盘磨机磨盘间隙的测量与调节方法
2012-11-27姚俊王平
姚俊王平
(天津科技大学机械工程学院,天津,300222)
盘磨机磨盘间隙的测量与调节方法
姚俊王平
(天津科技大学机械工程学院,天津,300222)
盘磨机磨浆时受各种因素影响,磨盘间隙极易发生变化,磨盘间隙的测量与调节直接关系到磨浆或打浆质量和磨片寿命。本文首先介绍了盘磨机磨盘间隙的测量方法,着重介绍了国外专利中提到的磨盘间隙在线测量的方法和技术,包括直接测量和间接测量;然后介绍了常用的磨盘间隙调节方法;并对各种磨盘间隙测量和调节方法的特点和应用范围进行了分析。
盘磨机;磨盘间隙;测量;调节
盘磨机由于结构简单、稳定性强,能适应多种磨浆工艺,在制浆造纸中有着不可替代的地位,经历了60多年的发展保持长盛不衰,至今仍然是最主要的磨浆和打浆设备。
要获得性能优良的浆料,纤维必须受到充分且适度的碾压、切断、分丝和帚化,为了保证磨浆质量,通常将盘磨机精磨区的磨盘间隙 (简称磨盘间隙)保持在到1/100 mm。但如果磨盘间隙过小,往往会发生碰磨现象而严重影响磨片的使用寿命;另一方面,在磨浆或打浆之前按要求调节的磨盘间隙,在磨浆过程中由于浆料压力和温度变化、动盘受力不均匀、磨盘间隙调整机构变形或磨片磨损等原因极易发生变化,所以实现磨盘间隙的在线调节与实时控制很有必要,同时也是盘磨机控制技术发展的方向。
本文在分析国内外相关专利和期刊文献的基础上,首先介绍了盘磨机磨盘间隙的测量方法,其中着重介绍了磨盘间隙在线测量的方法和技术,包括直接测量和间接测量,然后介绍了常用的磨盘间隙调节方法,并对各种磨盘间隙测量和调节方法的特点和应用范围进行了分析。以期对盘磨机磨盘间隙在线测量和调节装置的开发提供参考。
1 盘磨机磨盘间隙的测量方法
盘磨机磨盘间隙的测量主要是为磨盘间隙的调节提供依据,磨盘间隙的测量分为直接测量和间接测量两类,也可分为静态测量和 (动态)在线测量。静态测量是在磨浆之前或之间停机测量磨盘间隙,在线测量是在磨浆过程中测量磨盘间隙。由于在线测量时难以直接获取间隙值,所以可以通过磨浆区内的压力、载荷、温度或轴承座处振动等参数间接测量磨盘间隙[1]。
1.1 磨盘间隙的直接测量法
1.1.1 游标卡尺测量法
游标卡尺测量法是将标尺固定在基座上,指针固定在主轴轴套上,指针随轴套移动,指针的指示值直接反映了两磨盘之间的间隙。但随着磨片的不断磨损,其间隙实际值无法获得,需要频繁地调零,对操作人员的技术要求很高[2-3]。该方法虽然简单直接却存在较大的误差,对于新型盘磨机,这种方法一般只作辅助测量。
1.1.2 电磁感应测量法
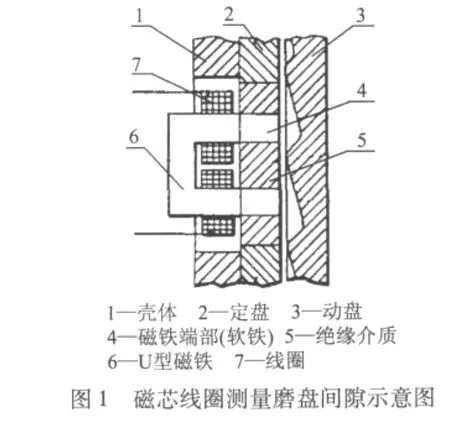
在盘磨机开发的早期,人们主要基于法拉第电磁感应定律的原理,发明了以磁芯和线圈 (如图1所示)为基础结构反映或测量盘磨机磨盘间隙的装置。本文将此类测量方法统称为电磁感应测量法。
1951年,美国Donald E.Garr等人发表了磨盘间隙控制的专利,其核心部件如图1所示。从图1可见,磁铁 (U型磁铁6与软铁4)插入定盘2的孔洞内,用绝缘介质5将其与定盘2隔绝开,由U型磁铁6、软铁4、两盘间隙和动盘3构成磁通回路,线圈7缠绕在磁铁两侧。绝缘介质5要求绝缘、绝热且耐磨性好,与磨片磨损速度相同。采用惠斯通电桥放大电路,当磨盘间隙发生变化出现电压不平衡时,驱动调节电机正、反转调节磨盘间隙的大小,直至达到新的平衡[5]。该装置的发明为磨盘间隙的测量和调整提供了新的思路,该方法在早期的盘磨机上应用较广泛。

1989年,Juhani Karna等人在专利中提出将线圈缠绕在磨齿上进行测量的线圈安装方式[4],但该方法需要专门设计的定盘磨齿来安装测量装置。
1970年加拿大William D.May等人发明了在定盘面圆周上等距安装数个线圈,背面相应位置安装相同数量的氖气灯泡并与线圈相连,在动盘面等径圆周上安装磁芯。工作时,当两磨盘间隙足够小,磁通量变化较大,产生的感应电动势超过初始设定值便点亮了背面的氖气灯泡,氖气灯泡亮度的强弱便反映了磨盘间隙的大小。当个别灯泡发光,其他灯泡熄灭,或亮度不一致时,说明两盘面不平行,局部间隙不等,可能由于磨盘振动或盘面发生倾斜[6]。这一发明使得磨盘间隙测量结果可视化。
1974年美国Jack D.Jewell等人提出用电感差动变压器直线位移传感器 (LVDT)组成伺服系统,将磨盘间隙的测量信号与信号源发出的理想间隙信号进行比较,从而输出命令控制伺服阀的开闭,以液压方式调节磨盘间隙;当传感器信号与理想信号一致时便关闭伺服阀,磨盘间隙保持恒定。如图2所示,电感直线位移传感器1和3安装在U型支架2上,分别测量基座扭曲带来的定盘位移和主轴轴向移动产生的动盘位移[7]。
1990年HectorN.Guerrero等人发明了如图3所示的磁性邻接传感器测磨盘间隙的方法,其特点是传感器安装在磨盘外圆表面,既能免除置于磨区中隔绝磁芯的特殊介质的制备,又能测出含有磨片磨损的磨盘间隙。此外传感器的外形设置成L型,共有3个端部。补偿线圈1产生的电压对次级线圈2产生的电压起到补偿修正作用,使结果更加精确[8]。
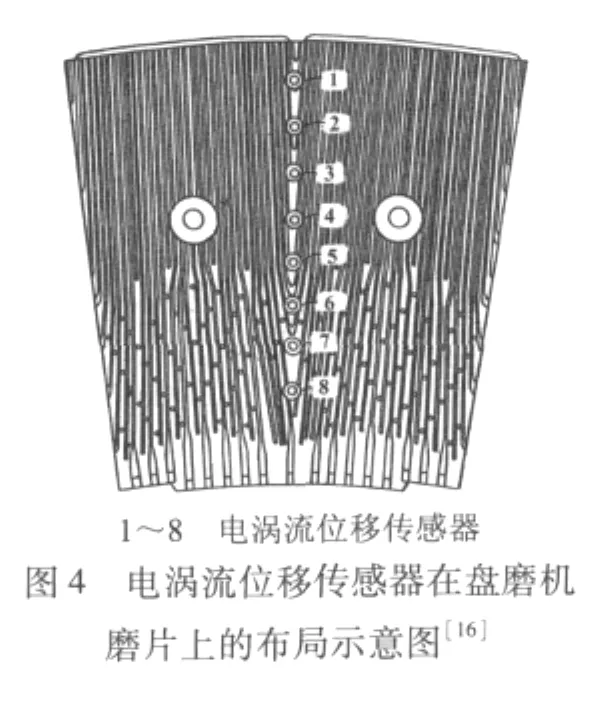
1989年美国Darryl Dodson-Edgars等人将数个电涡流位移传感器安装在定盘磨片上 (如图4所示),传感器输出信号随着磨盘间隙的变化而改变,从而根据信号幅值大小测出磨盘间隙和磨损位置[9]。国内有关盘磨机磨盘间隙直接测量方法的研究较少,具有代表性的是2004年王宝金论述了直接将电涡流式位移传感器置于定盘靠近边缘圆周上的孔内,结合超声波测厚仪,将电涡流传感器测量的距离减去测厚传感器测得的定磨片的厚度,再加上定磨片背面至电涡流传感器探头表面的距离,得到磨盘的实际间隙。此方法考虑了由两磨盘磨损带来的间隙变化,可以得到较精确的测量[2]。还有2008年张辉论述了使用电涡流传感器直接测量磨盘间隙的方法,并发表了相关专利[3]。
电磁感应测量法原理简单,如果将感应装置安装在定盘上则需要专用特制的磨片,需要解决磨片磨损问题;如果安装在磨浆区外部 (磁性邻接传感器)则可以避免上述问题,但可能会受到浆料流动的影响;如果安装在磨浆区的外部 (LVDT法),则不会受到浆料流动的影响,但不能测量磨盘的磨损情况。所以,在盘磨机磨浆区外部测量磨盘间隙的方法是工程中比较实用的测量方法。
1.2 磨盘间隙的间接测量法
1.2.1 通过测量振动控制磨盘碰磨
由于磨盘间隙的直接测量很难排除误差,很多专家学者另辟蹊径。通过测量磨浆区浆料的压力、温度或磨盘振动等参数间接测量和调节磨盘间隙。
1986年新西兰Donald M.Whyte等人发表了通过测量磨盘振动防止磨盘碰磨的专利[10],总结出如图5所示的规律:在发生碰磨前7 s,由于盘间浆料的减少,处于正常工作状态下的振幅会在前2 s内降到最低,在接下来的3.5 s内保持一个较低的稳态值,然后快速地在1 s内达到振幅的最大值,此时即将发生碰磨,图中点1为碰磨时达到的最大振幅值。该专利将振动传感器安装在磨浆区附近或支撑轴承座上,通过碰磨前的振动规律及时调大间隙阻止碰磨的发生。
2007年卢森堡Bruce R.Crossley等人发表了类似阻止盘磨机碰磨的专利,测振动的传感器安装于定盘背面,A/D转换器将测量的振幅值转化为能被计算机识别的数字信号,再与预先设定的幅值进行比较,当超过设定值时,控制系统立刻对间隙进行调节[11]。
1.2.2 测量磨浆区压力或温度调节磨盘间隙
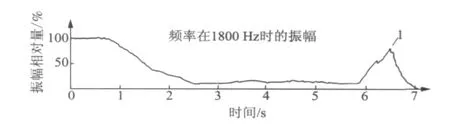
图5 盘磨机在发生碰磨前7 s的振幅变化情况[8]
磨浆区压力、温度、载荷等的变化都间接反映了磨盘间隙的变化。如图6所示是1971年加拿大Howard W.H.Jones等人的专利,提出了使用压力传感器同时测量工作时两磨盘间压力和加压装置液压油缸提供的压力,并比较两者的差值从而控制稀释进水管开关,通过注入稀释水的多少来调节或者平衡磨浆区压力[12]。1996年加拿大Bruce J.Allison等人发表了使用传感器测主电机载荷,并找出主电机载荷与磨盘间隙的关系从而控制磨盘间隙的专利[13]。
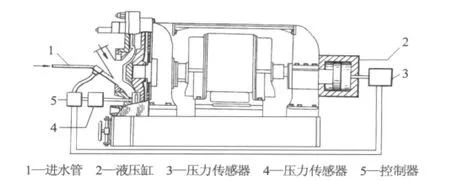
图6 单盘磨机磨盘间隙压力平衡控制法示意图[12]
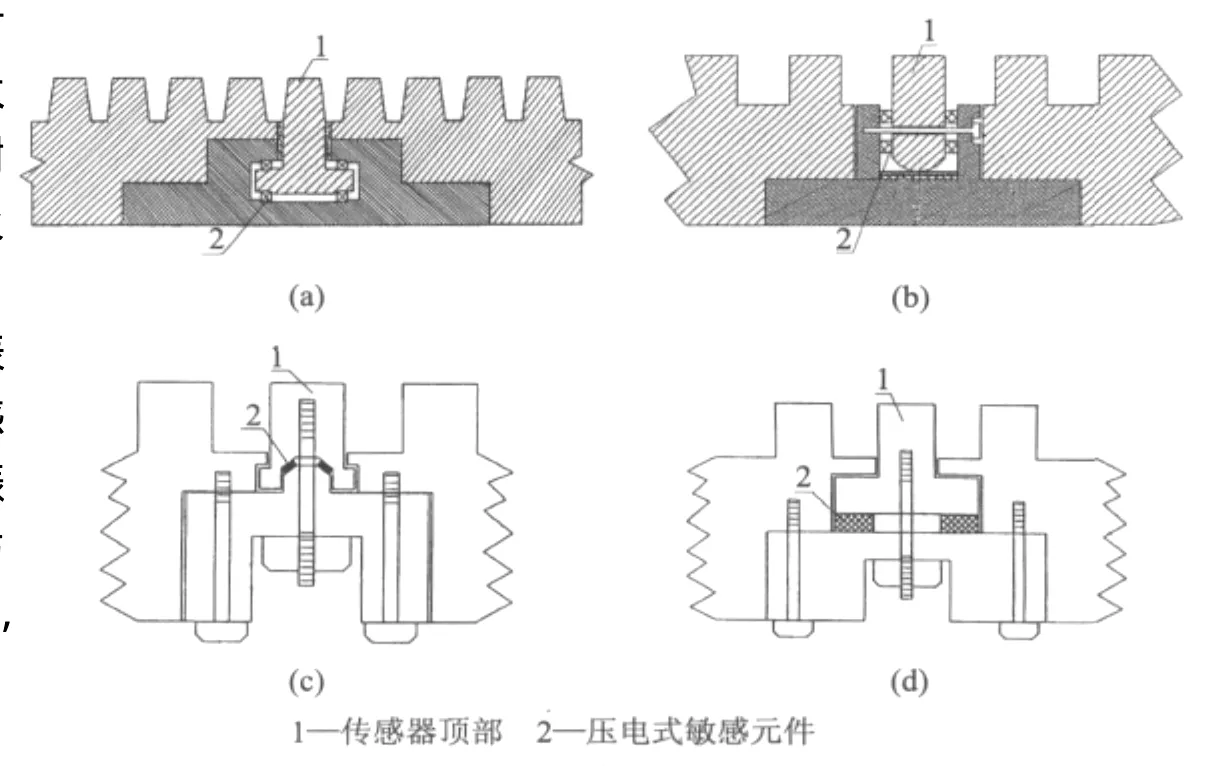
图7 压电式力传感器在磨盘上的布置方式[15]
1998年瑞典Ola Johansson.Timra等人提出使用应变材料制成磨齿的形状并安装于磨盘磨面上,从而测量磨片磨齿的受力进而调节磨盘间隙的方法[14]。2005年Alan Henry Bankes等人发明了使用压电式传感器测量工作时,用磨齿所受的正应力和剪切力来调节磨盘间隙的方法。该专利介绍了多种传感器敏感元件和测量磨齿的安装布置方式,其中4种布置方式如图7所示,这4种布置方式有一个共同点为:传感器顶部1的材质、形状、高度、磨损速度与磨齿的相同[15]。
2009年美国Ola M.Johansson等人发明了测量磨浆区温度的方法。如图8所示,电阻式温度传感器(RTD)包裹在绝缘体1中,再使用耐高温的物质(如环氧树脂)粘黏在磨片通孔内。绝缘体1要求使用绝缘绝热且耐腐蚀的材料制成。多个传感器的布局方式类似于图4,不同位置的传感器测出相应区域的温度值,输入计算机 (包含校准模块)处理,从而根据温度与间隙的规律进行磨盘间隙的调节[16]。

图8 温度传感器局部放大图[16]
在磨盘间隙间接测量方法中,测量振动的方法操作简便易行,但无法准确测量磨片间隙变化情况,主要用作避免磨盘碰磨;压力平衡控制方法主要应用于低浓盘磨机;测量磨齿应力、磨浆区温度的方法(图7、图8)可以准确地测量磨盘间隙,易于实现在线测量,其缺点是需要采用专用磨片,尽管如此,这两种方法目前受到多家研究机构的关注,是盘磨机的研究热点。
2 盘磨机间隙调节方法
2.1 机械式调节法
2.1.1 手动调节法
手动调节法是依据游标卡尺间隙测量值和主电机电流手动调节磨片间隙,现通常只在某些小型盘磨机上使用,或作为机械式自动调节和液压式调节的辅助调节方式用于盘磨机主轴的微进给,如图9所示。其手动调节可表述为:由于半轴11空套在蜗轮12的孔内,两者间设有导向键,操纵手柄13使半轴11与离合器10脱离,此时自动进给系统失效;转动手轮7,通过零件蜗杆9-蜗轮6-丝杠5的配合,使动盘4实现前进或后退[17]。与此不同,文献 [18]使用了一种差动螺旋机构代替丝杠机构,即在同一根螺杆上两段螺纹的导程不同,使不能转动但能移动的定盘与螺杆配合,这样转动蜗杆就会因导程差而实现定盘的移动进给或后退,该机构结构简单易于制造[18]。
另外文献[19]采用杠杆式的调节移动机构调节磨盘间隙。主要由杠杆机构和测微机构组成,可以实现抬起杠杆手柄两磨盘合拢,再借助丝杠较精确调节磨盘间隙;压下杠杆手柄,可以迅速拉开磨盘一定距离,用于紧急处理异常情况[19]。
在机械式调节方法中蜗杆蜗轮机构调整精度较高,目前主要应用在中、小型盘磨机的磨盘间隙调整。
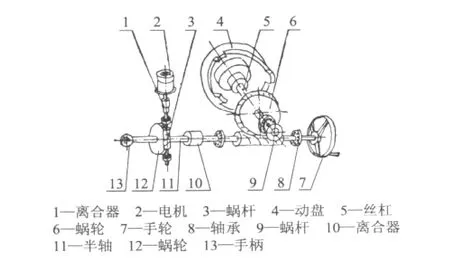
图9 典型的磨盘间隙机械调节机构示意图[17]
2.1.2 自动调节法
机械式自动进给机构一般是按照预先设定的转换电路或者已编制的控制程序正反向驱动小型电机带动蜗轮螺旋传动机构,实现动盘的自动进给和后退。如图9所示,操作手柄13合上离合器10,进入自动调节模式,电机2驱动蜗杆3旋转,带动蜗轮12和同轴的蜗杆9转动,再驱动蜗轮6转动,蜗轮6中心的螺纹孔驱动丝杠5转动,从而带动动盘4前进或者后退。蜗杆蜗轮机构的自锁功能确保了调整好的磨盘间隙不受负载变化的影响。但由于蜗杆、蜗轮和螺纹的加工误差和磨损的影响,调节精度有限。机械式自动调节法省时省力,多用于中小型盘磨机磨片间隙的调节[2-3]。
2.2 液压式调节法
液压式调节法就是采用液压加压系统的三位四通电磁换向阀控制油压,实现动磨盘较精确的进给和后退运动。加压油缸的空套式活塞杆与前轴承组联在一起,在液压油的作用下实现主轴移动,并在工作时提供研磨所需的工作压力。液压加压系统一般有定位式和压力式两种调节方法[20-25]。图10是舒服华博士针对某造纸厂Ф500盘磨机生产中移动磨盘进刀速度波动大、两磨盘间隙稳定性差、易受负载变化的影响、盘磨机功率不恒定等问题对原有液压系统做的改进原理图,他在原有液压系统上将进油节流调速回路改为回流节流调速回路,用比例溢流阀代替先导式溢流阀,并增加了1个液压锁,有效克制在稳定状态时,由于油的泄漏导致油缸左右移动带来的磨盘间隙变化[26]。不同型号盘磨机液压系统与此类似,图10具有一定的代表性。
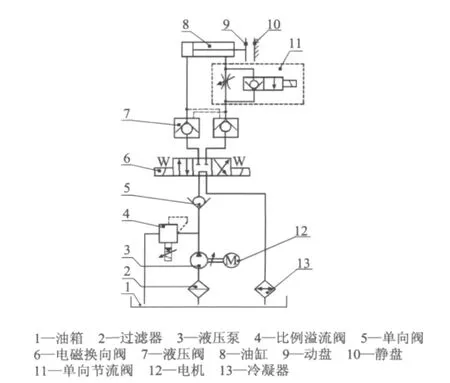
图10 盘磨机磨盘间隙液压控制系统示意图[26]
使用液压系统调节磨盘间隙,其结构简单却灵活方便,工作寿命长、稳定性好、易于实现自动控制,目前已成为大、中型盘磨机主要的调节方法[27]。
3 结论与展望
3.1 磨盘间隙直接测量方法大多简便易行,但要在新型盘磨机中再次得到广泛应用,必须解决磨片磨损给间隙测量带来误差和特制专用磨片成本高的问题,并保证测量的可行性和稳定性。
3.2 在磨盘间隙间接测量方法中,综合考虑准确性、可行性和稳定性,测量磨齿应力、磨浆区温度的方法可以准确地反应磨盘间隙,易于实现在线测量,其缺点是需要采用专用磨片。这两种方法目前受到多家研究机构的关注,逐渐成为发展的方向。
3.3 磨盘间隙的调节方法有机械式加压和液压加压两类,其中机械式调节方法主要应用于中、小型盘磨机;液压式加压由于结构简单灵活、易于实现自动控制、使用寿命长,已成为大、中型盘磨机主要的调节方法。
3.4 盘磨机磨盘间隙在线测量是实现盘磨机实时控制的关键,是盘磨机发展的方向。该技术可实现磨盘间隙精确的实时调节和控制,提高打浆质量,延长盘磨机磨片的使用寿命。
[1] 张 辉.李忠正.盘式磨浆机技术研究进展与趋势[J].中国造纸,2007,26(26):40.
[2] 王宝金.热磨机磨盘实际间隙精确测量与主轴运行状态检测的研究[D].南京:南京林业大学,2004.
[3] 张 辉.造纸盘式磨浆机磨浆间隙在线、精确测量技术原理与方法[D].南京:南京林业大学,2008.
[4] Juhani Karna.Method and device for measuring the distance between the discs of a refiner using a measurement of the magnetic flux induced between the discs:US,4878020[P].1989-10-31 .
[5] Donald E Garr.Clearance control:US,2548599[P].1951-04-10.
[6] William D May.System for displaying out-of-tram measurements in disc refiners:US,3500179[P].1970-03-10.
[7] Jack D Jewell.Refiner plate clearance control system:US,3799456[P].1974-03-26.
[8] Hector N Guerrero.Magnetic proximity sensor for measuring gap between opposed refiner plates:US,4950986[P].1990-08-21.
[9] Darryl Dodson-Edgars.Gap,wear and tram measurement system and method for grinding machines:US,4820980[P],1989-04-11.
[10] Donald M Whyte.Methods of and/or apparatus for detecting and controlling refiner plate clearance:US,4627578[P].1986-12-09.
[11] Bruce R Crossley.Refining member clash control method:US,7309036B2[P].2007-12-18.
[12] Howard W H Jones.Refiner control:US,3617006[P].1971-11-02.
[13] Bruce J Allison.Automatic refiner load control:US,5500088[P].1996-03-19.
[14] Ola Johansson.Timra.Measuring Device for refiners:US,5747707[P].1998-05-05.
[15] Alan Henry Bankes.Refiner force sensor:US,6840470B2 [P].2005-01-11.
[16] Ola M.Johansson.Refiner disk sensor and sensor refiner disk:US,7520460B2[P].2009-04-21.
[17] 马国玮.关于盘磨机机械结构设计的探讨[J].上海造纸,1991,22(3):64.
[18] 张汝明.介绍一种新型圆盘磨机[J].天津造纸,1992(4):43.
[19] 杨勃坚.ZDP23型高浓度磨浆机[J].中国造纸,1987(5):23.
[20] 陈克复.制浆造纸机械与设备[M].2版.北京:中国轻工业出版社,2003.
[21] 刘延俊.陈正洪.周以齐.1000双盘磨浆机液压系统设计[J].液压与气动,2002(9):17.
[21] 于顺科.梅 莉.高浓盘磨机液压系统的设计[J].中国造纸,1997,16(1):24.
[23] 王泽刚.魏光明.刘延俊.电液伺服系统在高浓磨浆机上的应用于维护[J].中华纸业,2010,31(24):74.
[24] 秦 利.尚增温.张秀英.高浓磨浆机液压控制系统[J].液压与气动,1993(2):22.
[25] 王泽刚.刘延俊.任慧丽.热磨机液压润滑系统的设计与优化[J].中华纸业,2008(14):62.
[26] 舒服华.双盘磨浆机液压控制系统的改进设计[J].纸和造纸,2008,27(1):58.
[27] 明治凯.HSR-54A/A盘磨结构原理及故障分析处理[D].成都:四川大学,2006. CPP
Methods of Measuring and Adjusting Plate Clearance of Disc Refiner
YAO Jun*WANG Ping
(College of Mechanical Engineering,Tianjin University of Science& Technology,Tianjin,300222)
The plate clearance of disc refiner is very easy to be changed as the refiner is affected by many factors in its operation,the plate clearance is the key parameter,its measurement and adjustment are directly related to the refining quality of the pulp and the plate life.Firstly,the paper introduces the methods of measuring plate clearance of disc refiner,especially the methods and technologies of on-line measurement in foreign patents which include direct and indirect measurement;then recommends the general methods of adjusting the plate clearance,and analyses the characteristics and applicability of all these measuring and adjusting methods.
disc refiner;plate clearance;measurement;adjustment
TS734+.1
A
0254-508X(2012)01-0067-05
姚 俊先生,在读硕士研究生;主要研究方向:机械制造及其自动化。
(*E-mail:yaoyao06015122@126.com)
2011-08-08(修改稿)
国家自然科学基金资助项目 (50675155)。
(责任编辑:常 青)
