调整端盖C A X A加工
2013-01-25许韶洲
许韶洲
(广东松山职业技术学院,广东韶关512126)
1 引言
随着数控加工技术广泛的使用,零件加工程序的编制是影响数控加工效率及质量的关键,编程方法有手工编程与自动编程。手工编程方法复杂、烦琐,易出错,难检查,特别是在模具加工中,经常遇到形状复杂的零件,其形状用自由曲面来描述,采用手工编程方法有时无法编制数控加工程序。而解决这一难题的是采用数控自动编程,CAXA制造工程师就是其中一种。其应用过程就是将待加工零件进行数字化表达,数控机床按数字量控制刀具和零件的运动,从而实现零件加工的过程。
2 加工任务分析

图1所示的调整端盖是企业备件,要求加工出尺寸为带有圆弧的矩形底座(一边宽110mm,另一边是R95圆弧)。底座上有一个54×35h9的台阶,有一定的尺寸精度和表面粗糙度要求。较长的两边带有1.5mm×45°的倒角。中心是一个φ25mm的通孔。调整端盖总共要钻8-φ14mm通孔。已知毛坯为钢板件,毛坯尺寸为130mm×210mm×25mm钢板。
3 工艺分析
3.1 图样分析
在数控工艺分析时,首先要对零件图样进行工艺分析,分析零件各加工部位的结构工艺性是否符合数控加工的特点。
尺寸:底座中心上有一个54×35h9的台阶、高8mm,有一定的尺寸精度,需要粗、精加工来保证。其他部位要求较低。
表面粗糙度:54×35h9的台阶、高8mm表面粗糙度Ra1.6,其余为 Ra6.3。
3.2 确定工件的装夹方式
尽量选择能使零件一次装夹中完成全部加工面的加工,并尽可能使零件的定位基准与设计基准重合,以减少定位误差。用平口虎钳或压板装夹。
3.3 合理选择刀具
要求刀具具有较高的强度和硬度,且耐用度好,排屑性能强等特点。同时还应考虑工件材料、机床的加工性能、加工工序、切削用量等有关因素。
3.4 合理选择切削用量
合理确定切削用量,通常是根据被加工工件材料、刀具材料、加工工艺、加工性质进行选用。
3.5 工序及工步
在数控机床上加工零件时,对于加工工序的安排、应尽量集中,一次装夹就能完成大部分工序,以保证形位精度。
(1)工序一:使用平口钳装夹毛坯,伸出表面15mm左右;使用φ80面铣刀粗、精铣工件下表面,作为工件的测量、装夹基准;使用φ14麻花钻先钻φ25毛坯孔,使用φ16立铣刀粗、精内轮廓、φ25mm至要求。

(2)工序二:反转工件,用螺杆以φ25内孔、已铣好的工件下表面定位并使用垫块调整,调整好垫块高度(注意夹紧力的大小,防止夹坏);使用φ80面铣刀粗、精铣工件上表面,控制总厚度18mm,并粗铣厚为10mm的上表面;使用φ16立铣刀精铣10mm的上表面、粗、精铣72×35台阶、R95圆弧至要求;使用φ14麻花钻先钻8-φ14孔至要求。






3.6 采用CAXA制造工程师自动编程
(1)建立零件模型,如图2。
(2)建立零件加工路径。
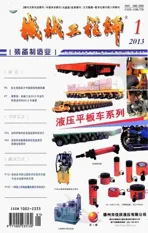
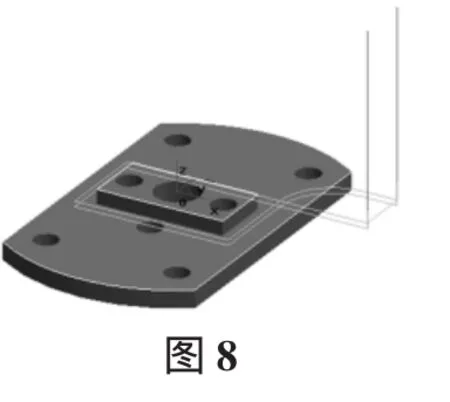
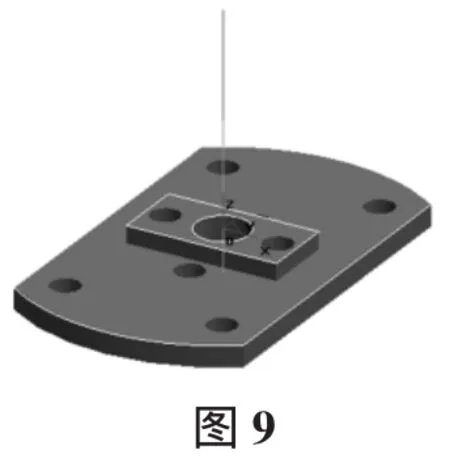
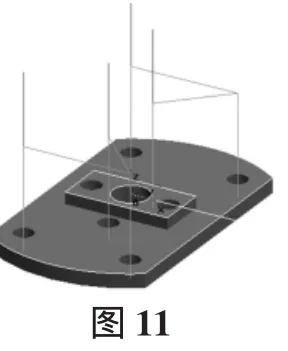
加工步骤如下:加工底面(如图3)→加工上表面(如图4)→加工两侧面(如图5)→加工两侧圆弧面(如图6)→粗铣台阶面(如图7)→精铣台阶面(如图8)→钻毛坯孔(如图9)→精加工孔(如图10)→钻 8-φ14孔(如图 11)。
(3)已经完成加工的产品如图12所示。
4 结语
数控自动编程是数控机床操作者必须掌握的一项加工技能,通过本文真实加工任务的介绍,对操作者在今后其它零件的加工中可起到触类旁通的帮助。
[1]范文利,等.CAXA2008制造工程师行业应用实践[M].北京:机械工业出版社,2010.