珍珠岩膨胀倍数测试影响因素研究
2012-11-14王勇华张坤建冯惠敏
王勇华,张坤建,冯惠敏
(中材地质工程勘查研究院有限公司,北京 100102)
珍珠岩系酸性岩浆喷出地表后,受到大气冷却作用,岩浆快速冷凝,大量水蒸汽未能从岩浆中逸散,形成的一种含水的玻璃质熔岩。珍珠岩的膨胀性能是根据矿石膨胀前后体积之比,即膨胀倍数的大小来衡量的。珍珠岩没有固定熔点,随着膨胀温度的升高,珍珠岩颗粒开始发生软化,首先在颗粒表面形成封闭的外壳。随后,颗粒内部温度升高,其玻璃质结构内水分迅速汽化,产生很大的压力,在软化外壳的封闭作用下,蒸发气体不能逸出,使颗粒体积迅速膨胀,形成了颗粒内部呈蜂窝状结构的膨胀珍珠岩。膨胀珍珠岩容重轻、导热系数低、化学性质稳定、吸湿率低、不燃、无毒无味,是一种重要轻质保温、隔热、吸音的材料,广泛应用于建筑、轻工、冶金、园艺、环保等领域。
从膨胀机理来讲,珍珠岩玻璃质含量和含水量是影响其膨胀性能的内在因素,而膨胀过程中的预热温度、控制的含水量、膨胀温度、膨胀时间是影响膨胀性能的主要外部因素。为了排除或减少珍珠岩内在因素的干扰,本次试验通过XRD和化学分析,筛选物化指标相近的10个珍珠岩样品。通过试验探讨预热温度、含水量控制、膨胀温度、膨胀时间等因素对其膨胀倍数的影响。
1 试验
1.1 仪器设备
箱式高温电炉(最高温度1300℃);电子天平(感量0.01g);量筒:圆柱形,5mL、10mL、25mL(校正刻度);瓷蒸发皿:100mL;X-射线衍射仪(理学2600);偏光显微镜(徕卡POL-Ⅱ)。
1.2 试验样品
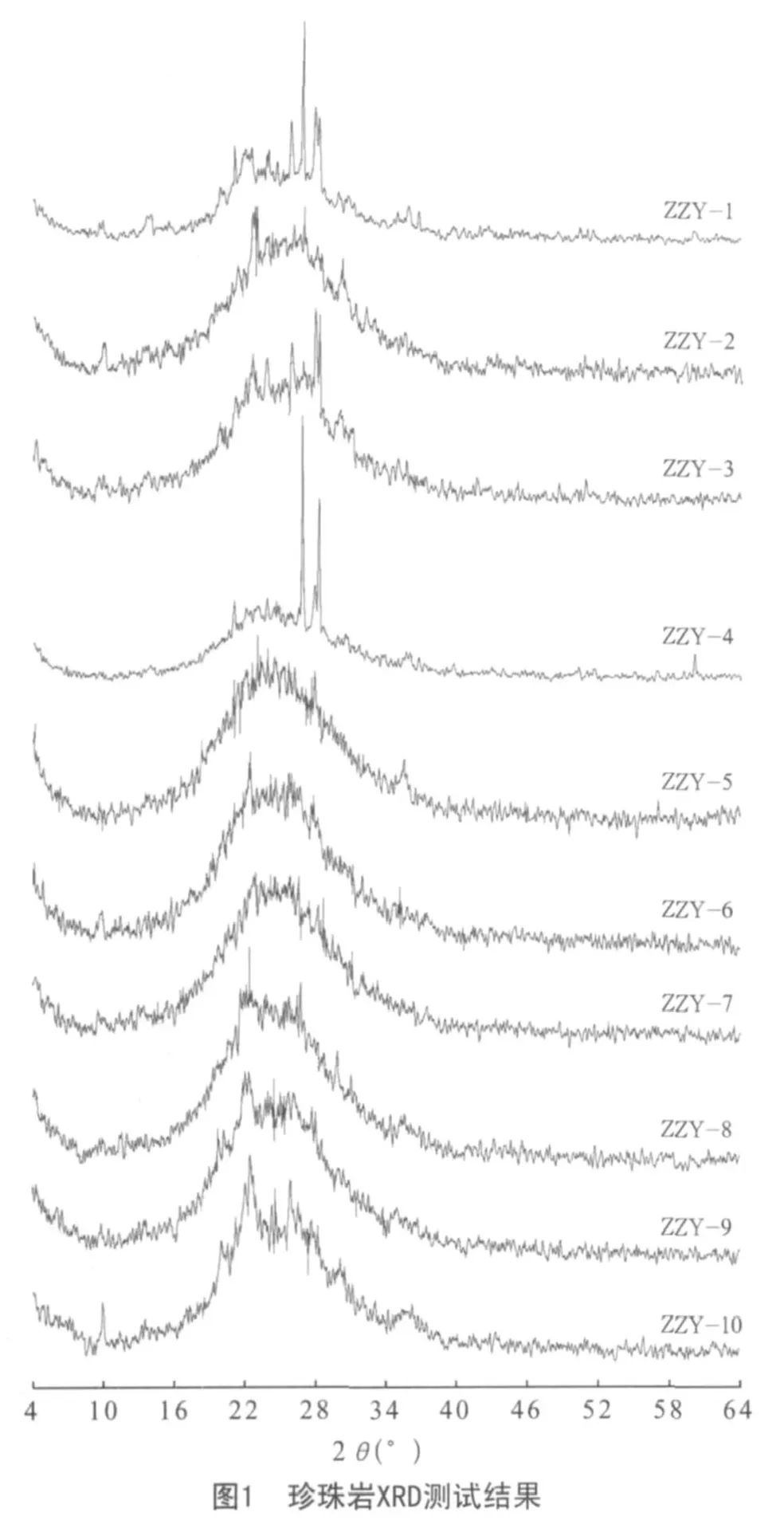
珍珠岩原矿,取自6个不同珍珠岩地区,其中ZZY-1~ZZY-5样品取自不同矿区,ZZY-6~ZZY-10取自同一个矿区。试验样品测试数据见表1、图1。

表1 试验样品的物化性能(%)
经珍珠岩XRD检测结果和岩石薄片鉴定分析可知,珍珠岩试验样品玻璃质含量较高,除ZZY-1、ZZY-5样品偏低外,其他样品玻璃质含量在85%~87%之间,具有较好的一致性。试样杂质主要为石英,另外还有少量透闪石。偏光显微镜观察,石英的斑晶、微晶及各种形态的雏晶、隐晶质等。试验样品测试结果见图2。

1.3 试验方法
首先,将珍珠岩原矿破碎,经筛分取粒径0.5~1.0mm颗粒作为试验样品;然后,将样品在不同的温度下预热,获得待测试样品。用量筒取适量预热过的样品置于小坩埚内,将其迅速倒入箱式高温电炉中的蒸发皿中进行膨胀。最后测量不同试验条件下珍珠岩的膨胀倍数。试验中采用固定优选试验条件,分别考察了预热温度、预热时间、膨胀温度、膨胀时间的变化对珍珠岩膨胀倍数的影响。试验流程为:珍珠岩原矿破碎筛分预热焙烧测试结果。
2 试验结果分析与讨论
2.1 预热温度
预热温度是影响珍珠岩膨胀最重要的因素之一,主要是控制珍珠岩玻璃质中空隙水含量。当珍珠岩矿样中水分含量过高,高温膨胀时水分汽化急剧,内部蒸汽压力过大,导致膨胀颗粒破裂,产品粉化严重,膨胀倍数减小,产品密度增大。反之,水分含量过小,高温膨胀时水分汽化产生的蒸汽压力不够大,样品不能充分膨胀,膨胀倍数减小。只有样品中水分产生的压力与软化温度相匹配,才能达到最佳膨胀状态。本试验设定预热时间15min,预热温度280~440℃,对预热珍珠岩含水量进行了考察(见图3、表2)。样品ZZY-6~ZZY-10的预热温度为280、300、320、340℃,由于水分含量过大,在膨胀时把样品炸裂,飞溅出来,影响膨胀倍数。
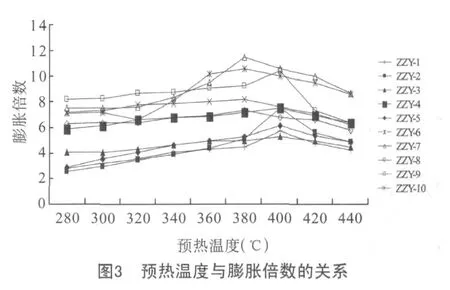
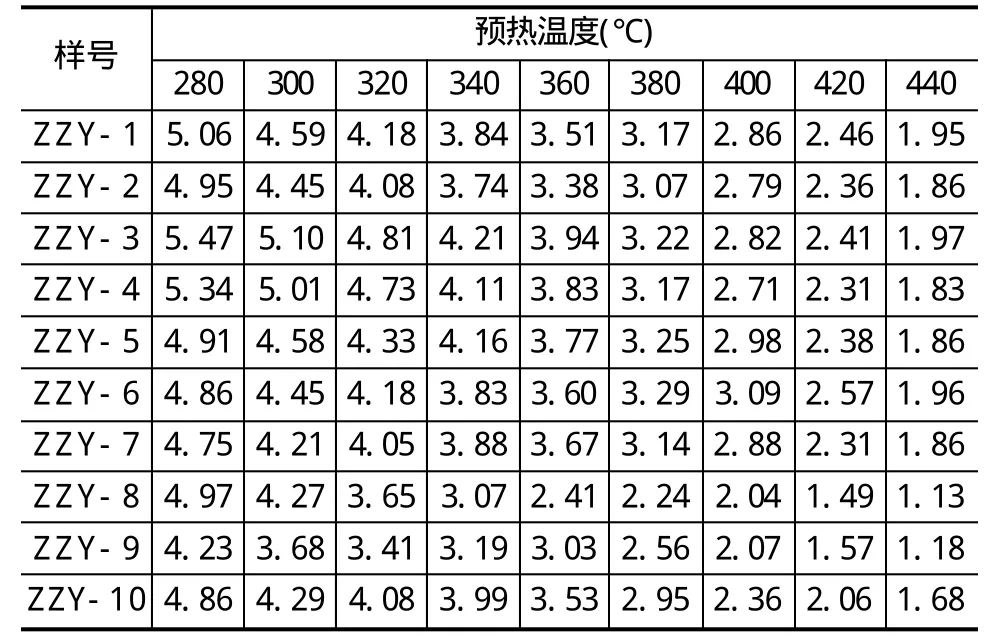
表2 不同预热温度的珍珠岩含水率(%)
测试结果表明360~410℃预热,可获得最佳膨胀效果,其含水量为2%~3%。试验还表明珍珠岩含水量随预热温度的升高而降低,两者具有较好的线性关系。本试验条件:预热时间15min、膨胀温度1160℃、膨胀时间10s。
2.2 预热时间
珍珠岩预热时间短,水分蒸发少,达不到预热的目的,预热时间过长,水分蒸发多,样品中的水分太少,高温膨胀时产生的蒸汽压力不能使样品充分膨胀或不足以充分膨胀,造成珍珠岩样品的膨胀倍数偏小。本试验设定预热时间:5~30min,对其膨胀倍数进行了考察。
测试结果表明:预热时间对珍珠岩膨胀倍数具有较好的一致性,可见,预热15min可获得最佳的膨胀效果,二者关系见图4。本试验条件:预热温度400℃、膨胀温度1160℃、膨胀时间10s。

2.3 膨胀温度
由于各地珍珠岩原岩的矿物组分、化学成分、玻璃质含量、成矿作用的差异,其膨胀温度也有所不同。理论上,其膨胀温度为850~1350℃。实际上,除了希腊和菲律宾有1000℃以下膨胀温度的珍珠岩外,其他珍珠岩膨胀温度都在1000℃以上,试验测得绝大多数膨胀温度在1050~1250℃之间。结合试验样品实际情况,本试验设定膨胀温度:1050、1100、1150、1160、1170、1180、1190、1200、1250℃。
试验结果表明,样品的最佳膨胀温度在1150~1170℃之间,其膨胀温度与膨胀倍数的关系见图5。试验条件:预热温度400℃、预热时间15min、膨胀时间10s。

2.4 膨胀时间
膨胀时间是影响珍珠岩膨胀倍数最重要的因素之一。本试验设定预热温度400℃、预热时间15min、膨胀温度1160℃。试验样品的膨胀时间与膨胀结果关系见图6。

试验结果表明:在相同的预热温度和膨胀温度条件下,获得最大膨胀倍数所需的膨胀时间是不同的。试验发现,膨胀倍数高的样品,需要的膨胀时间短,反之,膨胀倍数低的样品,则需要更长的膨胀时间。ZZY-6、ZZY-7、ZZY-9珍珠岩试样,其膨胀时间为10s时,膨胀倍数最高达10~11倍,而随着膨胀时间加长,膨胀倍数反而降低。其原因是膨胀时间过长,颗粒表面熔化、发生坍塌导致颗粒体积收缩。试验还发现,膨胀时间还与试验样品数量有关。样品数量较少时,颗粒可在瞬间达到全部膨胀温度,内部水分全部汽化,达到最大的膨胀效果。样品数量多时,短时内温度不能传递到物料中心的颗粒上,这部分颗粒水分不能瞬间全部汽化。而如果膨胀时间延长,物料外部颗粒表面又开始发生熔化,产生缩壳效应。所以,取样量大时,所测膨胀倍数会偏小。要使膨胀倍数达到最大化,样品应取少量为宜,但取样量少,容易导致测试误差较大,所以要多次测试,然后取平均值。
3 结论
(1)珍珠岩含水量过大,高温膨胀时将导致珍珠岩颗粒炸裂,粉化严重,膨胀倍数减小;含水量过小,膨胀不充分,膨胀倍数偏小。预热是有效控制珍珠岩矿样含水量的最重要环节。试验结果表明:预热后的珍珠岩最佳含水量为2%~3%、预热温度360~400℃、预热时间15min。
(2)膨胀温度过高或过低都将影响珍珠岩的最佳膨胀效果。膨胀温度过低,珍珠岩颗粒内部水分难以充分汽化,膨胀倍数必然较低;膨胀温度过高,珍珠岩颗粒易表面熔化,产生缩壳效应,膨胀倍数降低,特别是高膨胀倍数的珍珠岩尤为明显。由于各地珍珠岩原岩的矿物组分、化学成分、玻璃质含量、成矿作用的差异,其最佳膨胀温度有一些差别,但变化范围不大。本次试验结果表明:珍珠岩的最佳膨胀温度应在1150~1170℃之间。
(3)在实际生产过程中,膨胀温度和膨胀时间需要一个最佳搭配,才能使样品的膨胀倍数达到最大。这样既节约了能源,又使生产成本下降,获得更高的经济效益。
