BEH电除尘器安装质量问题及解决措施探讨
2012-11-22邱雄发
张 瑾,邱雄发
(福建龙净环保股份有限公司,福建 龙岩 364000)
BEH电除尘器安装质量问题及解决措施探讨
张 瑾,邱雄发
(福建龙净环保股份有限公司,福建 龙岩 364000)
探讨了BEH型电除尘器在安装过程中如何控制焊接质量,减少漏风、提高振打力传递效果,以及极间距调整和阻流板安装等若干质量关键点的常见问题和解决措施。指出通过有效监控和提高安装质量,可消除电除尘器的安装质量隐患,能够更好地发挥电除尘设备性能,提升电除尘整机质量,从而保障电除尘实现低排放。
电除尘器;漏风率;振打系统;极距;安装质量;除尘效率
电除尘器是火力发电厂主要的辅机设备,由于体积较大、整体钢结构的特点,采取部件出厂、现场安装的组合工艺,因此现场的施工安装质量的好坏将会直接影响除尘设备的整机性能。现役电除尘设备中,由于未按设计规范要求安装或存在安装缺陷,导致电除尘性能没有得到充分发挥,降低电除尘效率的情况时有发生。电除尘设备的安装过程,是一项技术性很强的工作,要把握好电除尘的安装质量,就要了解影响电除尘器性能的安装因素。本文重点对BEH型电除尘器的控制焊接质量、保证漏风率和振打力传递、极间距调整以及阻流板安装等关键点进行了剖析,探讨了如何提高电除尘器的安装质量,以实现排放的严格要求。
1 控制电除尘器的漏风率
漏风率是电除尘器性能考核指标之一,一般要求≤2.5%,有些情况下甚至更低。电除尘器一般处于负压运行,漏风率高不但增大了处理烟气量,而且将会导致设备的腐蚀(特别是燃用含硫量较高的煤种时),如果漏风源在喇叭处还将会影响气流分布,如果漏风源在灰斗处还将造成下灰结块导致堵灰,严重影响电除尘器的正常运行。因此应该严格按照图纸要求焊接,掌握焊接形式、焊接工艺、焊缝高度等,注意检查隐秘处的焊缝,特别需要注意以下方面:
(1)灰斗、喇叭、壳体墙板在满足吊装机械足够起吊重量的前提下,尽可能实现地面拼装,这是安装现场保证焊接质量的最有效方法。
(2)墙板、喇叭、灰斗有很多外部焊缝须在高空中焊接,焊接难度较大,因而是保证漏风率的重要环节。大部分焊缝需要通过搭建支架进行焊接,有些位置焊缝比较隐蔽容易疏漏,与保温施工又容易交错以致出现遗漏,所以该处焊缝要按停工待检要求进行检查。
(3)煤油有很强的渗透性,煤油渗透试验可以用于检查焊缝质量,对于具备煤油渗透试验的焊缝,如喇叭板焊缝和灰斗板焊缝,在这些焊缝中有很多都是拼接焊缝,焊接过程容易出现气孔等焊接缺陷,因此建议对拼接焊缝要做煤油渗透试验。
(4)顶板是隔离电场烟气与绝缘室(保温箱)的重要部件,该处的焊接质量将直接关系到绝缘室内绝缘件的绝缘性能,对于顶板焊缝质量的检查要认真、细致、全面。
(5)保温箱是隔离外部环境和绝缘件的部件,由众多片状板块拼接而成,保温箱顶板直接裸露,一个极小的孔隙漏风源,都会加大漏风率。因此在保温箱顶板焊好以后,要进行渗透试验或泼水渗透试验。
2 确保阴、阳极振打力传递路径上的焊接质量和安装精度
BEH型电除尘器采用顶部电磁锤振打,振打力分布上大下小,与吸附在阴、阳极上的粉尘上细下粗需要上部大下部小的振打力相吻合,同时振打力对阴极无切向剪切破坏,避免阴极断线的发生。合理的振打结构,加上良好的安装质量,能更好地实现振打力的传递,达到好的清灰效果。
(1)BEH型电除尘器阴极振打系统有吊打分开的专利技术,见图1。振打力传递的每一处焊接质量和要求都关系到振打力的有效传递。图2是阴极吊、砧梁连接插销处的焊接要求,左侧焊接符号体现的是吊梁吊耳和插销垫板间的焊接,明确了只须焊接两条竖焊缝,其余焊缝无需焊接,在此特别强调吊梁吊耳和砧梁侧面不得焊接,否则将失去吊打分开的设计意图。右侧是插销圆钢的焊接(图2中的数字5、8表示焊接高度)。图3中的左侧是阴极下振打杆与阴极砧梁的焊接要求,此处不仅有高度要求,而且要求振打杆的上下位置圆周上都要焊,但不得将振打杆和吊杆组件的套管焊,否则也失去了吊打分开的设计意图。右侧是阴极框架主桅杆的焊接要求,反“U”型凹槽的焊接不仅要按照工艺规范,并且要焊满。由于每一处反“U”型凹槽焊缝所对应的是一排阴极框架,所以每一处反“U”型凹槽焊缝的焊接质量若达不到要求,其对应的阴极框架将会失去作用,可见影响之大(图3中的数字8表示焊接高度)。
(2)阳极振打砧与极板的联接焊接容易变形,因此对阳极振打砧的焊接有严谨的规范要求。图4、图5中的数字表示的是焊接顺序,焊接过程中必须严格按顺序进行,否则将容易导致设备整体变形。图6表示的是焊接要求,明确了焊接形式和焊接高度,与阴极焊接一样,焊缝高度未达到标注值时,振打力将受到影响(图6中的数字6、10表示焊接高度)。图7是极板板排悬吊焊接要求,对该位置垫板的安装不仅明确了就位时要方正,而且也明确了只焊两条竖焊缝,否则不仅振打力将产生衰减,而且振打力将会对焊缝产生剪切(图7中的数字5、8表示焊接高度)。

图1 阴极振打路径

图2 吊砧梁间连接焊要求

图3 阴极下振打杆与阴极框架焊接要求
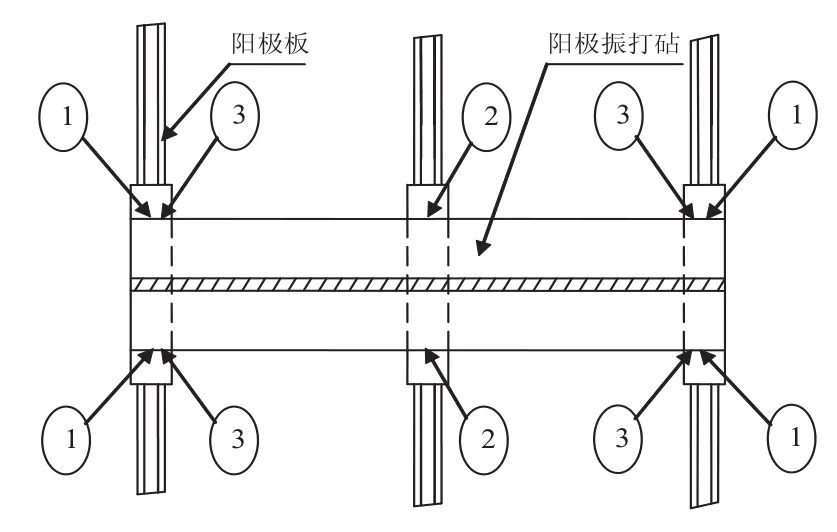
图4 阳极振打砧焊接顺序
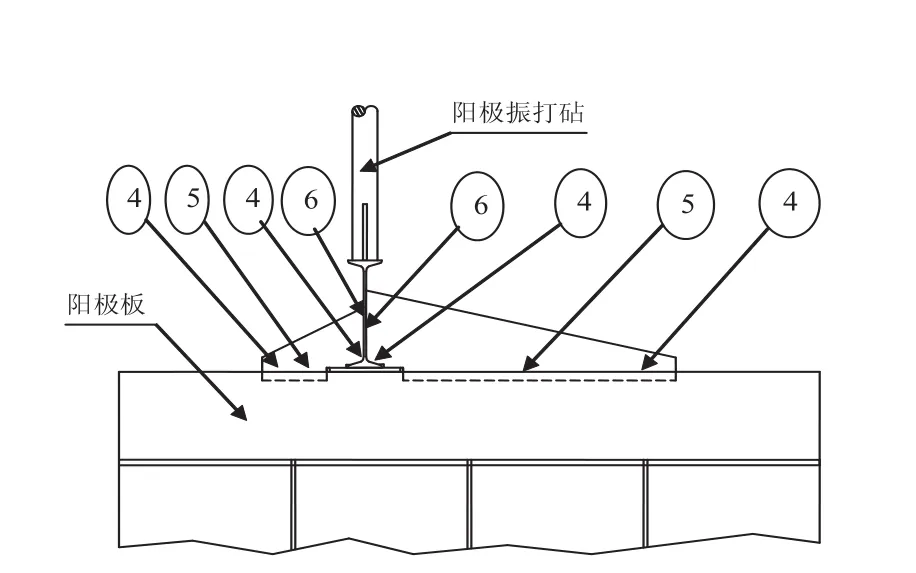
图5 阳极振打砧焊接顺序
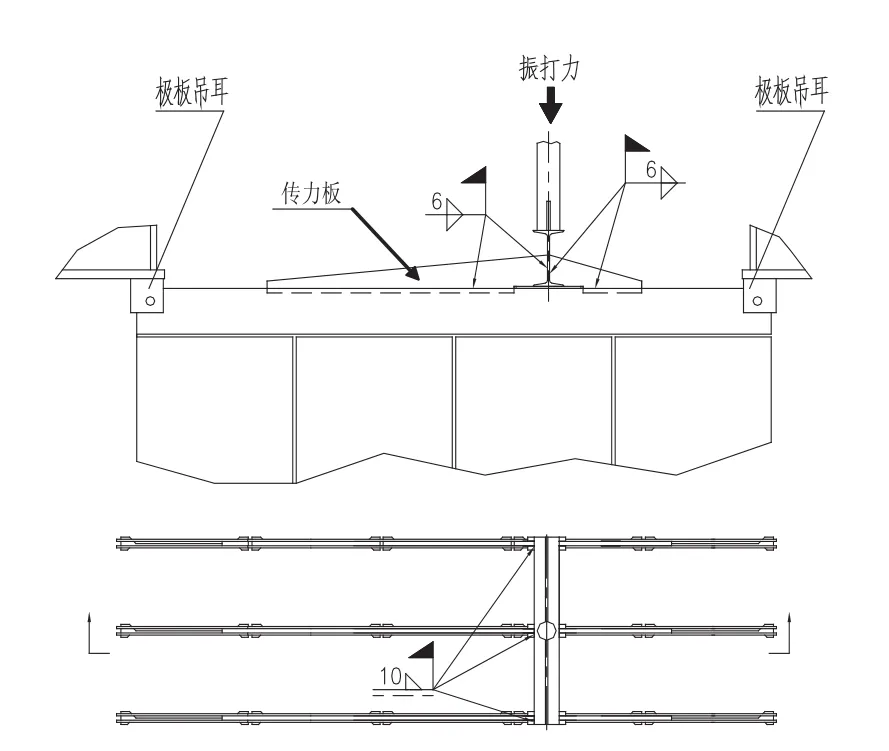
图6 阳极传力板焊接要求
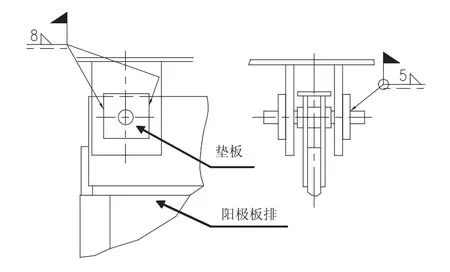
图7 阳极板排悬吊焊接要求
从图4~图7可见,对振打路径焊接符号的领会以及对结构的了解,是落实振打系统焊接质量的关键。上述阴、阳极振打路径上的各处焊接质量及要求,都关系到振打力的传递。
3 按规范就位并调整极板,确保异极距在±10mm以内
电除尘器二次电压的高低是实现除尘效率的关键,而二次电压主要取决于阴阳极间距是否达到要求。实践证明,电场中只要一个点的异极距减少10mm,二次电压将下降2.5kV以上,从电场伏安特性可知,当电场起晕达到临界电晕电压时,一个微小的电压增量,就会引起相当大的电流增长并使除尘效率明显提高,所以极间距是否合格,是除尘效率能否满足设计要求的重要关键点。许多电除尘器除尘效率未能达到设计要求,主要原因就是极间距没有达到要求,严格按照《安装说明书》规定的吊装方法吊装阴阳极是保证极间距合格的基础,然后按照正确方法调整极间距是保证极间距合格的关键。为便于安装,BEH电除尘器极板采用左右横竖孔悬挂,图8是阳极板排吊入电场后的原始状态。阳极板排就位后调整步骤不正确,导致极板排无法调整到位是影响极间距的主要原因,所以须按以下步骤调整:
(1)极板吊入电场后,可以用葫芦抬高同一电场第一排极板和最后一排极板的竖孔,至极板排处于自由状态下时铅垂,摆正吊耳的悬挂插销及插销垫板后,再点焊插销和插销垫板;
(2)通过已就位的第一排极板和最后一排极板,找出该电场极板垂直悬挂状态下的基准线;
(3)通过葫芦并参照基准线,依次抬高每排极板的竖孔到水平状态,然后摆正插销及插销垫板后再点焊竖孔端插销和垫板;
(4)确认极板排铅垂悬挂后,再转入板面及极间距的调整。

图8 阳极板排吊入电场的原始状态
4 重视阻流板的安装质量
为防止烟气短路,发生烟气直接逃逸,电除尘器内部都设有阻流装置。在阻流装置的设计中,侧部阻流板的安装质量如果达不到图纸要求,影响尤其显著。图9为侧部阻流板的俯视图,从图9中可看出,为防止烟尘沿斜箭头方向逃逸,在最边缘极板处不仅设阻流板,而且在阻流板上设置了阻流板包角,同时在出口处也设有阻流板和阻流板包角,包角使该处的空间被严密隔离。

图9 侧部阻流板安装示意
影响阻流板安装的因素有:
(1)阻流板与极板定位耙、壳体承压件、墙板爬把都可能干涉,需要在现场根据实际情况切割、修整侧部阻流板,安装过程中要求施工认真细致,否则有可能使空隙偏大从而导致气流逃逸;
(2)侧部阻流板需现场就位后拼装,拼装过程容易产生缝隙;
(3)壳体立柱的安装误差,将在侧部阻板位置,通过间隙增大的方式显现;
(4)要重视对侧部阻流板安装质量的检查,需要从电场下部到极板上端,进行认真检查。
以上因素都可能使该位置粉尘逃逸,应对侧部阻流板的安装质量进行安装前预警、过程中监控,验收时100%检查。
曾有两台相同大小规格电除尘器,由不同的安装队伍安装,电气运行参数相差无几,但测试效率相差超过0.1%,后经检查发现,是因侧部阻流板没有按照图纸要求而是随意安装所致,整改后测试效率达到了设计值。
5 提高安装质量的其他注意事项
(1)现场技术指导人员要认真领会和掌握安装的质量要求,按照《安装说明书》质量要求,严格把关。
(2)对于关键安装工艺,要求施工单位按照《电除尘器关键工艺要求示范图集》的要求,正确施工。
(3)要重视安装前的技术交底工作,在电除尘器开始安装时,现场技术人员应向施工单位进行技术交底和交流。同时,根据安装进度,在每个部件安装前对关键注意事项再进行交底,把安装质量管理落实到过程监控中。
6 典型安装质量案例
(1)某石化电厂#4、#5炉电除尘器,自投运以来除尘效率一直无法达到设计要求,经过停炉检查发现设备极间距不合格、阴极振打多处焊接质量没有按照图纸要求,阳极振打偏离振打杆,致使阴阳极积灰严重。经过二个月停炉检修,对极间距进行重新调整,同时按图纸补焊了阴阳极振打系统的焊缝,除尘效率大幅提高,出口粉尘排放浓度降低到27mg/m3。
(2)某电厂2×600MW机组配套电除尘器,该项目在安装前和过程中加强现场安装质量管理,重视阴阳极调校工作,按照《安装说明书》要求对每个电场的极间距进行把关验收。现场技术人员和施工队伍积极配合、认真细致施工,各项安装质量达到《安装说明书》要求,项目投运后测试效率达到99.88%,出口粉尘排放浓度均在28mg/m3以下。
(3)某电厂4×1000MW机组配套电除尘器,通过强化和落实各项安装质量措施,将影响除尘效率的安装因素降低到最小,使电除尘器的设计性能得以充分发挥,投运后测试除尘效率达到99.725%,出口排放粉尘浓度仅为29mg/m3。
7 结语
通过对控制漏风率焊接质量、阴阳极振打安装质量、阴阳极间距调整工作、阻流板安装等电除尘器质量关键点的分析,以及严控安装质量后的成功案例,表明只要按照安装规程,严格按图施工,把好关键点的安装工艺、质量,确保电除尘施工安装质量,电除尘器设计潜力就能够得到最大限度地发挥,电除尘器的运行效果就能得到保障。在新的标准下,通过控制安装质量,提高安装水平,也是实现电除尘低排放的关键点。
[1]原永涛,林国鑫,等.火力发电厂电除尘器技术[M].北京:化学工业出版社,2004.
[2]黎在时.静电除尘器[M].北京:冶金工业出版社,1993.
[3]郭俊,廖增安,陈丽艳,等.集多项新技术的高效节能型电除尘器研究和应用[G].第十三届中国除尘技术论坛文集.2009,10.
Discussion on Quality Problem of BEH Electrical Precipitator Installation and Settlement Measures
ZHANG Jin, QIU Xiong-fa
X701.2
A
1006-5377(2012)08-0049-04