基于BP神经网络的铲斗焊接残余应力预测
2013-01-06俞勇,黄莉
俞 勇,黄 莉
(江苏省产品质量监督检验研究院,江苏南京 210007)
基于BP神经网络的铲斗焊接残余应力预测
俞 勇,黄 莉
(江苏省产品质量监督检验研究院,江苏南京 210007)
以特大型挖掘机铲斗体为研究对象,运用有限元软件对其焊接过程进行了数值模拟。采用顺序耦合热应力分析法将温度场和应力场进行耦合,针对不同焊接工艺,分别研究了焊接速度、焊接电压、焊接电流因素对焊接残余应力的影响。建立了预测焊接残余应力的BP神经网络模型,并准确预测了焊接速度、电压、电流不同情况下的残余应力,对优化焊接工艺参数、提高焊接质量有一定参考价值。
铲斗;数值模拟;焊接工艺;BP神经网络;残余应力
在特大型挖掘机的制造过程中,焊接制造质量是很重要的因素,它能直接影响到产品的可靠性和寿命。由于采用了高度集中的热输入,特大型构件在焊接过程中多次出现热循环,在焊后会出现较大残余应力或者变形,有些能影响工件的装配,严重的可能导致后续工序不能进行[1]。虚拟焊接可以在实际生产之前就对焊接结果进行预测,避免了实际生产中的材料浪费和返工,可以提高生产效率,降低成本,所以针对特大型结构,对其进行焊接数值模拟分析是非常有必要的。
1 数值模拟
考虑到焊接过程中加热的不均匀性,在挖掘机铲斗体关键的焊缝处使用过渡性网格进行划分。焊接应力场的求解采用顺序耦合热应力分析方法,用Python语言编写热源程序,对铲斗体的温度场和应力场进行耦合,并将温度场计算结果作为应力场分析预定义场。
焊接过程数值模拟的主要分析过程如下:
a.先进行热分析,得到焊接温度场,然后将计算得到的各点温度场结果保存为文件。
b.将热单元转换为相应的结构单元。
c.设置材料属性、约束条件等。
d.从预定义场中读取各节点的温度数值,进行应力分析。
e.进行求解计算,得到应力应变结果。
分析过程简要流程如图1所示[2]。整个过程中,热分析、应力分析使用的节点及单元都是相同的,并运用选择单元生死技术来模拟焊缝内金属的形成。
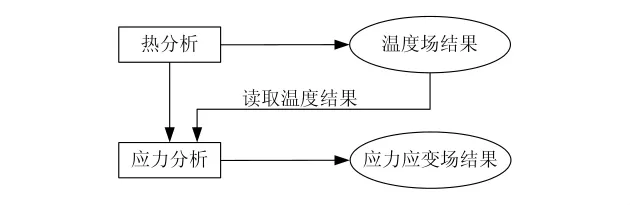
图1 焊接过程模拟简要流程图
在温度场计算完成之后,需要进行检验,符合要求后,再进行应力场的模拟计算,重新进入前处理,读取温度场结果文件,将热单元转换为结构单元,温度场结果的准确是后续应力应变场计算合理的基础和保证。
2 影响因素分析
2.1 焊接速度的影响
焊接速度是影响焊接质量比较重要的因素,因为在焊接过程中不同焊接速度会产生不一样的线能量,得到的温度场分布也不相同。以填充焊为例,可以看出在不同的焊接速度下的温度场的变化情况,在保持电压为25V、电流为260A的时候,选取焊接速度分别为 4mm/s、5mm/s、8mm/s,图 2 ~图4分别为不同速度下相同时刻的温度场分布。
由图2~图4可以看出,采用不同的焊接速度,获得的最高温度也是不同的,随着焊接速度的增加,等温线的范围也随之变小。
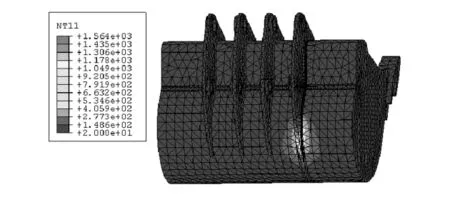
图2 焊接速度v=4mm/s

图3 焊接速度v=5mm/s
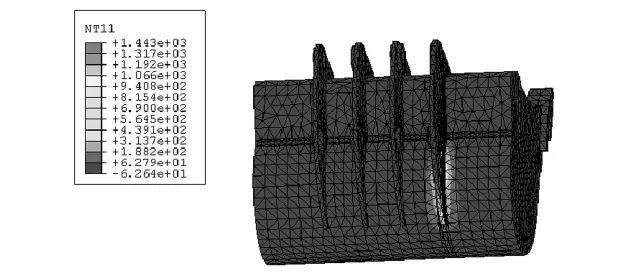
图4 焊接速度v=8mm/s
为观察焊接后铲斗残余应力的分布,故选取某几点为节点,布置图如图5所示。

图5 节点布置图
定义起点N所在截面并且沿着焊缝的方向为路径1,图6、图7分别为路径1在不同焊接速度下的纵向残余应力和横向残余应力。

图6 不同速度下的纵向残余应力
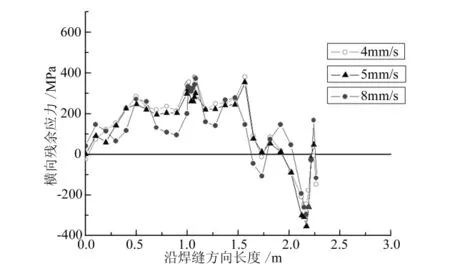
图7 不同速度下的横向残余应力
从图6和图7可以看出,在焊接电流、电压一定的情况下,在焊接速度允许的范围内,焊接纵向和横向残余应力均有随着焊接速度增加而减小的趋势,这是因为焊接速度增加,焊接线能量将减小,横向收缩就减小,使压缩塑性变形区形状由宽短渐变为窄长,所以会导致焊接残余应力的大小发生变化。
2.2 焊接电压的影响
在保持电流为260A、焊接速度为5mm/s时,分别取焊接电压为20V、22V、25V,所得到的不同电压下的纵向残余应力和横向残余应力如图8、图9所示。
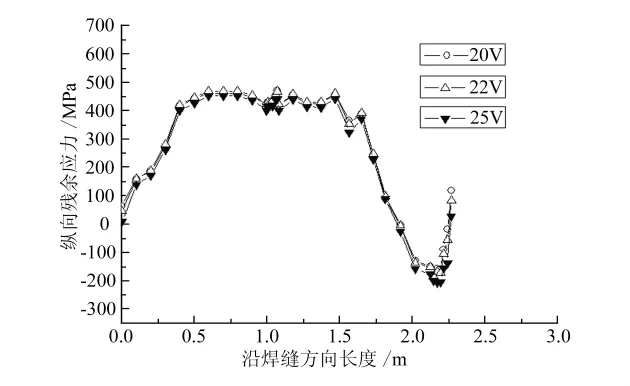
图8 不同电压下的纵向残余应力
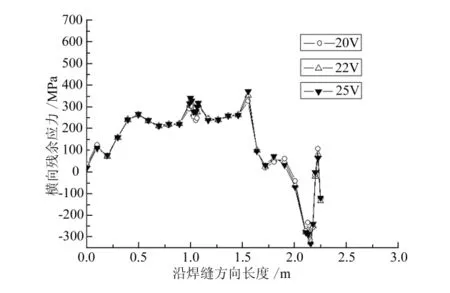
图9 不同电压下的横向残余应力
从图8、图9可以看出,电压对纵向和横向残余应力影响不是很大,随着焊接电压的增大,焊接纵向残余应力有增大的趋势,但并不明显;横向残余应力表现得比较一致,其中最大横向应力随着电压的增大而增大,这是由于在电压、速度一定时,焊接电压的增大会引起焊接线能量的增加,从而使得材料压缩塑性变形区变宽变短,继而导致材料的横向残余应力增大。
2.3 焊接电流的影响
在保持电压为25V、焊接速度为5mm/s时,分别取焊接电流为200A、220A、290A,所得到的纵向残余应力和横向残余应力分别如图10、图11所示。

图10 不同电流下的纵向残余应力
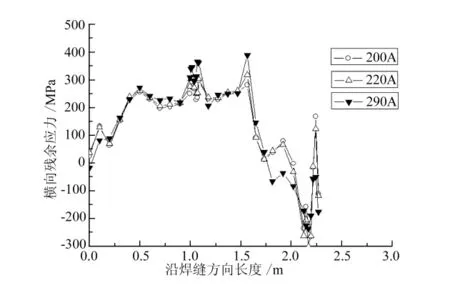
图11 不同电流下的横向残余应力
从图10、图11可以看出,焊接电流对焊接纵向残余应力和横向残余应力的影响不如焊接速度对焊接残余变形的影响明显,不过也呈现出一定的规律。随着电流的增大,在焊缝前端表现出纵向和横向残余应力均变大,在后面部分却表现出变小的趋势。
3 残余应力预测
BP神经网络是由Rumelhart等人提出的一种按误差逆传播算法训练的多层前馈网络,一般由两个部分组成:正向传播和误差的反向传播[3]。
3.1 模型建立
BP神经网络的设计建模主要包括层数、隐层节点数输入层、传递函数等选择。神经网络算法结构如图12所示。

图12 神经网络算法结构
a.层数的选择。
隐含层连接了输入层与输出层,一般在能够保证精度的情况下,优先选择单隐层,因为增加隐层数,虽然可以减小误差,但会使得网络计算过程变得复杂,更有可能使网络训练陷入局部极小。本文选取单隐层结构网络。
b.隐层节点数的选择。
隐层节点数的选择在BP神经网络中起着关键作用,隐层节点数过少,网络识别样本能力下降;反之隐层节点数过多,学习时间会过长,一般根据设计经验和多次试验来确定。可以参考以下公式:

其中:ni为输入节点数,取值为3;n0为输出节点数,取值为1;a为1~10之间的常数,取值为3,可得n=5。
c.传递函数的选择。
传递函数的选择对于神经网络也比较重要,它反映了输出与输入激活状态之间的关系。本文采用了正切Sigmoid函数tansig。输出层神经元性质决定了输出,为了使整个网络能够输出任意值,最后一层一般采用purelin型函数[4]。
d.训练算法的选择。
本文选择Trainlm学习算法,其训练性能曲线图如图13所示。虽然此方法需要大量的存储空间,但是收敛性好,收敛误差小,具有较好的稳定性[5]。
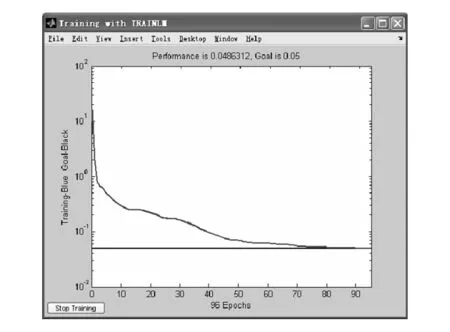
图13 Trainlm法训练性能曲线图
3.2 预测结果
BP神经网络预测结果见表1,表中1~9组数据作为训练样本,10~12组作为测试样本,用来检验网络训练的效果。从表1的预测结果可以看出,训练样本中焊接残余应力的最大训练误差为3.90%,测试样本中最大误差为4.07%,平均误差为2.89%,处于比较合理的误差范围,从而较好地反映了铲斗体焊接残余应力与焊接速度、电压、电流之间的复杂非线性关系。
4 结论
本文运用ABAQUS数值模拟了铲斗体焊接过程,并建立了焊接残余应力预测的BP神经网络模型,得到了如下结论:

表1 BP神经网络预测结果
a.焊接残余应力随着焊接速度增加而减小,而电压对纵向残余应力有增大的趋势但并不明显,对横向残余应力表现得比较一致。随着电流的增大纵向和横向残余应力大体上增大,但影响微弱。
b.通过建立的焊接残余应力预测的BP神经网络模型,可以较为准确地对残余应力进行预测,对提高优化工艺参数的效率和焊接质量具有一定参考价值。
[1]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[2]张文.304不锈钢复合板补焊残余应力有限元分析[D].青岛:中国石油大学,2011.
[3]刘勇.智能电墩工艺研究及主要工艺参数的BP神经网络预测[D].广州:广东工业大学,2011.
[4]厉英,王正,敖志广,等.BP神经网络漏钢预测系统优化[J].控制与决策,2010,25(3):453 -456.
[5]陈严君.锂电池阻抗模型参数的BP神经网络预测研究[D].哈尔滨:哈尔滨理工大学,2010.
The Prediction for Welding Residual Stress of Bucket Based on BP Neural Network
YU Yong,HUANG Li
(Jiangsu Provincial Supervising&Testing Research
Institute for Products Quality,Jiangsu Nanjing,21007,China)
It uses ABAQUS software to simulate the welding process of hydraulic excavator bucket with thermalmechanical coupling analysis.Based on BP neural network,it analyzes the influence of welding speed,welding voltage,welding current on residual stress of bucket,establishes the prediction model of residual stress.Prediction results achieve a reasonable accuracy under conditions of different welding speed,welding voltage,welding current.
Bucket;Numerical Simulation;Welding Procedure;BP Neural Network;Residual Stress
TG402
A
2095-509X(2013)05-0079-04
10.3969/j.issn.2095 -509X.2013.05.020
2013-02-25
俞勇(1958—),男,安徽金寨人,江苏省产品质量监督检验研究院高级工程师,主要从事产品质量的监督检验工作。
