Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究
2012-11-17李增荣
李增荣
(沈阳理工大学应用技术学院,辽宁 抚顺 113122)
异种金属连接技术在机械、石油、化工等行业得到越来越多的运用和日益受到人们的重视。但由于异种金属在化学成分、显微组织和理化机械性能等方面存在较大的差异,采用通常的焊接工艺方法进行焊接会出现很多的问题,如裂纹、碳迁移现象等,因此难以满足工程实际的需要。为了保证具有异种钢接头的钢结构的安全运行,需要对异种钢焊接接头在各种不同环境中的运行情况做全面的研究。
1 试验材料及方法
1.1 试验材料
采用板厚为12mm的Q235钢和板厚为10mm的1Cr19Ni9Ti两种异质材料,选用E309-15(Cr25-Ni13)焊条用手工电弧焊焊接,对形成的焊接接头进行研究。
Q235的碳当量和合金元素的裂纹敏感指数计算为:

一般认为CE≤0.5%时,钢在焊接时已具有一定的淬硬倾向,1Crl8Ni9Ti属于奥氏体不锈钢,具有非常好的塑性和韧性,因此在焊接时不会发生任何的淬火硬化现象。
1.2 试验方法
针对异种钢焊接特点和对两种材料的焊接性分析,采取以下焊接工艺进行焊接。
本试验采用ZX7-400(PE23-400)手工直流弧焊机;采用对接接头,接头坡口形式如图2.3所示。
根据以上对两种材料的焊接性分析,在焊接时采用焊前预热和焊后热处理,焊接时层间温度控制在小于60℃范围,采用小电流快速施焊,然后按照JB4730标准对试样进行X射线探伤,Ⅱ级合格。其余焊接工艺参数见表1所示。

表1 焊接工艺参数
采用以上工艺进行焊接,然后对接头进行拉伸试验、冲击试验、显微硬度测试以及金相观察,并对试验数据进行分析。
2 试验结果及分析
2.1 拉伸试验分析
焊接接头拉伸试验结果显示,断面收缩率平均值为80.45%,伸长率平均值为20.37%。每个试样焊缝金属的抗拉强度均高于Q235母材抗拉强度,(Q235母材的抗拉强度为450MPa)并且断裂位置位于Q235侧母材,焊缝的抗拉强度大于一侧母材。

图1 接头形式示意图
2.2 冲击试验分析
采用V型缺口冲击试验方法在室温下测量了焊缝金属、热影响区金属的冲击吸收功,实验在294/147J冲击实验机上进行。V型缺口分别开在焊缝区和两侧热影响区,试验结果如表2所示:
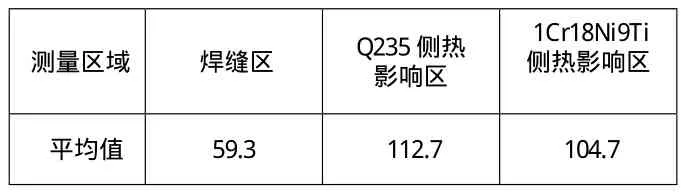
表2 冲击试验结果(Akv/J )
2.3 显微硬度测试分析
试验所使用的显微硬度测试仪型号为HVS-1000型,载荷为1.96N,加载时间为20s测试了焊态下焊接接头焊缝金属、热影响区金属和母材金属三个区域的显微硬度。从1Cr18Ni9Ti侧热影响区经焊缝金属至Q235侧热影响区方向测试了接头金属的显微硬度,显微硬度分布如图2所示。

图2 焊接接头显微硬度分
从图2中可以看出,在Q235侧熔合区金属显微硬度值偏高,平均达到了240HV,从熔合区附近开始显微硬度值慢慢降低,整个热影响区金属的平均显微硬度值为181.3HV,比Q235侧的熔合区金属的显微硬度值低58.7HV,而焊缝区金属的显微硬度值分布比较均匀,和1Cr18Ni9Ti母材相比变化不大。
2.4 焊缝金相组织分析
如图3所示,在Q235侧母材区显微组织为小块状铁素体、珠光体和小颗粒状的碳化物,经过不同的焊后热处理之后,随着热处理温度的升高铁素体块状增大,颗粒状的碳化物逐渐减少,其在靠近熔合区的母材部分主要为铁素体组织。1Cr18Ni9Ti母材的组织比较简单,为分布比较均匀的单相奥氏体组织,Ti的加入产生少量的δ铁素体。铁素体和奥氏体双相组织的存在,使得1Cr18Ni9Ti的抗腐蚀性能更加优异。1Cr18Ni9Ti不锈钢和Q235焊接,焊缝金属的组织主要为奥氏体基体上分布有一定数量的骨架或蠕虫状δ铁素体。
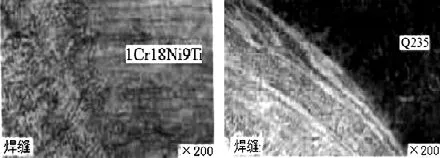
图3 1Cr18Ni9Ti和Q235焊缝金相图
结 语
通过上面的分析可以得出如下结论:
(1)焊接接头在室温下的抗拉强度高于Q235母材、显微硬度峰值位于Q235侧熔合区,焊缝区冲击吸收功比两侧母材低。
(2)通过制定合理的焊接工艺,可以在一定程度上控制热影响区晶粒的长大趋势,从而提高Q235和1Ci18Ni9Ti异种钢的焊接性,但不能消除长大现象。
[1]潘春旭.异种钢及异种金属焊接[M].人民交通出版社,1976.
[2]中国机械工程学会焊接学会.焊接手册第二版,机械出版社,2003.
[3]李亚江,王娟,刘鹏.异种钢焊接材料的焊接及应用[M].化学工业出版社,2004.
[4]李春范,中国的钢材与焊材[M].焊接,2006
[5]徐颖,焊后热处理条件对不锈钢的影响[J].上海金属,1995.