280连拉连退中型拉丝机的电气改造
2013-02-18蒋永军鲍启伟
蒋永军,鲍启伟
(无锡江南电缆有限公司,江苏 无锡214251)
0 引言
我厂有一台老的280连拉连退中型拉丝机,主要由拉丝、退火和收线三部分组成,拉丝机用的是90 kW的直流电机,通过皮带带动退火部分的运转,收线是一台变频电机,通过储线器调节速度的平衡,以前是单片机控制方式,故障很多,且维修不直观,并且拉制的铜丝的丝径和伸长率波动幅度大,这次在买不到维修配件的情况下设备部决定对这台设备的电器部分进行技改。
1 触摸屏的设计
技改思路是整套设备以主机的运行速度值作为整机运行的基本运行值,主机直流控制器的模拟量输出A7作为退火和收线的给定量。为了控制张力,在储线轮上装有一个5kΩ电位器,电位器的输出ZL作为收线的辅助给定。根据这些需要控制的量,选择了性价比较高的西门子S7-200的CPU224XP的PLC,它自身带有2路模拟量输入和1路模拟量输出,另外还加配了一个模拟量2路输出模块EM232,正好符合需要。同时为了运行直观和操作方便,选择西门子TP177B的触摸屏与PLC连接。触摸屏界面设计图见图1。该触摸屏的程序用西门子WINCC2008软件进行编程,然后通过网络通信方式传输。
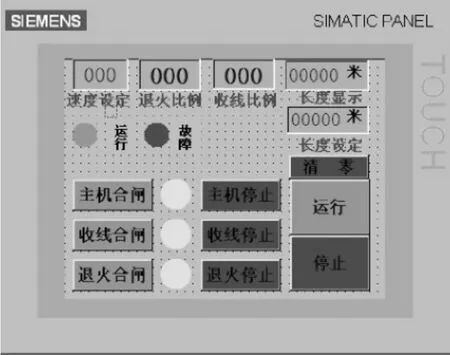
图1 西门子触摸屏界面设计图
2 PLC的接线图及程序的设计
本次技改用西门子STEP-MIRCO/WIN SP6.0编程软件进行程序编制,其它外部继电接触控制部分的电路也根据需要连接好,原则是新的电气接线最大化地和以前的电路相吻合,这样维修人员很容易识别。程序编好后传输入PLC,然后带电脑在生产现场进行调试,不断修改,以取得最佳的运行状态。改造后的PLC接线图见图2。
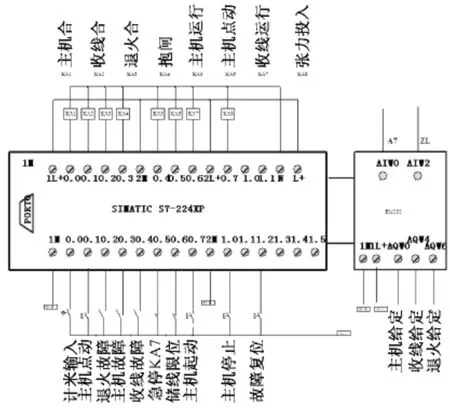
图2 可编程控制器接线图
主机用的直流控制器是英国欧陆公司的590C,它是英国欧陆科仪(远东)有限公司推出的直流调速驱动器系列产品。该产品设计先进、功能强大、使用安装方便、保护功能齐全、性价比高。直流控制器的主给定为PLC的模拟量输出AQW0,接在控制器的A4端子上,控制器的模拟量输出A7作为PLC的第一个模拟量输入AIW0,在程序里把这个值经过运算后做为退火和收线的主值。拉丝机的同步是拉丝控制里最重要的,怎么确保同步性一直是主要考虑的方面。因为随着收线盘的越来越满,在给定不变的情况下,收线的速度会越来越快,经过分析,将计米值转换成数字量,该值被收线给定值AQW4相减,这样随着生产米数的增加,收线的给定与计米值转换的数字量不断相减而逐渐减小,收线随着线盘越来越满,速度就越来越慢。同时为了保证一定的张力,收线还需要一个辅助给定,将直流控制器的±10V接在储线电位器的两个电源端,电位器的输出ZL作为PLC的第二个模拟输入AIW2。收线用的是东元7200MA变频器,没有辅助输入的功能,为了达到张力控制的效果,把AIW2按一定的比例运算后转换成数字量,加在了收线给定AQW4里,使收线的值随储线轮的波动而发生变化,达到了控制张力的目的。
东元变频器7200MA的所有参数,可分成几个参数群,见表1。
我们对参数进行设置,Cn-01为输入电压,选择380V;Cn-02为最大输出频率,选50Hz;Cn-09为马达核定电流,设定为15A;Cn-46为马达极数,选4;Sn-01为变频器容量,选031;Sn-02选V/F曲线控制;Sn-04为运转指令,Sn-05为频率指令,都选控制端子控制。这样变频器基本参数设置完成,可以试运行。在变频器调试时,要注意的是下降时间参数Bn-02,需要根据调试时的实际运行情况进行调整。
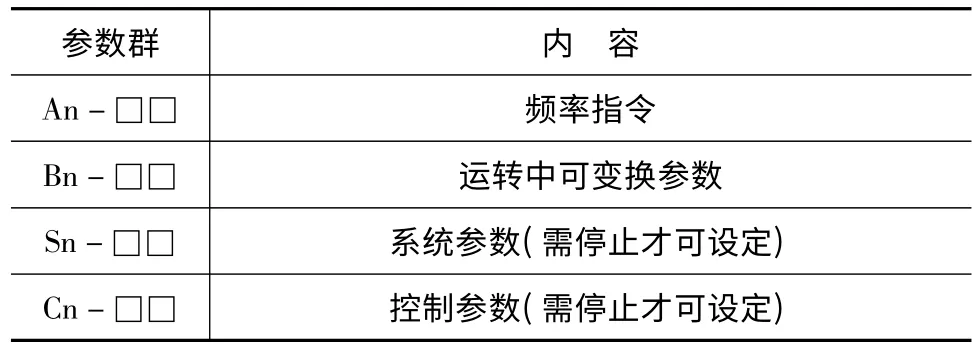
表1 变频器操作参数表
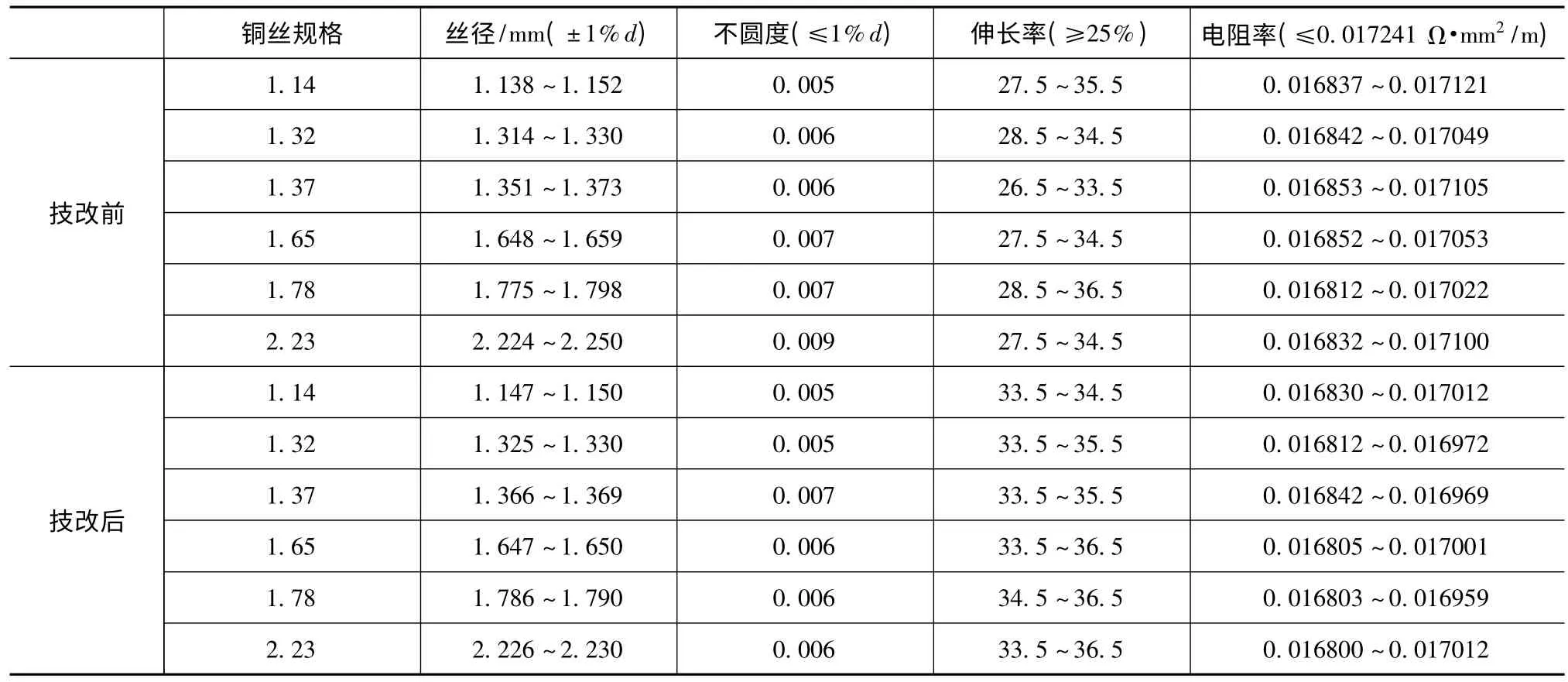
表2 技改前后拉制铜丝的性能对比
另外退火给定值AQW6是AIW0通过程序里比例运算后得到的,输入另配的一块退火控制板后,需根据铜杆的材质进行一定的放大缩小;收线的给定要根据收线盘径进行设定等。这些数据只有通过不断的调试才能够得到。
3 技改前后铜丝的性能
通过一段时间的试运行,该设备已经交付车间投入正常生产。技改前后多个规格铜丝的性能对比见表2。
由表2可以看出,技改后的丝径、伸长率得到了较好的改善,电阻率也有一定的减小,达到了技改的初衷,并且根除了设备原来随着装盘量的不断增加,铜丝的伸长率越来越差的现象。
4 结束语
这次的技改,对我个人电气综合技术能力也是一次很大的提高,尤其是西门子PLC的深入运用,以及程序里各模拟量的灵活计算搭配。另外对欧陆590C直流控制器有了更深入的了解,同时在和检测人员的合作中也学到了许多拉丝检测方面的专业知识。
[1]Eurotherm传动装置有限公司.590+系列使用说明书(中文版)[Z].
[2]廖常初主编.西门子人机界面组态与应用技术[M].北京:机械工业出版社,2008.
[3]李方圆.西门子S7-200PLC从入门到实践[M].北京:电子工业出版社,2010.
[4]哈尔滨理工大学编写.电线电缆机械设备[M].1995.
