碳化塔水箱带压堵漏的实践
2012-12-23陈江伟张红宝邱波三
陈江伟,张红宝,邱波三
(唐山三友化工股份有限公司,河北唐山 063305)
碳化塔水箱带压堵漏的实践
陈江伟,张红宝,邱波三
(唐山三友化工股份有限公司,河北唐山 063305)
分析了碳化塔泄露的原因,阐述了铸铁的焊接方法及带压堵漏密封胶的选取及堵漏工艺、带压堵漏的定义、带压堵漏的原理及方法选择。
碳化塔;铸铁焊接;带压堵漏;密封胶
碳化塔是纯碱生产中碳化过程的主要设备。其作用是以CO2气体和氨盐水为原料,在塔内进行化学反应,生成NaHCO3悬浮液。碳化塔泄露将直接影响到纯碱生产各项指标的完成、消耗的高低、质量的优劣。因此,碳化塔一旦发生泄露,如何消漏,以保证碳化塔正常运行,变得尤为重要。
1 碳化塔发生泄漏的原因
碳化塔内碳酸化过程是放热反应,为使反应向正方向进行,需由冷却水及时移走反应放出的热量。由于温差变化、CO2气流的扰动、碱液的冲刷以及铸造的残余应力、安装中零部件的受力不均造成的应力和运行中热胀冷缩的作用,有时会造成水箱出现裂纹。经过长时间使用,还会出现塔壁变薄,石墨化,有时甚至出现较大面积孔洞的现象。由于塔壁变薄,铸铁变性,无法焊接或不能保证焊接质量,所以需要结合其它堵漏方法。在日常实践工作中,采用焊接结合带压堵漏,现场制作卡具,压注密封胶的方法,效果显著。
2 带压堵漏技术介绍
2.1 带压堵漏的定义及其原理
带压堵漏在学术上又称为“动态密封技术”。是指在泄露已经发生,并且泄露介质在不断外泄的情况下,为了有效的减少泄露所造成的损失,采取特殊的手段进行再密封称为带压堵漏。它的工作原理是高于大气压的任何管道泄漏情况下,采用不停输不倒罐,在内部介质正常流动的情况下,堵住漏洞。方法是在泄漏部位装设专用设备,利用密封部位和专用设备之间形成的腔室,采用专用的高压注胶工具将密封胶注入腔室,并充满整个腔室空间,使密封胶的挤压力与泄漏介质的压力相平衡,建立一个新的密封结构来堵塞泄漏孔隙各通道,阻塞介质的外泄。
2.2 带压堵漏的优点及方法选择
带压堵漏的优点为:
(1)不需要停机或对系统进行隔离。
(2)不需要对系统进行泄压。
(3)节省大量的能源和人力。
(4)大大减少了因设备隔离或停机而带来的电量损失。
带压堵漏的方法有多种,根据我厂碳化塔发生泄漏的实际情况,结合各种堵漏方法的优缺点,决定选择胶堵密封法,该带压堵漏技术是目前比较安全可靠的一种技术手段,它采用特别夹具和液压注射工具,将密封剂注射到夹具与泄漏部位部分外表面所形成的密封空腔内,迅速地弥补各种复杂的泄漏缺陷。在注剂的压力大于泄漏介质压力的条件下,泄漏被强行止住,注剂自身在短时间内由塑性体转变为弹性体,形成一个有弹性的密封结构并能维持一定的工作密封比压,达到重新密封的目的。目前,国内外生产和使用的密封注剂大致分为两类:一类是热固化密封注剂,这类注剂只有达到一定温度才能由塑料体转变为弹性体,常温下则为固体;另一类是非热固化密封注剂,它适用于常温,低温及高温场合的动态密封作业要求,这类密封注剂多制成棒状固体或双组分的腻状材料,将其装在高压注枪后,在一定的压力下具有良好的注射工艺性及填充性。
堵漏装置由3个部分组成,即专用油压注射工具、密封剂和专用夹具。其中专用夹具需根据现场实际情况特别制作,属于一次性损耗品;密封剂必须根据被堵介质的性质、压力、温度等条件选用。此次采用的是非热固化密封注剂。
3 带压堵漏具体实践程序及说明
3.1 带压堵漏具体步骤
我公司8#碳化塔水箱凹陷处出现裂纹及较大面积孔洞,由于内部介质压力,出现外泄露,为尽快消除泄露,结合泄露部位特点,决定采用焊接结合带压堵漏的方法堵漏。具体程序为:钻止裂孔→焊接碳钢底板→焊接碳钢侧板→焊接上盖板、打压接头→打压试漏→涂抹E金属。
3.2 主要工序原理分析或说明
碳钢底板、碳钢侧板及上盖板焊接时均需与水箱本体焊接在一起,由于水箱本体为铸铁材质,所以焊接时要注意铸铁焊接的工艺与要求。铸铁焊接包括热焊和冷焊,在此次堵漏过程中,由于现场施工条件所限,采用冷焊方法焊接。焊接方法如下:
首先清除工件或缺陷上的油污及杂质,观察裂缝的长度及走向,开适当的坡口,开坡口时,为防止裂纹出现扩张,先在裂纹两端钻止裂孔。焊接时采用直流电源,正极性接法,在保证电弧稳定及焊透的情况下,尽量采用小电流,以减少焊接热量的输入。在施焊时,采用断续焊,且焊接时及焊后采用锤击工艺。
3.3 打压时的注意事项
打压即将密封注剂利用压力注入到图1所示焊接形成的密闭容腔里。密封注剂由于在常温下是较硬的圆棒状固体,没有流动性,但是当将其装入高压注剂枪后,随着注射压力的增加,密封注剂会受到运动摩擦和剪切效应的作用,被挤压的注剂温度升高,进而塑性和流动性增加,所需的注射压力明显减小。因此在打压过程中,要以助剂枪稳定后的压力为准,此次打压时,压力为6~7MPa,且在打压时,压力不能过大,防止将铸铁压碎,造成更大的泄露。其次,打压后,带压密封胶应该可以将介质密封,为了确定密封效果,采用肥皂水试漏,确定无泄漏后,增抹一层E金属,以巩固密封效果。
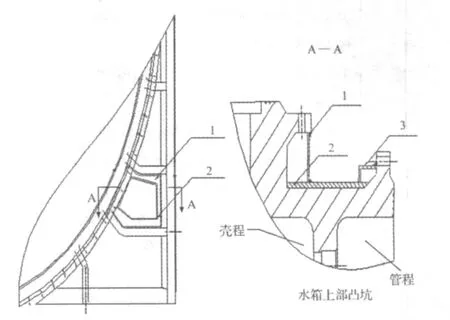
图1 碳化塔水箱凹陷处示意图
带压堵漏后的水箱泄露处,经过几个月的运行证明,密封效果显著,消除了泄露给碳化塔生产造成的不利影响,为生产的顺利进行做出了很大贡献。
TQ 114.15
B
1005-8370(2012)06-44-02
2012-06-13
