工业机器人加工中的精度控制方法研究
2013-02-18何功汉席文明
何功汉,刘 凯,席文明
(厦门大学机电工程系,福建 厦门 361005)
当前,工业机器人广泛应用于焊接件磨平[1]、铸造件去毛边[2]、冲压件去毛刺[3]、轮毂[4]、模具和复杂外形零件的抛光[5]等加工中,与工业机器人焊接[6]、喷涂[7]、上下料[8]、码垛[9]相比,工业机器人加工需要更高的精度。现阶段,工业机器人加工中的示教编程方法制约着加工精度的提高。所谓示教编程是操作者利用示教盒控制工业机器人运动到一个编程点,操作者通过观察调整好工业机器人的位置和姿态,记录下该编程点,重复上述过程,记录下一系列编程点,工业机器人利用这一系列编程点自动生成工业机器人程序。但是,示教编程存在以下的缺点:其一,工业机器人的工作精度取决于操作者的观察和经验,精度低;其二,编程在现场进行,占用工业机器人工作时间。
软件编程可有效提高工业机器人的工作精度[10~13]。所谓软件编程是在软件中导入工业机器人模型、夹具模型、被加工零件模型和加工零件的机床模型,然后在被加工零件模型表面上取点,由软件根据所取点自动生成工业机器人轨迹程序。软件编程具有以下的优点:其一,利用工业机器人模型编程,不需要操作实际工业机器人,可远离工业机器人现场编程,编程也不占用工业机器人的工作时间;其二,软件编程是在被加工零件模型表面取点,其位置和姿态精度高,理论上的轨迹误差为零。
虽然软件编程可以获得高精度,但要想在高编程精度基础上获得高工作精度,需要建立软件空间中的各模型与实际空间中的各模型对象的一致性,即软件中的工业机器人模型、被加工零件模型、加工零件的机床模型与实际空间中的工业机器人、被加工零件、加工零件的机床之间的位置和姿态一致。
本文首先利用力传感器对实际空间中各对象间的位置与姿态进行标定,求取两两对象间的位置和姿态误差;其次,利用标定时求取的位置与姿态误差,调整软件中各模型间的位置与姿态,使实际空间中的各对象位置、姿态与软件空间中的各对象模型的位置、姿态关系一致。本文研究的方法也可以应用到机器人辅助手术中,因为机器人辅助手术系统中存在计划空间(相当于软件编程空间)和实际机器人空间,需要利用两空间的一致性保证手术的准确性。
1 标定用力传感器原理
图1为设计的力传感器,其由圆环和两组梁组成,两组梁分别为固定梁和浮动梁,两组梁上安装有应变片。固定梁的两端分别与圆台和圆环相连,而浮动梁一端与圆台相连,一端与圆环接触。圆环可以绕转轴转动,从而压浮动梁上的应变片,当圆环受F向力时,该力通过转轴传递给固定梁上的应变片,即浮动梁上的应变片检测圆环的偏转,而固定梁上的应变片检测圆环的平移。利用该力传感器可以标定工业机器人、夹具、加工零件的机床之间的位置和姿态。1(a)是力传感器原理图,图1(e)为力传感器实物。
力传感器的工作原理为:当标定块如图1(b)向下运动时,力传感器圆环有绕转轴顺时针旋转的趋势,这时左半个浮动梁受压,同时,固定梁受压。当标定块如图1(c)向上运动时,力传感器圆环有绕转轴逆时针旋转的趋势,这时右半个浮动梁受压,同时,固定梁受压。当标定块如图1(d)上下运动时,因为力传感器与标定块没有姿态误差,固定梁上的应变片输出信号不变,这样,通过标定块与力传感器接触并上下运动,根据不同应变片输出的信号,就可以检测出标定块与力传感器的姿态误差。当标定块沿F向与圆环接触时,固定梁上应变片输出信号,从而检测出标定块与力传感器的位置误差。

图1 力传感器结构与工作原理
2 实际空间与软件空间的一致性建立
实际空间与软件空间的一致性关系建立过程为:首先,以工业机器人为基准,利用尖顶标定块标定工业机器人与力传感器之间的位置,见图2中的(1)所示;利用第一个方形标定块标定工业机器人与力传感器之间的姿态,见图2中的(2)所示;利用以上两个步骤因为力传感器安装在加工机床上,上述过程实际上是标定工业机器人与加工机床之间的位置与姿态;然后,将夹具安装在工业机器人的末端,在夹具上夹持第二个方形标定块,以标定好的力传感器为基准,标定夹具与力传感器之间的位置和姿态,见图 2 中的(3)、(4);最后,利用标定的工业机器人与力传感器、力传感器与夹具之间的位置与姿态误差调整软件中的加工机床模型、夹具模型的位置和姿态,使其与实际空间中的对应对象的位置和姿态一致,这样,可以通过修正软件中的模型位置与姿态建立软件空间与实际空间的一致性,即该标定方法只需调整软件中模型就可以完成两者一致性标定,不需要对实际空间中的对象位置和姿态进行调整。

图2 实际空间与软件空间一致性建立原理
3 实验结果
图3是研制的工业机器人磨削系统,由ABB工业机器人(IRB4400,60 kg)、磨削机床(自行研制)和夹具(自行研制)组成,它们之间存在误差,需要对其误差进行标定。图3(a)是工业机器人磨削机床,力传感器安装在磨削机床上,图3(c)-3(d)是利用不同标定块对力传感器的位置和姿态进行标定,实际上是对磨削机床的位置和姿态进行标定,利用标定后的位置与姿态误差修改图3(b)软件中的磨削机床模型的位置和姿态,使软件中的机床模型位置和姿态与实际机床的位置和姿态保持一致。校正好磨削机床后,再用标定好的力传感器校正夹具(见图3(e)),夹具上安装有另一种标定块。同样,利用校正后的位置与姿态误差修改图3(b)软件中的夹具模型的位置和姿态,使软件中的3D夹具模型位置和姿态与实际夹具位置和姿态保持一致。
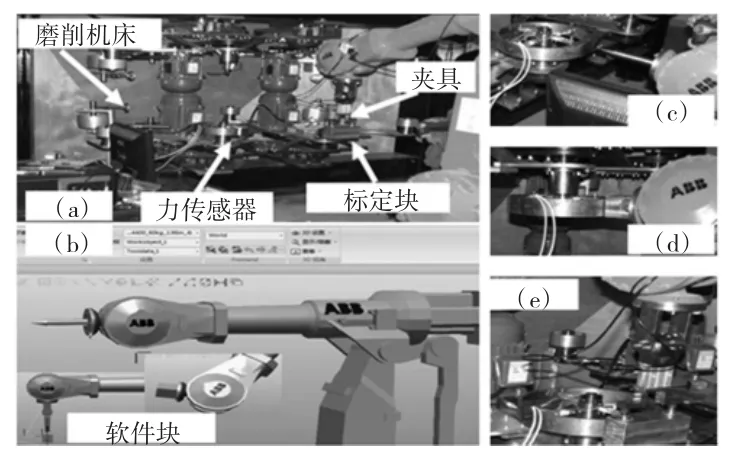
图3 工业机器人磨削系统标定实验
借助于力传感器,对该磨削系统进行标定以及建立实际空间与软件空间的一致性后,在磨削系统上进行零件磨削实验。首先,在软件中进行零件磨削轨迹编程,由于建立了软件空间与实际空间的一致性,则将软件空间编制的轨迹程序映射到实际空间的精度为标定的精度。
被磨削的零件为铸造的铜件毛胚,磨削机床由四个机台构成,依次进行四道磨削工序,砂带粒度号分别为80、180、320和600。实验过程中共磨削了两个同样的零件,首先用80号砂带去掉零件表面的粗糙面和坑洼;再用180号砂带进行中磨,把零件表面磨细并修整外形轮廓;接下来用320号砂带进行磨削,使表面趋于较理想外观,保证线条清晰、结构匀称;最后用600号砂带进行精加工,使表面达到理想的外观轮廓。表面过渡圆滑,同时无明显砂眼、气孔等缺陷。经过四道磨削工序,磨削后的零件如图4所示。
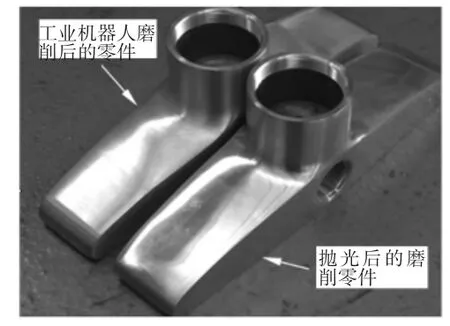
图4 工业机器人磨削和抛光后的零件
当磨削结束后,需要对不同零件的磨削量进行检测,图5为磨削实验的检测系统。系统由加工中心、百分表、被加工零件和夹具组成,百分表装夹在加工中心主轴上,夹具固定在加工中心工作台上,夹具内部装有气手爪,气手爪的两个手指插入水龙头底部的两个螺纹孔内,并向两侧撑开,被加工零件靠底部的两个螺纹孔和底面定位。
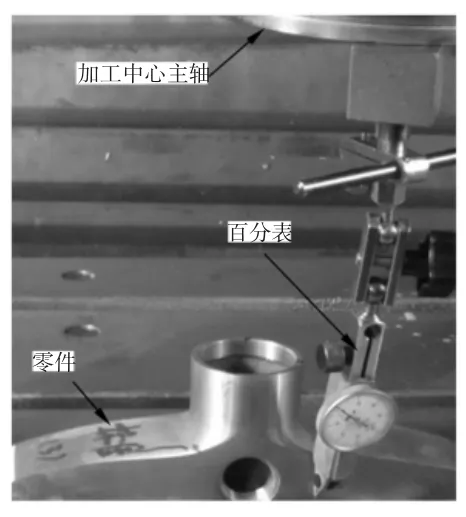
图5 磨削实验检测系统
操纵加工中心,利用百分表尖点触碰零件表面上的路径点,读出尖点在加工中心坐标系中的Z向数值。分别测试毛胚件和两个磨削件在相同路径点处的数值,然后用毛胚件测得的数值减去磨削件测得的数值,即可得到对应路径点处的磨削量。图6为两个磨削件上相同路径点处的实际磨削量以及拟合后的磨削量曲线。
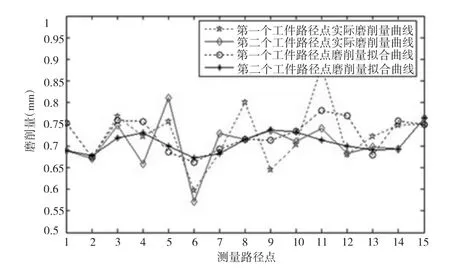
图6 测量路径上点的磨削量
从图中可以看出,零件表面路径点处的磨削量比较一致,拟合曲线上相邻两点间最大差值为0.095 mm和0.073 mm,在磨削的过程中,磨削件表面上各路径点处的磨削量比较均匀。由于零件先经过铸造和机械加工两道工艺,待检验合格后才用于工业机器人的磨削,因此,从磨削量均匀的角度可以判断工件经过磨削加工后保持了较好的产品外形。采用标定块和力传感器对工业机器人磨削系统进行标定,其位置精度可以达到0.2 mm,姿态精度可以达到0.1度。
4 结束语
本文利用力传感器对工业机器人加工系统进行标定,利用标定时的位置与姿态误差调整软件空间中的各模型位置与姿态,建立实际空间与软件空间的一致性,这样,在软件空间编制的加工轨迹映射到实际空间,其加工精度为标定时的精度。与示教编程的方法相比较,本文研究的方法可以有效提高工业机器人的加工精度。另外,软件编程不需要对实际工业机器人进行操作,不占用工业机器人的工作时间,操作人员可以远离工业机器人操作现场,避免粉尘和噪声对操作人员的影响。后期,将利用文中方法研究机器人辅助手术系统中的问题,机器人辅助手术系统包括手术计划、手术机器人、视觉系统等多个空间,机器人的手术路径需要在计划系统中编制,然后映射到机器人系统中,为提高机器人手术精度,需要建立计划空间和手术空间的一致性。
[1]Kim-Ki Jung,Roh-Hyo Won,Leem-Hyo Kwan.Application of a robot to grinding welding-beads remained in removal of working pieces for shipbuilding[C].12th World Multi-Conference on Systemics,Cybernetics and Informatics,Orlando,2008:130-135.
[2]Brown L.The development of software to assist in off-line programming for robotic fettling of cast components[J].Industrial Robot,1998,25(4):282.
[3]Whitney De,Tung Ed.Robot grinding and finishing of cast-iron stamping dies[J].Jourual of dynamic systems measurement and control-transactions of the ASME,1992,114(1):132-140.
[4]Hui Zhang,Heping Chen,Ning Xi,Zhang G.,Jianmin He.On-Line Path generation for robotic deburring of cast aluminum wheels[C].International Conference on Intelligent Robots and Systems,Beijing,2006:2400-2405.
[5]Seok Jo Got,Min Cheol Lee,Min Kyu Park.Fuzzy-sliding mode control of a polishing robot based on genetic algorithm[J].Journal of Mechanical Science and Technology,2001,15(5):580-591.
[6]Tie Zhang,Fan Ouyang.Offline motion planning and simulation of two-robot welding coordination[J].Frontiers of Mechanical Engineering,2012,7(1):81-92.
[7]Chen Wei,Zhao De an.Tool trajectory optimization of robotic spray painting[C].IEEE International Conference on Intelligent Computation Technolo-gy and Automation,Changsha,2009:419-422.
[8]Aravind,Rajparthiban,Tiffany.Development of Semi-Automatic Pick and Place Robot for Material Handling Systems[C].5th International Colloquium on Signal Processing and Its Applications(CSPA),Kuala Lumpur MALAYSIA,2009:172-175.
[9]Li Changchun,Liu Guangzhi,Wang Dongliang.Research on movement and rules of the robot for stacking up bagged materials[C].3rd China-Japan Conference on mechatronics(CJCM 2006),Fuzhou,2006:215-219.
[10]Wang Wei,Yun Chao.A Path Planning Method for Robotic Belt Surface Grinding[J].Chinese journal of aeronautics,2011,24(4):520-526.
[11]Song,Hee-Chan.Tool path generation based on matching between teaching points and CAD model for robotic deburring[C].International Conference on Advanced Intelligent Mechatronics(AIM),Kaohsiung Taiwan 2012:890-895.
[12]Chen Heping,Sheng Weihua.Transformative CAD based in dustrial robot program generation[J].Robotics and computerintegrated manufactu-ring,2011,27(5):942-948.
[13]Wang Wei,Yun Chao,Zhang Ling.Designing and Optimization of an Off-line Programming System for Robotic Belt Grinding Process[J].Chinese journal of mechanical engineering,2011,24(4):647-655.