基于HHT的可控整流弧焊电源的电流谐波分析
2012-11-14毛景魁胡佳文
毛景魁,胡佳文
(1.河南机电高等专科学校,河南 新乡 453003;2:浙江海洋学院 机电工程学院,浙江 舟山 316000)
基于HHT的可控整流弧焊电源的电流谐波分析
毛景魁1,胡佳文2
(1.河南机电高等专科学校,河南 新乡 453003;2:浙江海洋学院 机电工程学院,浙江 舟山 316000)
通过对弧焊整流电源三相不控整流电路的saber仿真,得到畸变电流。对此电流进行傅立叶变换,不能分析出弧焊整流电源的谐波成因。使用EMD对谐波电流进行分解,可分解出基波。对分解出的固有模态函数进行Hilbert变换,并求取瞬时频率,得到信号的突变时刻,结合弧焊整流电源的工作原理可分析出电流谐波成因。实例证明,采用FFT和HHT相结合的方法分析弧焊电源的电流谐波及成因,结果符合实际情况,对于消除或抑制弧焊电源的电流谐波具有重要意义。
弧焊电源;高次谐波;FFT;HHT
0 前言
根据直流弧焊电源市场占有率,大致可分为四个发展阶段:旋转式直流弧焊发电机、硅弧焊整流器、晶闸管(可控硅)式弧焊整流器和逆变式弧焊整流器[1]。由于旋转式直流弧焊发电机的结构笨重、功能单一、性能有限,且效率较低,在一定程度上被硅整流器所替代。
随着科技的不断进步,使用晶闸管或者IGBT的可控整流弧焊电源得到了越来越多的应用。现代弧焊电源设备的发展与电力电子技术及电子器件的发展密切相关[2],可控整流弧焊电源通过控制晶闸管的导通与关断,使电焊机达到焊接电弧所需要的输出状态。
逆变式弧焊电源是将单相或三相交流电整流以后,由逆变器转变为几百至几万赫兹的交流电,经降压变压器输出用于焊接。逆变式焊接电源具有高效节能、轻巧省料、控制性能好等特点,在消除网侧电流谐波、改善网侧功率因数、逆变输出波形控制、提高系统的动态响应等方面有很大的发展,已成为现代电源发展的主流之一[3-4]。
在逆变式电焊机中,输入电路采用桥式整流加电容滤波,这样会给电网注入大量的高次谐波,造成严重的谐波污染,影响供电质量,给其他设备造成电磁干扰(EMI)[5]。谐波主要来自于焊接时的大电流、高频电弧、连接到电网的不同焊接负载的瞬时起停等[6],这些谐波除了以电压形式出现在电网侧外,更主要是引起输入电流的畸变,形成电网污染。谐波电流在电网的频率阻抗上产生的谐波电压降,造成电网电压波形畸变。畸变越严重,电能损耗越大,对电网和其他电气设备的危害也越大。
对谐波分析的有效工具是傅立叶变换,找出高次谐波的阶次,然后设计相应的电路进行消除或抑制。逆变式弧焊电源的逆变频率已达到25~50 kHz[7],因此,将电焊机等效为电感与电阻串联,使用三相不控整流电路模拟电焊机的直流电源,采用saber仿真软件的仿真原理如图1所示。
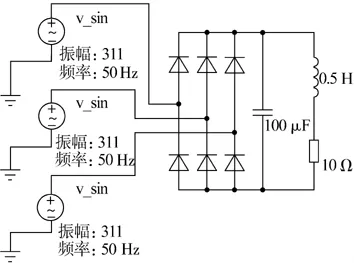
图1 仿真原理
读取仿真后任意一相电源的电流波形,结果如图2所示。
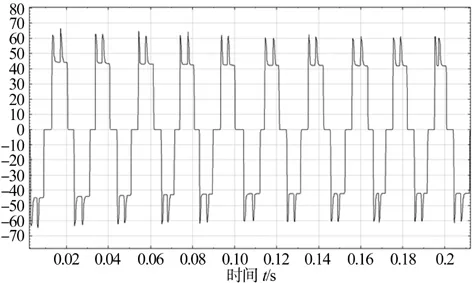
图2 电源的电流仿真波形
由图2可知,电流畸变严重,对电流波形进行FFT分解[8]可得图3所示的结果。可以看出,基波(50 Hz)的幅度最高为44 A,除低频小幅度震荡外,其他高次谐波的成分不多。因此,造成了电流波形的畸变原因,从傅立叶变换的结果难以分析出来。

图3 仿真电流的FFT变换
1 EMD分解
EMD(Empirical Mode Decomposition,经验模态分解)是台湾中央大学唐锷提出的处理突变信号的新方法。其思路是将变化的信号分解为一系列的固有模态函数(IMF,Intrinsic Mode Function),再对IMF函数的波形进行分析处理,找出信号波形所包含的信息。
EMD分解可分为下述三个步骤:
(1)找出分解信号的局部极值,包括极小值和极大值。分别对极大值和极小值使用三次样条函数进行插值,找出信号波形的上、下包络曲线。
(2)对上、下包络加和,求取平均值,得到均值曲线。原信号与均值相减,得到新的信号序列。计算上下包络曲线与均值曲线的差值,均值的平方和与曲线差值的平和方作为迭代结束的条件。如果上述平方和之比小于0.2,则差值信号即为所求IMF。否则从步骤(1)重新循环。
(3)从原信号中减去所求的IMF,检测极值个数之和如果小于2,则EMD分解结束。否则,继续从步骤(1)循环,直至全部分解完毕。
EMD的分解结果为有限个IMF和剩余项,这些数值序列之和组成了原信号[9]。对图2电源电流的仿真波形进行EMD分解,可得到如图4所示的EMD分解结果。
由图4可知,分解进行到IMF5时,所得到的信号序列已经接近于基波信号,说明EMD分解可以将基波信号从混杂有各种信息的信号中分离出来。
对IMF1经过Hilbert变换之后,得到新的复数数据系列。根据复数的运算法则,求取该数据序列的角度θ,对该角度求取倒数得到数值,定义为瞬时频率,即

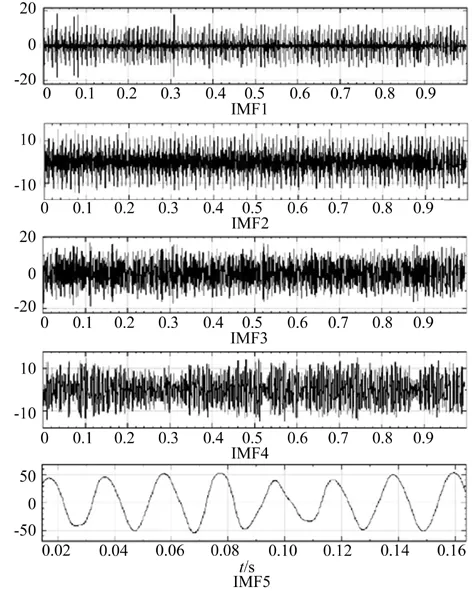
图4 仿真电流的EMD分解结果
式(1)所求的瞬时频率不具有一般意义上的频率特征,其反映的是各阶IMF信号所包含的突变信号的发生时间点,即瞬时频率波形的每个上冲时间点表明原信号在该时刻发生了突变,至于突变信号的性质、幅度需要结合其他方法进一步分析。
求取IMF1的瞬时频率,得到的波形如图5所示。可以看出,在一个周期内发生了6次信号突变,其突变的时间及对应的相位如表1所示。
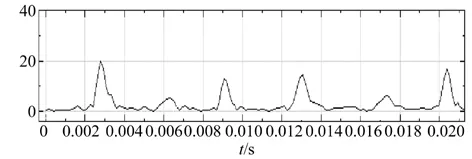
图5 仿真信号的瞬时频率
上述分解和变换过程称为Hilbert-Huang变换,简称HHT,主要由EMD分解、Hilbert变换组成。可以看出,HHT变换可将混杂很多信息的波形通过EMD分解,得到各阶IMF,再对IMF通过Hilbert变换求取瞬时频率或者瞬时幅值,以及频谱的方法,进一步分析出原信号所得到的信息。
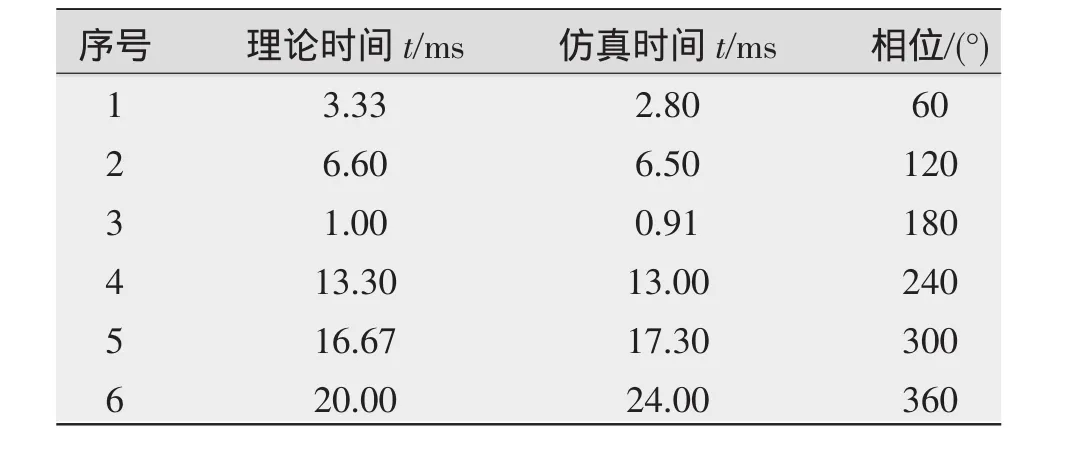
表1 瞬时频率发生时间及对应相位
因此,FFT变换可以求取信号波形的谐波成分和幅度。HHT变换可以分解、变换得到突变信号发生的时间点,结合相应的控制原理,分析出信号突变的原因。
2 实例分析
某弧焊电源的输入电流实测波形如图6所示,未知波形畸变原因。根据上述步骤分析该波形,找到电流波形所包含的谐波和原因。

图6 某弧焊电源的电流实际波形
首先对波形进行FFT变换,得到变换结果如图7所示。

图7 FFT变换结果
由图7可知,该弧焊电源的电源频率为60 Hz。基波幅值、各次谐波的阶次和幅度如表2所示。
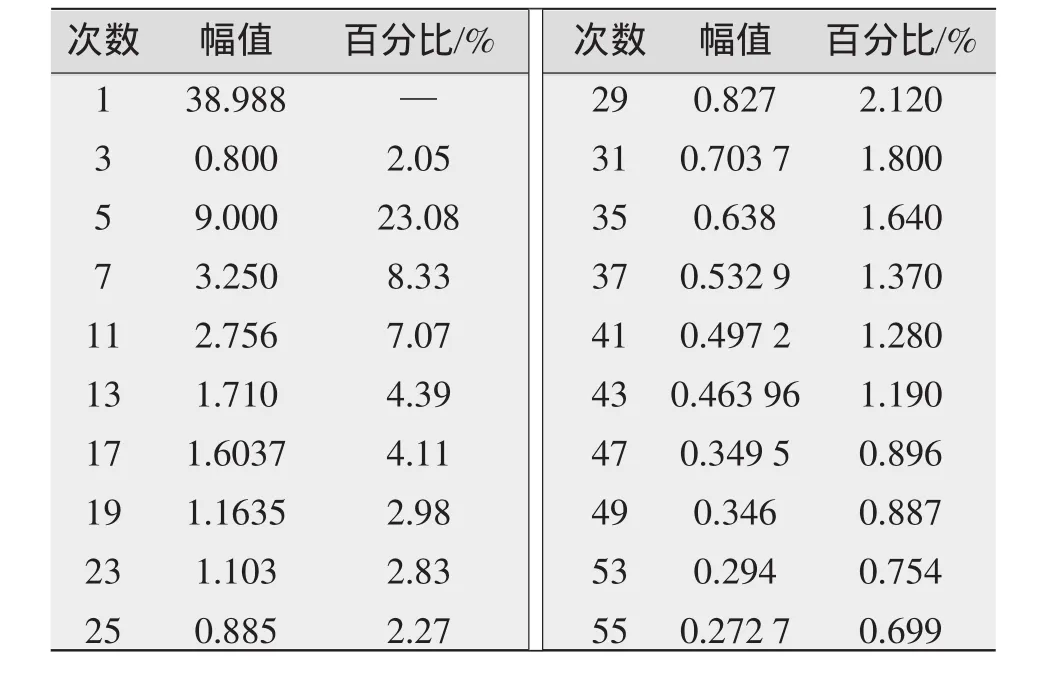
表2 电流的谐波组成
由表2可知,5次谐波所占比例最大,其次是7次、11次、13次、17次等。如果按照表2的频率和幅度对原电流波形重构,所得的波形与原信号波形并不一致。将原信号减去重构后的电流后,绘制的差值波形如图8所示。

图8 差值波形
由图8可知,差值波形的幅度并不小,而且变换剧烈。这说明FFT分析并不能将所有的信息分解出来。因此,对原电流波形采用EMD分解,其各阶分解波形如图9所示。
由图9可知,从IMF1~IMF6,频率依次降低,IIMF7的频率是基波信号,频率为60 Hz。对IMF1进行Hilbert变换,求取瞬时频率可得如图10所示的波形。
仔细观察图10所示的瞬时频率波形,发现一周期内的6个脉冲的时刻均匀分布,如表3所示。
因此,造成图6波形畸变的主要原因是每隔60°的开关管强行开通或关断时导致电流非正弦变化,从而形成电流的高次谐波和开关的高频噪声,这些因素组合在一起构成了弧焊电源的畸变电流波形。图9中IMF1~IMF6的波形即为开关管的噪声信号。
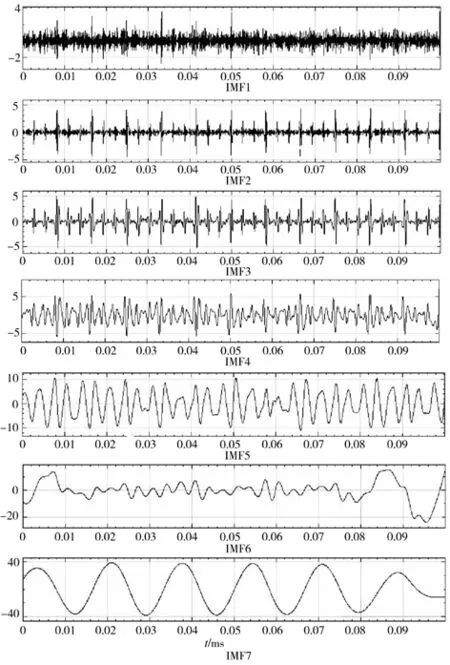
图9 EMD分解的各阶IMF

图10 瞬时频率
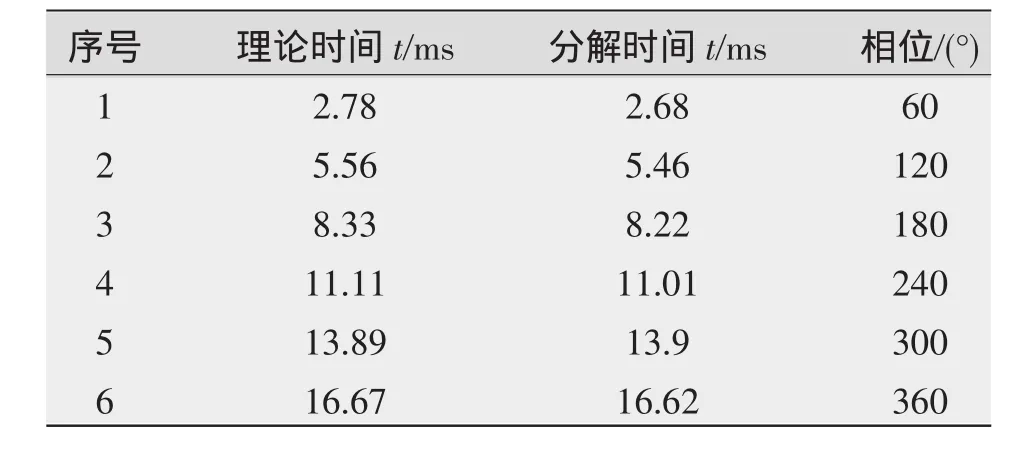
表3 脉冲时刻
3 结论
对弧焊电源三相不控整流电路进行仿真,发现电流发生了畸变,对畸变电流信号进行FFT分析,不能分析出谐波原因。使用EMD对畸变电流信号分解可得到从高频到低频的各阶IMF波形,对相应阶次的IMF进行Hilbert变换,并求取瞬时频率,得到突变信号的时间位置,可分析出输入电流的谐波是由于开关管的强行通断引起的。实例证明,使用HHT变换对可控整流弧焊电源的畸变电流进行分析,可求出电流突变的位置,从而分析出畸变电流的谐波成因。分析结果符合实际情况,对于消除或抑制弧焊电源谐波具有重要意义。
[1]尹显华,康 健,杜 武.直流弧焊电源节能技术的发展动态[J].电焊机,2009,39(1):69-72.
[2]白宏伟,张永停,张敏等.弧焊逆变器主电路分析[J].电焊机,2005,35(6):61-62.
[3]黄石生,吴祥淼,王志强,等.现代焊接电源的新发展[J].电焊机,2002,32(12):53-56.
[4]王星云,王 平,李国锋,等.弧焊电源的现状与展望[J].电焊机,2009,39(7):66-68,84.
[5]易序馥,凡木文,黄念慈.逆变式电焊机对电网污染的治理[J].电焊机,2002,32(4):18-20.
[6]牛虎理,路登平,刘建屏等.弧焊逆变电源的谐波抑制[J].焊管,2005,28(3):17-19.
[7] 朱六妹,杜宪昌,王 伟.CO2电弧焊动态特性的仿真分析研究[J].电焊机,2001,31(11):14-16.
[8]王伟明,苏建中,刘 嘉,等.基于Matlab/Simulink的全数字控制双脉冲焊接建模和仿真研究[J].电焊机,2004,34(4):43-45.
[9]刘德利,曲延滨,梁景凯.希尔伯特-黄变换在电力谐波分析中的应用[J].电测与仪表,2011,546(6):39-43.
Harmonic current analysis of SCR controlled arc welding rectifier based on HHT
MAO Jing-kui1,HU Jia-wen2
(1.He'nan Mechanical and Electrical Engineering College,Xinxiang 453003,Xinxiang 453003,China;2.College of Electromechanical Engineering,Zhejiang Ocean University,Zhoushan 316000,China)
It can acquire abnormal current from the simulation of three phases rectifying circuit without control of arc welding rectifier under saber software.But it can't get cause of current harmonic with FFT transform on abnormal current.The base wave can be decomposed from abnormal current through EMD.The Hilbert transform is executed on IMF to find instant frequency,then,the time of signal burst is illustrated,according to the principle of welding power supply circuit,the above reason can be deduced.The example shows that the result of analysis of harmonic and cause of arc welding rectifier current is consistent with practice,so,the method which combines FFT with HHT is of important significance to reduce or restrain current harmonics of welding power supply.
arc welding power supply;high harmonic;FFT;Hilbert-Huang transform
TG434.1
A
1001-2303(2012)07-0035-05
2012-11-28;
2012-03-23
毛景魁(1978—),男,河南上蔡人,硕士,讲师,主要从事微控制器技术、EDA、信号检测与分析等方面的研究工作。