举例浅谈液压设备检测与维修
2013-01-29辽宁盘锦北方工业学校
辽宁盘锦北方工业学校 管 济
举例浅谈液压设备检测与维修
辽宁盘锦北方工业学校 管 济
机床是由机械、液压、电气及其仪表等装置有机地组合成的统一体,系统的故障分析也是由各方面因素综合影响的一个复杂问题。由于液压系统内部情况观察不到,一般较难直接判断出产生故障的主要原因。因此,要求维修人员具有分析故障原因、准确判断故障部位的能力,找出故障的原因并能及时给予排除。
液压设备;检测;维修
一、液压系统故障的特征
1.新机床液压系统故障特征设备调试
新机床阶段的故障率较高,存在问题较为复杂,其表征是设计、制造、安装(包括装配)以及管理等质量问题交织在一起。有以下几点:
①接头或连接处外泄漏严重。②速度不稳定。③因有脏物或油污使阀芯卡死或运动不灵活,造成执行机构动作失灵。④阻尼小孔被堵,造成系统压力不稳定或压力调不上。⑤某些阀类元件漏装弹簧或密封件,甚至管道接错而动作混乱。⑥设计不妥,液压件选择不当,使系统发热,或同步动作不协调,位置精度达不到要求等。对此类故障应耐心、细致、慎重处理。
2.定型设备调试阶段的故障特征
此类设备调试时故障率较低,其表征是由于管理不良或安装时不小心,或在运输中损坏而造成的故障:①外部有泄漏。②压力不稳定或动作不灵活。③液压件及管道内部进入脏物。④元件内部漏装,或错装弹簧或其他零件。⑤液压件加工质量差或安装质量差,造成阀芯动作不灵活。若在此过程中加强管理,在装配和安装过程中严格按设计图样和工艺文件保证质量,故障率将会下降,调试将会较为顺利。
3.设备运行初期的液压故障其主要特征是:
①管接头振动松脱。②少数密封件质量差或装配不良,在短期内被损坏,造成漏油。③工作油液因多次冲刷管道、液压件油道,使原来附在管壁上的毛刺、型砂、切屑等杂物随液体流动,从而出现油路堵塞,造成压力不稳定和工作速度变化。④少数设备因负荷率高或环境散热条件差使油温升高,从而引起泄漏、工作压力和速度不稳定。
4.设备运行中期的故障
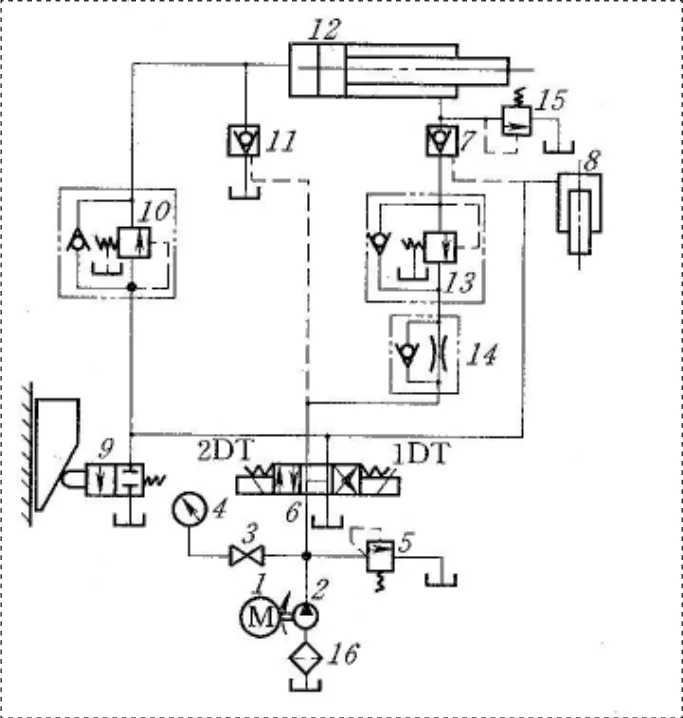
图1 WB67Y-100/3200折弯机液压原理图
设备运行到中期阶段时,各类液压元件因工作频率和负荷条件的差异,各易损件先后开始正常性的超差磨损。因此,故障率逐渐上升,系统中内外泄漏量增加,系统效率有明显降低。此时,应该对液压系统和液压元件进行全面检查,对有严重缺陷的元件和已失效的元件进行修理或更换。。此时,维修部门必须进行全面修复,否则故障会越来越多,以致影响生产。
二、WB67Y-100/3200型液压板料折弯机维修
板料折弯压力机是一种通用的板料弯曲机械,广泛应用于各工业部门。WB67Y-100/3200型液压板料折弯机采用了主液压缸间接驱动上模板(滑块)的结构,是由机械、液压、电气及其仪表等装置有机地组合成的统一体,系统的故障分析也是由各方面因素综合影响的一个复杂问题。由于液压系统内部情况观察不到,一般较难直接判断出产生故障的主要原因。因此,要求维修人员具有分析故障原因、准确判断故障部位的能力,找出故障的原因并能及时给予排除。
液压系统WB67Y-100/3200如图1液压传动原理所示,主液压缸4活塞外伸端通过主摆杆和连杆、被动摆杆间接地传给上模板动力和运动。副液压缸9柱塞外伸端与上模板连接。上模板作用于工件上的力是主、副液压缸作用力之和。它的特点是克服了传统方式采用一对直接作用的液压缸所产生的平衡问题;即使在承受偏载时,滑块仍能保持水平,不会倾斜。
三、系统故障与维修
1.工作滑块没有工作行程,液压原理图主液压缸12活塞无右行动作
(1)空载试验起动液压泵,使三位四通换向阀6的2DT通电,主液压缸12活塞左行,滑块回程上行并制动,观察压力表4有一定显示压力值。
接着使换向阀6的1DT通电,并用 φ6 m m×50mm紫铜棒触及电磁铁lDT阀芯检查,阀芯已吸合到位,此时主液压缸12活塞无右行程动作且压力表4无显示值。再观察各连接处均无外泄。
分析上面试验,说明工作油液回油箱卸荷,液压泵2及溢流阀5工作正常,液压缸12右腔连接油路没有故障。故障可能出现在阀9、阀11、阀10或换向阀6的右位功能上。
(2)拆下油管检查停机将行程伺服阀9、液控单向阀11、回油管接头拆下,起动液压泵,使1DT通电,检查阀9、阀11有无回油泄漏。若无泄漏,说明这两个阀工作正常。
(3)拆卸解体液压阀检查,将单向顺序阀10和换向阀6解体检查。阀10良好。用吹烟法检查阀6:用一根 φ8 m m× 1 00 mm 塑料管,一端插入P口,另一端徐徐吹人烟雾,同时进行手动调节阀芯位置。检查发现阀6右位功能丧失,拆下阀芯,发现其右位阀腔口崩损,形成四通口互串卸荷。更换阀6,故障消除。
2.滑块在任意位置不能停住,有下滑现象,既主液压缸12活塞无右行制动
(1)空载试验经空载试验,滑块工进和回程功能正常,但滑块回程停机后,仍有下滑现象。说明液压缸12右腔回油背压不足,故障出在背压油路的液控单向阀7溢流阀15。
(2)拆卸解体液压阀检查将阀依次解体后,发现液控单向阀7回位弹簧折断多处,致使阀芯卡住,发现溢流阀15阀芯被杂质卡住。经研合阀芯、阀孔及清洗,更换弹簧并适当调整溢流阀背压后故障消除。
3.压力表值达指定值,但不能折弯工件
从液压原理上分析,当换向阀6的电磁铁1DT通电后,油液由两路分别进入主液压缸12左腔和副液压缸8油腔。由于进入液压缸8的压力油无外泄,而且这条油路中间没有任何控制阀,说明故障不在这条油路上。同时压力表4示值达到指定值,说明系统工作已建立,并且没有严重外泄。故障有可能出在主液压缸进、出油路控制系统上。
将溢流阀15压力调整为零进行试验,上模板仍不能折弯工件且无回程运动,当调整溢流阀15压力至一定值,上模板回程运动恢复,说明主液压缸12右腔油路控制系统不会造成这种故障。所以故障可能出现在主液压缸12左腔控制油路系统上,即单向顺序阀10故障所致。
起动液压泵并使换向阀6的1DT通电,将单向顺序阀10调整螺杆徐徐旋出一定位置,故障消除。说明故障是单向顺序阀JD所调定压力值超过溢流阀5调定压力值所引起。
4.建立故障档案
“故障”档案是设备维修工作的真实记载和原始依据,它对设备在运行过程中的历史情况很有价值,对分析产生故障原因和制订排除对策很有实用意义,是实现故障管理的资料。故障档案的作用:
(1)可根据产生故障的原因和性质改进管理,制订有关章程和进行技术培训。
(2)可根据易出故障部位,系统的缺陷和修理中遗留的问题,制订改进的维修计划。
(3)可根据故障记录卡制订修理定额,改进修理方法,完善维修计划。
通过上述诊断方法可以快速、准确查找到故障原因并加以解决,保证机床的正常运行。
四、建立故障档案
通过对WB67Y-100/3200型液压板料折弯机故障的维修,建立故障档案它对设备在运行过程中的情况很有价值,对分析产生故障原因和制订排除对策很有实用意义,是实现故障管理的资料。
(1)可根据产生故障的原因和性质改进管理,制订有关章程和进行技术培训。
(2)可根据易出故障部位,系统的缺陷和修理中遗留的问题,制订改进的维修计划。
(3)可根据故障记录卡制订修理定额,改进修理方法,完善维修计划。
通过上述诊断方法可以快速、准确查找到故障原因并加以解决,保证机床的正常运行。
[1]赵清仕.油压机的液压冲击及其排除浅论[J].锻压装备与制造技术,2004,39(5):48-49.
[2]龚明.机床液压工作台爬行故障分析与对策[J].机械工人(冷加工),2000(5).
[3]余之泳.机床液压及润滑设备维修手册[M].北京:机械工业出版社,1998.
[4]王蜂,仲米生.提高液压系统工作可靠性的方法[J].锻压装备与制造技术,2004,39(1):22-25.
[5]武蕴馥.浅谈机床液压系统的常见故障及检查方法[J].机床与液压,2006.
[6]彭二宝.机床液压设备故障诊断及维修方法[J].装备,2008,04.