基于西门子PLC的螺杆挤塑机控制系统设计
2013-01-26沙洲职业工学院电信系赵媛媛
沙洲职业工学院电信系 赵媛媛
1.引言
螺杆挤塑机控制系统的主要作用,是在挤塑过程中实现对螺杆转速、机筒温度和熔体压力等工艺参数的控制。塑料原料从料斗加入料筒中,随着螺杆的转动将其向前输送,塑料在向前移动的过程中受到料筒的加热、螺杆的剪切和压缩作用,使塑料由粉状或粒状逐渐融化为粘流态,塑化后的熔料在压力的作用下,通过分流板和一定形状的口模成为截面与口模形状相仿的高温连续体,最后冷却定型为玻璃态,这样就得到具有一定强度、刚度、几何形状和尺寸精度的塑料制品。
目前,挤塑机主要以仪表控制系统、PLC控制系统为主要选择。两者的功能分别为:温度控制中仪表控制系统可以实现开关量的控制,也可以采用智能仪表实现简单比率控制;而PLC控制系统可以通过模拟量通信实现PID(比率-积分-微分控制)控制;前者压力控制显示熔体压力,而后者显示熔体压力并实现闭环控制;前者的测试功能只有显示功能,而后者可以实现测试单元的串口通信。本设计通过对两个系统的控制理解将其结合用于一个控制电柜中,实现挤塑机控制系统的不同功能。
2.系统设计概述
本控制系统以PLC作为核心控制单元,可完成主机与辅机的启动,停止,电机转速的调节,温度调整等控制。前台由WINCC组态软件完成人机交互,后台由西门子可编程控制器控制。由温度传感器采集温度送到PLC进行计算,触摸屏接受和发送用户指令信息,再由PLC将信息送往变频器和继电器配合完成电气控制的动作,最终完成挤塑机的工作过程。
主回路主要包括变压、故障、变频器、主机喂料和辅机的启动停止等控制。首先进线380V,通过600W的变压器变压为220V,分两档分别给主回路,次回路。若有+24V的故障板就要另加一个30W变压器。主回路通电后,解除相应的故障,使用中间继电器的常开和常闭触点控制主机的启动与故障,若有故障发生时,继电器吸合常闭变常开,串联到启动继电器线圈下,使主机无法启动,形成故障与启动的互锁。当故障解除后主控制通过按钮接通启动主机运行。同时启动喂料,真空泵,热油泵等。将主机和喂料等辅机的常开启动触点并联到同一个继电器上,此继电器就为同步继电器,当此继电器得电后使主机,喂料或与其他辅机同时运行,从而实现的同步启动和同步停止。
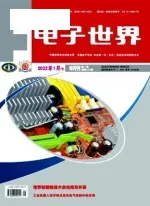
控制回路中包括冷却和加热控制。该回路中通过转换开关接通温控表的电源线,由于RKC默认最大值400,默认值0,所以当上电后,冷却继电器吸合,从而接通接触器,接触器下端的冷却电机工作。螺杆冷却主要采用中心水冷,目的是增加物料固体输送率,稳定出胶量,同时提高产品质量;但在料斗处的冷却,一是为了加强对固体物料的输送作用,防止因升温使塑料粒发粘堵塞料口,二是保证传动部分正常工作。加热采用短接热电偶的方法实现,温度传感器会将常温显示到仪表上,也能从控温仪表读取主机各段的实际温度。这里必须要求温控仪表的精度与系统配合好,使整个主机温度达到各种塑料的挤塑温度的要求。一般从0状态开始上升,渐渐处于加热中,此时冷却继电器断开,加热继电器闭合。热电偶将温度传到温度传感器,当低于设定的温度时,加热继电器会吸合,接通接触器促使加热。控制流程如图1所示。
另外控制中少不了变频器的帮助,包括运行、停止,正转、反转,微动等运行状态。将启动信号给变频器后,变频器运行,相应的面板显示频率。这里的调速都是通过改变电压来进行的,通过一个电位器控制电机的运转速度。

图1 温度控制流程图
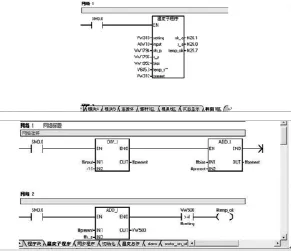
图2 温度控制子程序
3.系统硬件设计
挤塑机组的电气控制大致分为传动控制和温度控制两大部分,实现对挤塑工艺包括温度、压力、螺杆转数、螺杆冷却、机筒冷却、制品冷却和外径的控制,以及牵引速度、整齐排线和保证收线盘上从空盘到满盘的恒张力收线控制。
本系统所用的PLC是根据工程需要选择的,是整个控制柜核心控制单元,采用的是微型西门子PLC S7-200系列,它适用于一系列机械设备的制造或用作独立的解决方案,相对与三菱其指令较少。其次西门子的模拟量模块价格便宜,程序简单。而本系统中兼有温控、报警系统,需要的模块比较多,所以西门子较为适合。再者其体积小,速度快、功能强、可靠性高,不需要大量的活动元件和连线电子元件,不会占用电控柜的空间;它还具有编程简单,操作方便,维修容易,一般不容易发生错误操作等优点。最主要的一点是S7-200一直以来支持强大的浮点运算,编程软件直接支持小数点输入输出。本系统的电路由PLC的输入端全部接至端子排,输出端全部输出至中间继电器,模拟量信号经隔离变送器或直接接至端子排。电气控制柜内还配有空气开关、断路器、各种继电器、接触器、电抗器、变压器、变频器,以及用于柜内散热的风机等。除此之外,本系统还安装了UPS不间断电源,对供电电源突然跳闸以及突发性停电等因素造成系统不能正常工作时,UPS起到保护功能,持续其在线时间内的系统正常供电,给用户检修以及应对系统故障的准备工作提供了时间保障。
4.软件设计
S7-200PLC作为整个控制系统的核心部分,通过自带的24点I/O口对料斗开关、冷却装置以及变频器进行控制。四段加热器通过固态继电器与EM222数字扩展模块的输出端相连,加热器温度检测通过温度传感器传送到EM231模拟输入输出模块的输入端,通过PID控制算法实现一个完整的温度控制环节。EM232扩展模拟输出模块的输出端输出到变频器的外部模拟信号接收端,通过变频器调节电动机传递,实现挤塑机的电机控制。
PLC主控系统内部的A/D将送进来的电压信号转化为西门子S7-200PLC可识别的数字量,然后PLC将系统给定的温度值与反馈回来的温度值进行比较并经过PID运算处理后,给固态继电器输入端一个控制信号控制固态继电器的输出端导通与否从而使加热炉开始加热或停止加热。
本系统的工作过程为:把触摸屏中的设定值通过通信线路传输到PLC,同时机筒和模头上的当前温度通过热电偶传送到温控模块进行处理,再由温控模块传送到PLC中。当温度值与设定植在PLC中进行数值比较后,如果当前值低于设定值,PLC就发出指令使PLC内部相应的热电偶得电工作,并使接触器得电工作。由于接触器的闭合通电,使得加热器通电加热。在加热过程中,热电偶不断地把当前温度传送到温控模块,温控模块也不断地把数值传送到PLC中进行数值比较。经过一段时间的加热后,如果当前温度值高于设定值,PLC就发出指令,使得PLC内部的继电器、接触器失电不工作。由于接触器的断开,使得加热器断电不加热。对有冷却风机,PLC同时发出指令使风机通电工作。通过风机冷却,把机筒的当前温度降低。当机筒温度达到设定值以后,PLC再次发出指令,使冷却风机断电停止工作。温度控制子程序如图2所示。除了温度模块外,还有熔体压力、牵引电流、喂料电流、喂料转速等模拟量需要给出。
5.总结
螺杆挤塑机控制系统主要包括加热系统、冷却系统及参数测量等系统,主要由西门子可编程控制器、各种低压电器、仪表和执行机构(即控制屏和操作台)组成。其主要作用是控制和调节主辅机的拖动电机,输出符合工艺要求的转速和功率,检测和调节挤塑机中塑料的温度、压力、流量,从而实现对整个机组的自动控制。本控制系统已经应用于实际生产,并在客户的反馈中不段改进系统,逐步实现更高的控制要求。
[1]曹金福,谭胜富.电气控制与PLC[M].化学工业出版社.
[2]汤颖.浅谈WinCC画面制作[J].设计技术,2009,2.
[3]王永华.现代电气及可编程技术[M].北京航空航天大学出版社.
[4]SIMATIC S7-200可编程序控制器CPU22X系统手册[S].西门子(中国)有限公司.