聚碳酸酯熔融挤出后的物性变化
2012-12-23孙永锋王益龙王瑞姝
孙永锋,王益龙,王瑞姝
(大连理工大学化工学院高分子材料系,辽宁省大连市 116024)
聚碳酸酯熔融挤出后的物性变化
孙永锋,王益龙,王瑞姝
(大连理工大学化工学院高分子材料系,辽宁省大连市 116024)
利用配有BM分离型螺杆的单螺杆挤出机研究了聚碳酸酯(PC)颗粒在不同条件下经熔融挤出后的特性黏数([η])和熔体流动速率(MFR)的变化。结果发现:在300℃以下的挤出温度、不同螺杆转速下对烘干的PC树脂挤出加工时,基本不会改变PC的[η]和MFR,因而难以用测定[η]或相对分子质量的方法判别PC是新料还是回收料;在120℃,-0.1 MPa干燥l.0 h可保证把料彻底烘干,延长干燥时间可促进PC料的固相缩聚,提高[η],有利于PC的加工;经多次热加工的PC树脂或PC含有少量水分时,挤出产物的[η]明显下降,MFR显著变大,不利于加工。
聚碳酸酯 挤出 特性黏数 单螺杆挤出机
聚碳酸酯(PC)具有较高的机械强度和抗冲击性能,尤其是具有透明性高和制品尺寸稳定等特点,大量用于制造CD光盘、DVD光盘、汽车照明系统、矿泉水周转桶、热水杯、奶瓶等,目前广泛使用的都是中高黏度双酚A型PC树脂[1-4]。
近年,光盘的淘汰率越来越高,一些不法厂商利用废旧光盘加工成塑料饮水杯、奶瓶、矿泉水周转桶等直接饮用品包装容器,侵害了大众健康。因此,研究经过多次熔融热加工后PC的特性黏数([η])和熔体流动速率(MFR)的变化情况,探索以此方法来检测PC是新料还是回收料的可行性,研究PC的加工工艺条件对其大分子稳定性的影响,对于回收PC废料的再加工有着重要意义,既可以综合高效地利用回收品,又能促进全社会的环保和可持续发展。
1 实验部分
1.1 主要原料
PC,[η]为0.638 dL/g,蓝色颗粒,韩国LG陶氏聚碳酸酯有限公司生产;苯酚,天福精细化工有限公司生产;四氯乙烷,天津博迪化工有限公司生产。
1.2 仪器与设备
BM分离型单螺杆挤出机,螺杆直径为30 mm,长径比25,大连市第七塑料厂制造;DZF-6020型真空干燥箱,SYP精密控温玻璃水浴,控温精度±0.05℃,均为郑州英峪予华仪器厂生产;乌氏黏度计,大连理工大学玻璃仪器厂制造;BS224型电子分析天平,德国Sartorius公司生产。
1.3 熔融挤出工艺
先将PC颗粒在120℃,-0.1 MPa的真空干燥箱中干燥4 h,取出,冷却至室温,然后加入到已设置好各段温度的BM分离型单螺杆挤出机中,根据需要调节螺杆转速,分别熔融挤出,剪取该工艺条件下的纯净样条;取样时记录挤出机挤出模口处的熔体温度和熔体压力。
1.4 [η]和MFR的测定
准确称取0.125 g PC试样,加入25 mL苯酚/四氯乙烷混合溶剂(质量比1∶1),在80℃的恒温加热板上加热4 h至完全溶解,用G3沙型漏斗滤去杂质,采用乌氏黏度计在玻璃水浴中用一点法于(25.00±0.05)℃下测定产品溶液流经毛细管的时间(t),每批试样测试前先测溶剂流出时间(t0),然后按式(1)计算PC的[η]:

式中:C为试样质量浓度,0.5 g/100 mL;ηr为相对黏度,r0sp为增比黏度,spr

MFR按GB/T 3682—2000在300℃,1.2 kg负荷下测试。
2 结果与讨论
2.1 PC的[η]随螺杆转速及挤出加工温度的变化
将PC颗粒烘干,用单螺杆挤出机挤出,设定挤出机的四段温度,以第三段(均化段,此处温度最高)温度代表该螺筒温度加热条件。在该温度下变化螺杆转速,分别收集试样,测定其[η];再在相同的转速下,改变加工温度,测试[η]。
从表1看出:在同一加工温度下,随螺杆转速提高,挤出产物的[η]略有增大。这是因为螺杆转速越高,PC物料在高温下的停留时间越短,降解就越少。在四种加工温度、不同螺杆转速下,产物的[η]变化都很小。这说明加工工艺条件对PC的分子结构和相对分子质量基本无影响,即工艺条件的变化不会使PC产生明显的热降解或交联。所以,无法通过测定[η]的方法判别PC是新料还是回收料。实验过程中还发现,在230℃下挤出的样条表面粗糙,机头处的熔体压力很高,达到40~50 MPa,说明加工温度低,物料没有完全塑化好。

表1 不同挤出温度下[η]随螺杆转速的变化Tab.1Variation in[η]with screw speed at different extrusion temperaturesdL/g
从表1还看出:在相同螺杆转速下,随着挤出温度升高,产物的[η]略有提高;超过270℃后,η]略有下降,并且产品略微变黄。这说明PC在270℃以下熔融挤出时,不会引起PC大分子降解,但在300℃的高温下则会引起极少量的热氧化降解,产物的[η]略有降低。因此,PC的挤出温度应低于300℃。
2.2 PC的MFR随螺杆转速的变化
从表2看出:在不同挤出温度、不同螺杆转速下产物MFR的变化较小,说明热加工对PC的MFR影响较小,即无法通过测定相对分子质量的方法判别PC是新料还是回收料。在同一挤出温度下,螺杆转速提高,物料的停留时间缩短,产物的MFR会略有降低;在高温、低螺杆转速下,熔融PC在高温下停留时间较长,会一定程度地导致PC降解,使MFR略有增大。

表2 不同挤出温度下MFR随螺杆转速的变化Tab.2Variation in MFR with screw speed at different extrusion temperaturesg/10 min
2.3 熔体压力和熔体温度随螺杆转速的变化
从图1看出:随螺杆转速提高,熔体压力呈上升趋势,熔体温度略有降低。这是因为PC是非晶型聚合物,热熔后的熔体黏度本身较大,在挤出机料筒中输送时,螺杆转速越高输送速率越快,必然会造成机头处的熔体压力增大,同时料筒向物料传输的热量会减少,使其熔体温度降低。
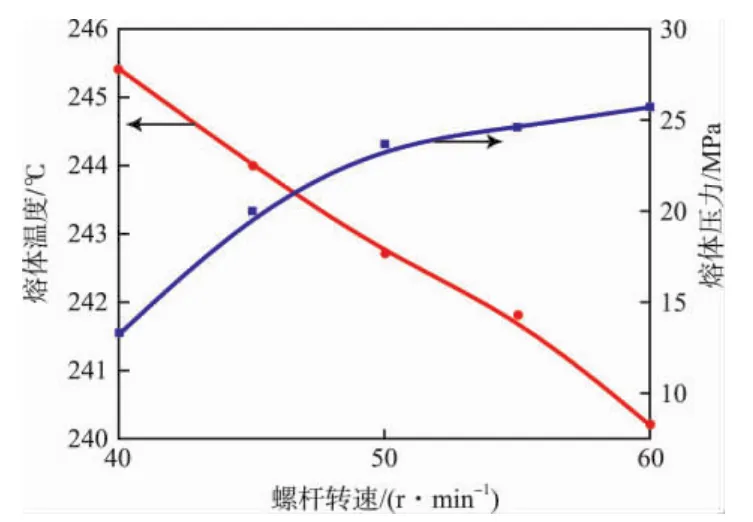
图1270 ℃挤出时机头处的熔体压力和熔体温度随螺杆转速的变化Fig.1 Variation in melt pressure and melt temperature with screw speed at 270℃
2.4 PC颗粒的真空干燥时间
从图2看出:正常贮存条件下PC颗粒自身含水量很低,只有0.18%。只要保证真空干燥l.0 h,即可使含水量降至0.01%,就可以确定物料被彻底烘干。
2.5 真空干燥时间对[η]的影响
在120℃,-0.1 MPa真空干燥时,每隔2.0 h取样测定[η]。从表3看出:随着干燥时间的延长,物料的[η]也随之提高,提高幅度远超过工艺条件引起的[η]变化量。这是因为PC颗粒属于非结晶型聚合物,分子排列相对疏松,在真空干燥时大分子间会发生一定程度的固相缩聚,生成的小分子物质会被移除,使酯化反应的平衡向右移动,使平均相对分子质量提高,造成物料的[η]升高。

图2 PC在120℃,-0.1 MPa下烘干时含水量随真空干燥时间的变化Fig.2 Variation in water content of PC with drying time at 120℃under-0.1 MPa

表3 真空干燥时间对PC固相缩聚的影响Tab.3Effect of vacuum drying time on solid phase poly condensation of the PC material
2.6 加工次数对PC的[η]影响
将PC颗粒真空干燥后,设置挤出机各段温度为220,270,270,220℃,螺杆转速为40 r/min。从表4看出:第一次挤出产物的[η]高于原料PC,第二、三次挤出产物的[η]下降较大。这是因为第一次挤出时固相缩聚和防老剂在起作用,再以后防老剂消耗尽,使热氧降解加剧。
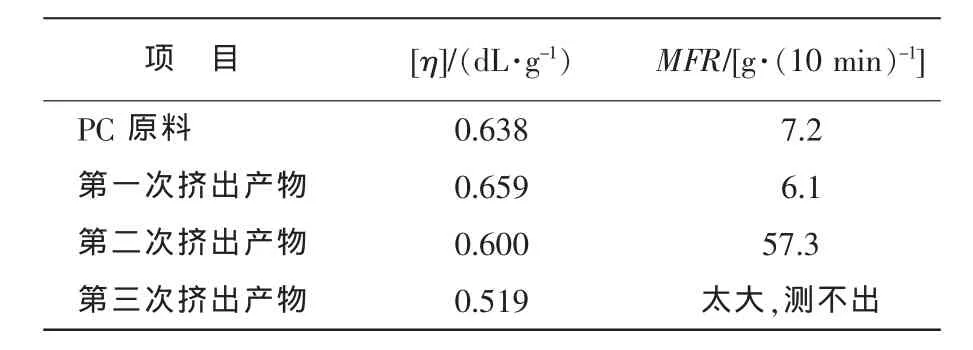
表4 PC加工次数与性能的关系Tab.4Relation between processing times and physical properties of the PC material
2.7 含水量不同的PC经加工后的变化
从表5看出:经过烘干的PC料挤出后的[η]比PC原料略高,含水量为0.18%的未烘干PC,挤出后产物的[η]下降了0.032 dL/g,MFR提高了近8倍,可见对含水的PC料挤出时,PC会发生明显的水解,导致大分子链断裂;若故意在料中喷入少量水,使含水量达到时,挤出水解更严重,[η]下降了0.100 dL/g之多,无法测出MFR。由此得知,在对PC进行挤出、注塑等成型加工之前,一定要彻底烘干原料,保持其较高的[η]和相对分子质量,否则将难以保证材料具有较好的力学性能。

表5 不同含水量PC挤出加工后[η]和MFR的变化Tab.5Variation in[η]and MFR of the PC material with different water contents after extrusion
3 结论
a)在不同挤出温度、螺杆转速下对烘干的PC料进行挤出加工时,不会明显改变物料的[η]和MFR,属于PC的一个特性,因而难以用测定[η]或相对分子质量的方法判别PC是新料还是回收料。
b)在120℃,-0.1 MPa下将PC真空干燥l.0 h,使其含水量由0.18%下降到约0.01%,可以确定物料被彻底烘干。延长真空干燥时间可以促进PC料的固相缩聚,在很小的范围内提高其[η],有利于PC的加工。
c)多次热加工PC料或PC含有水分时,会造成PC在热加工过程中发生降解,加工后产物的[η]明显下降,MFR增大,不利于PC料的加工以及制品质量的提高。
[1]肖杨,吴元欣,王存文,等.双酚A型聚碳酸酯合成技术进展[J].化工新型材料,2008,36(10):13-16.
[2]Rouabah F,Fois M,Ibos L,Mechanical and thermal properties of Polycarbonate[J].Wiley Inter Science,2008,10(3):1505-1514.
[3]杜振霞,饶国瑛,南爱玲,等.聚碳酸酯的热行为[J].高分子材料科学与工程,2003,19(3):164-167.
[4]Jang B N,Wilkite C A.TGA/FI-IR study on the thermal degradation of bisphenol A polycarbonate[J].Polym Degrad Stab,2004,86(3):419-430.
Variation in physical properties of polycarbonate after melt extrusion
Sun Yongfeng,Wang Yilong,Wang Ruishu
(Dept of Polymer Materials,Dalian University of Technology,Dalian 116024,China)
The variation in intrinsic viscosity([η])and melt flow rate(MFR)of polycarbonate(PC)particles after melt extrusion under different conditions was studied by means of a single-screw extruder equipped with a BM separable type screw.The experimental results show that the[η]and MFR have little change when the dried PC is extruded at different speeds of the extruder screw below 300℃.Therefore,it is rather difficult to judge whether the PC particles are fresh or recycled material merely according to the test of[η]or relative molecular mass.The PC material can be dried completely after being treated in a vacuum oven for an hour at 120℃under-0.1 MPa.Lengthening drying time can not only facilitate the PC′s solid phase polycondensation,but also raise its[η]and further benefit its processability.The PC extrudate′s[η]decreases obviously while its MFR increases noticeably in case the PC resin undergoes multiple thermal treatments or contains a small amount of water,which militates against the processing of the PC material.
polycarbonate;extrusion;intrinsic viscosity;single-screw extruder
TQ 322.3
B
1002-1396(2012)02-0059-04
2011-10-06。
2011-12-28。
孙永锋,1988年生,在读硕士研究生,主要从事聚合物反应挤出以及改性方面的研究。联系电话:13940839930;E-mail:happy.syfeng@163. com。
(编辑:王蕾)