Q345R和0Cr18Ni12Mo2Ti复合板的堆焊工艺
2012-12-18徐炜*江敏李明
徐 炜* 江 敏 李 明
(浙江省工业设备安装集团有限公司第二分公司)
Q345R和0Cr18Ni12Mo2Ti复合板的堆焊工艺
徐 炜* 江 敏 李 明
(浙江省工业设备安装集团有限公司第二分公司)
对碳钢表面堆焊不锈钢进行了介绍,论述了此类管板堆焊的施工工艺。在施工过程中,通过焊接顺序、焊接工装和层间温度控制等措施来控制堆焊时的焊接变形。
管板 堆焊 变形 焊接 焊接工艺
0 前言
某公司生产装置上的一台换热器 (二盐冷却器)中的管板材质为δ=53 mm的Q345R和δ=3 mm的0Cr18Ni12Mo2Ti复合板。由于管板材料不易采购,且该换热器的交货期限短,因此决定采用在Q345R上堆焊奥氏体不锈钢的方法自制管板材料,过渡层选用A042焊条,复层选用A022焊条。
本文对碳钢表面堆焊不锈钢进行了介绍,论述了此类管板堆焊的施工工艺。在施工过程中,通过焊接顺序、焊接工装和层间温度控制等措施来控制堆焊时的焊接变形。
1 工装要求
对工装的要求考虑到了堆焊过程中的焊接变形。先将两块管板背靠背地点焊牢固,然后再将管板放在水平的平台上施行堆焊。
2 堆焊前准备
(1)管板堆焊前用砂轮机将堆焊表面打磨出金属光泽。
(2)堆焊用焊条应按规定进行烘焙,施焊时随用随取。
(3)管板堆焊前,堆焊表面应进行100%MT,按JB/T 4730—2005检验,Ⅰ级合格。
3 堆焊工艺参数
(1)过渡层堆焊前,管板堆焊侧应进行预热。过渡层堆焊时应严格控制焊接工艺参数,不可采用大电流施焊。
(2)过渡层采用焊条电弧焊堆焊,过渡层焊条A042,规格Ø4 mm。
(3)过渡层堆焊完毕,应根据基层材料和厚度进行消应力热处理。热处理温度600~640℃,保温时间2 h,按NB/T 47015—2011具体执行。热处理后对堆焊表面进行渗透检验,按JB/T 4730—2005检验,Ⅰ级合格。
(4)热处理合格后方可进行复层堆焊,堆焊时采用焊条电弧焊,焊条A022,规格Ø4 mm。
(5)复层堆焊厚度为10 mm左右,该厚度可根据变形量适当增减。
(6)堆焊方向应注意如下一些问题。
(a)环焊道堆焊:先由管板中心开始呈螺旋状向外堆焊到Ø300 mm~Ø400 mm,然后将管板的剩余堆焊部分按扇面分成4等分,由4人同时沿圆周方向从中心向外堆焊,如图1所示。
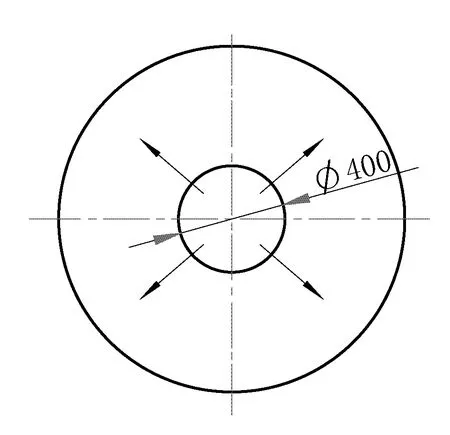
图1 环焊道堆焊
(b)直焊道堆焊:堆焊4层,先从管板中心开始堆焊至半径100 mm处,然后向外按顺序逐道对称施焊,第1、2层堆焊方向互成90°,第2、3层堆焊方向互成45°,第3、4层堆焊方向互成90°,如图2所示。
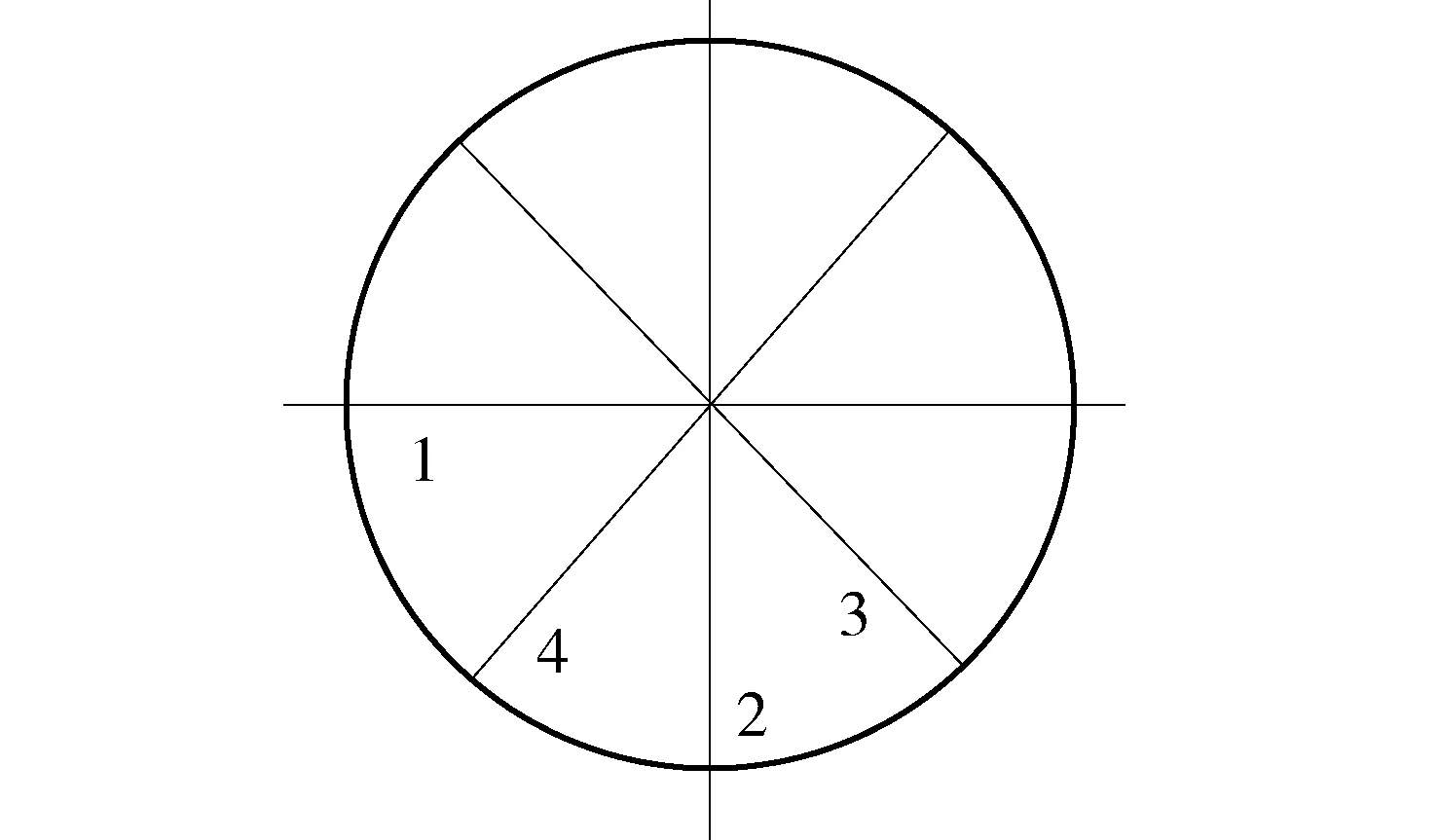
图2 直焊道堆焊
将环焊道与直焊道进行比较: (a)环焊道。当在管板上进行环形堆焊时,会产生环向应力,使管板产生角变形。随着焊道数量的增加,由管板边缘至心部,焊缝所承受的拉应力会越来越大。最后管板的变形呈锅底形。 (b)直焊道。在管板中心堆焊一条纵向直焊道,其焊缝只承受纵向和横向收缩应力,随着焊道数量的增加,远离管板中心线的堆焊,除了有长度方向的伸缩外,还有内弯曲变形,故管板堆焊后产生角变形。
由此可知,直焊道与环焊道相比,虽然都产生一定的角变形,但环焊道的拘束度比直焊道要大,所以环焊道比直焊道变形要大。因此笔者建议,选择直焊道堆焊方式进行堆焊。
(7)堆焊注意事项。
(a)层间清理。在每一层堆焊完毕后,用砂轮将其表面打磨干净,然后再进行下一层的堆焊,堆焊面不能有气孔、夹渣、裂纹等缺陷。
(b)要求层间温度不大于60℃。
(c)管板堆焊时,先将其中一块管板堆焊一层,然后将管板翻转过来,堆焊另外一块管板,这样两块管板轮换进行堆焊,可以减少焊接变形。
堆焊焊接工艺参数如表1所示。
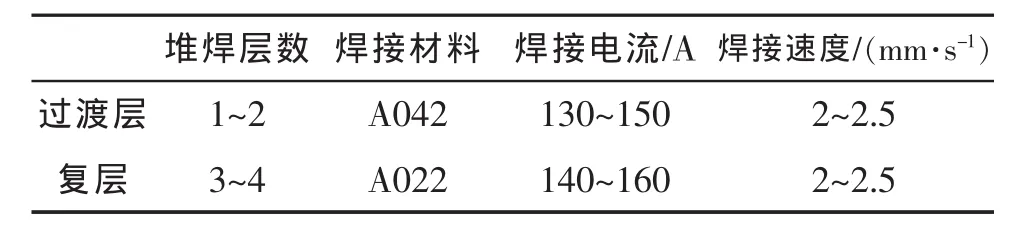
表1 堆焊焊接工艺参数
4 堆焊后检验
基层材料的堆焊表面和加工后的堆焊表层应分别进行渗透检验,按JB/T 4730—2005检验,Ⅰ级合格。
5 结语
在Q345R基层上,以A042作为过渡层堆焊焊材、A022作为复层堆焊焊材,采用上述焊接工艺进行换热器管板的堆焊,未发生堆焊层基体脱层和剥离现象。该换热器至今已运行一年,未产生任何问题。实践证明:采用合理的工艺参数包括焊接方向、焊接顺序,能有效地减少堆焊产生的变形;该管板的堆焊焊接工艺正确可行。
[1] 中国机械工程学会焊接学会.焊接手册 [M].北京:机械工业出版社,2001.
[2] 陈祝年.焊接工程师手册 [M].北京:机械工业出版社,2002.
Surfacing Welding Process of Q345R/0Cr18Ni12Mo2Ti Composite Panel
Xu WeiJiang Min Li Ming
Described the surfacing welding of stainless steel on the surface of carbon steel,and introduced the construction technology of this kind of tube sheets.During the process,the welding deformation could be controlled by controlling welding sequence,welding fixture as well as layer temperature.
Tube sheet;Surfacing welding;Deformation;Welding;Welding process
TG 455
*徐炜,男,1976年生,工程师。衢州市,324004。
2012-05-12)