要求和实际生产操作的需要,对同类工程具有较强的指导意义。
[1]李建军,余志伟,王歌,刘占国.Industrial 800XA系统在无缝钢管生产中的应用[J].中国仪器仪表,2009(7).
[2]李长江.衡阳钢管椎340连轧管机组电气传动和自动化系统特点[J].电气传动,2006(6).
The Automation Control System of the Seamless Pipe Production Line(PQF Unit)
Wu Jiaqiang
(Tianjin Pipe(Group)Co.,Ltd.,Tianjin 300301,China)
The control system of the 508 seamless pipe production line of Tianjin Pipe (Group)Corporation(TPCO)is introduced,including system construction and configuration, function sharing of basic automation system,network communication and control system of process computers.The system uses a three-layer network structure to seamlessly integrate various basic automation control systems of the entire line,improving the automation control level of the production line,increasing production rhythm and effectively ensuring production stability and reliability.
seamless pipe;control system;basic automation
TP273
B
1006-6764(2013)10-0060-04
2013-05-22
伍家强(1962-),男,大学本科,高级工程师,现从事生产经营管理工作。