飞秒激光在蓝宝石晶体表面加工微细结构的实验研究
2012-11-08齐立涛胡金平于信伟
齐立涛, 胡金平, 于信伟
(黑龙江科技学院 机械工程学院, 哈尔滨 150027)
飞秒激光在蓝宝石晶体表面加工微细结构的实验研究
齐立涛,胡金平,于信伟
(黑龙江科技学院 机械工程学院, 哈尔滨 150027)
由于蓝宝石晶体具有很高的硬度和耐磨蚀性,很难进行机械和化学腐蚀加工。笔者利用波长780 nm、频率1 kHz和脉冲宽度164 fs的飞秒脉冲激光在蓝宝石晶体表面进行了微细结构加工的实验研究。采用飞秒激光静态照射蓝宝石晶体表面,通过飞秒激光烧蚀孔的直径和脉冲能量的关系,计算了飞秒激光烧蚀蓝宝石晶体的两种烧蚀状态下的烧蚀阈值和有效烧蚀半径。通过直线扫描实验,在不同实验条件下在蓝宝石晶体表面加工微槽,获得微槽的宽度和深度与飞秒激光主要参数之间的关系。研究结果表明,微槽的加工表面可通过增加扫描次数而得到明显的提高,且扫描次数的增加对微槽的宽度和深度基本无影响。利用聚焦的飞秒激光束沿着轨迹扫描,在蓝宝石晶体表面加工出比较清洁的微小结构,可以为实现微结构的精密加工提供指导。
飞秒激光; 蓝宝石晶体; 烧蚀阈值; 微槽加工; 微结构加工
0 引 言
蓝宝石晶体有良好的机械、光学以及电气的特征,被广泛应用在光学器件和微机械器件上。但是,蓝宝石晶体由于又有很高的硬度和耐腐蚀性,很难进行机械和化学腐蚀加工,因而限制了其作为高级器件的应用。若干年来,用激光加工蓝宝石晶体材料备受关注。例如最早利用红宝石激光对蓝宝石晶体进行钻孔,利用紫外激光对蓝宝石晶体进行刻划等[1-7]。遗憾的是,即使利用紫外激光,也很难避免加工过程中的热影响。近些年,人们开始研究超短脉冲激光加工蓝宝石晶体,这是由于超短脉冲激光可在材料上制造出精密、准确、具有非常确定微米尺度的结构。上述过程不能在纳秒激光照射下获得,必须采用飞秒激光。一般来说,飞秒激光烧蚀蓝宝石晶体的机理主要包括微小颗粒直接蒸发、液相爆破和库伦爆破等[4, 5, 7-11]。和长脉冲激光烧蚀蓝宝石晶体相比,超短脉冲激光由于具有可以创造出非常尖峰能量强度和在热扩散之前把能量注入材料内部等优点[12],不产生熔化相,没有冲击及热应力,所以加工区域的变质层非常薄[13-14]。
随着III-V氮化物如氮化镓和氮化铟镓的发展,促使研究合适的加工方法对蓝宝石晶体表面进行微细加工[15-16]。蓝宝石晶体是最常用的氮化物外延生长的衬底。笔者试图对飞秒激光微细加工蓝宝石晶体进行系统的实验研究。
1 实验装置与方法
实验采用商业可购买的钛蓝宝石飞秒激光,激光的脉冲宽度为164 fs,单脉冲最大能量1 mJ,频率为1 kHz,波长780 nm。飞秒激光垂直照射到蓝宝石晶体样品的表面。飞秒激光为高斯光束,光束直径为6 mm。为了调整激光光束通过一个直径为4 mm的微孔。激光束最后通过一个数值孔径(NA)为0.30的显微物镜照射到材料的表面。聚焦光斑的大小为8~10 μm。实验样品放在三维(x-y-z)工作台上并且以多种速度进行移动。整个实验装置由计算机控制。实验系统如图1所示。所有的实验在空气和室温下进行。激光照射后,实验样品放在丙酮中进行超声清洗30 min,去除加工过程中的融屑。实验样品为厚度300 μm蓝宝石单晶体,所有蓝宝石晶体都进行了表面抛光。所使用晶面的粗糙度Ra=3.3 nm。
利用不同的飞秒激光微细加工参数对蓝宝石晶体进行照射实验。激光的能量(Ep)通过中型滤波片来调整,脉冲数量(N)由飞秒激光器的频率控制系统进行控制,扫描速度通过工作台控制。加工表面形貌利用扫描电子显微镜(SEM)观测。在扫描电子显微镜观测之前,在实验样品表面喷涂厚度约为20 nm的金属金层用于导电。表面轮廓检测利用原子力显微镜(AFM)和表面轮廓仪完成。首先,蓝宝石晶体实验样品在静态下利用不同的激光能量和脉冲数量进行照射,然后,利用直线扫描的实验方式在蓝宝石晶体表面加工微槽,最后,利用扫描轨迹的方式在蓝宝石晶体表面加工微小结构。
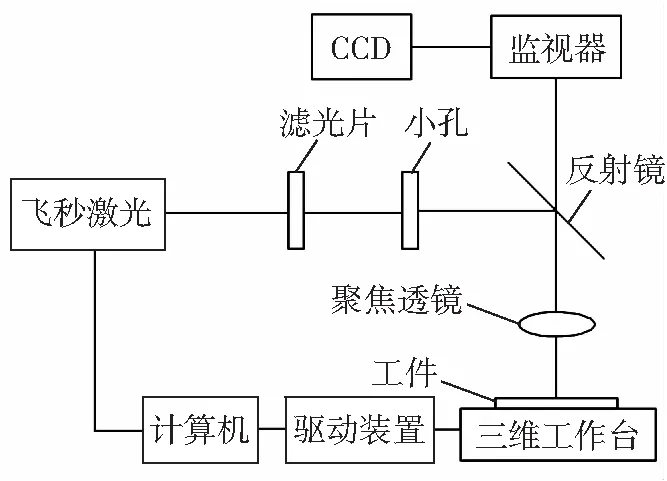
图1 实验装置Fig. 1 Experimental setup
2 实验结果与讨论
飞秒激光微细加工精度和表面质量与激光主要参数和材料性能有关,静态照射条件下的主要参数包括激光束腰半径、激光的能量密度、材料的表面破坏阈值等,在直线扫描实验中,主要参数包括激光脉冲能量,扫描速度和扫描次数等。通过飞秒激光微细加工蓝宝石晶体的实验研究,研究激光主要参数对加工结果的影响规律。
2.1单脉冲飞秒激光烧蚀蓝宝石晶体
表面损伤阈值通过光学显微镜检测确定,损伤阈值取五次实验的平均值。在数值孔径为NA=0.30的显微物镜的聚焦条件下,飞秒激光对蓝宝石晶体损伤的最小脉冲能量为1.31 μJ。单脉冲飞秒激光烧蚀蓝宝石晶体的阈值密度在接下来的部分介绍。在超短脉冲激光烧蚀蓝宝石晶体时,存在两种不同的烧蚀状态。第一种是“弱”烧蚀,其方法虽然有加工效率低但加工质量高,烧蚀机理主要是直接蒸发或者库伦爆破,见图2a。第二种是“强”烧蚀,该方法加工效率虽高但加工质量一般,并且在加工过程中产生熔融的液滴,其烧蚀机理主要是液相爆破,如图2b。图2是不同飞秒激光单脉冲在蓝宝石晶体表面烧蚀孔的原子力显微镜图片。脉冲能量的不同,可观测到两种不同的烧蚀结果。当脉冲能量很低时,在烧蚀孔的周围有很多小颗粒。随着脉冲能量的增加,在烧蚀孔的周围可观测到熔融材料在烧蚀孔的周围。

图2 单脉冲飞秒激光在蓝宝石晶体表面烧蚀微孔
Fig. 2AFM images of craters ablated by femtosecond laser pulses for different pulse energies at single laser pulse irradiation
2.2烧蚀阈值和光束束腰半径
选择不同脉冲能量与脉冲数目烧蚀蓝宝石晶体样品,经扫描电子显微镜检测得到烧蚀孔的直径数据,通过数值拟合计算得到飞秒激光的光束束腰半径和材料的表面烧蚀阈值[17]。
对于高斯光束,其空间能量密度分布φ(r)为
式中:r——光束边缘到光束中心的距离,μm;
φ0——激光束的能量密度,J/cm2;
ω0——高斯光束腰,μm。
激光的能量密度与脉冲能量的关系为

式中:Ep——激光的脉冲能量,μJ。
在激光烧蚀材料的过程中,激光烧蚀区域和激光光束束腰以及激光能量密度存在如下规律:
(1)
式中:φth——材料的烧蚀阈值,J/cm2;
D——烧蚀区域的直径,μm。
由于激光脉冲能量和能量密度之间是线性关系,所以可通过测量被烧蚀区域的直径以及激光脉冲能量,求出高斯光束束腰和材料表面的烧蚀阈值。飞秒激光烧蚀蓝宝石晶体中烧蚀孔的直径和脉冲能量的关系如图3所示。在图3中,可得到两条关于烧蚀孔直径的平方和激光脉冲能量的关系,因此,可得到两种不同烧蚀状态下的束腰半径及其对应的烧蚀阈值能量密度。单脉冲飞秒激光烧蚀蓝宝石晶体的烧蚀区域的直径D和烧蚀阈值能量密度φ0值见表1。
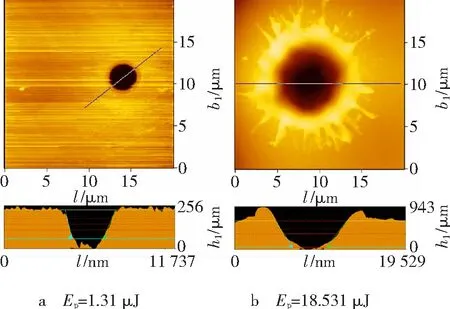
图3 加工微槽的扫描电子显微镜图片
Fig. 3SEM images of the grooves at different pulse energy
表1束腰直径和烧蚀阈值能量密度
Table 1Gaussian beam spot size and ablation threshold fluence of sapphire by single femtosecond laser pulse irradiation

2.3在蓝宝石晶体表面加工微槽
2.3.1加工特征
飞秒激光在蓝宝石晶体表面加工微槽主要受到脉冲能量、扫描速度和扫描次数等参数影响。飞秒激光在蓝宝石晶体表面加工微槽也表现出两种不同的加工特征,不同的加工特征主要受到激光脉冲能量和扫描速度的影响,图3是v=0.1 mm/s时,不同激光脉冲能量的显微镜图片,图4是Ep=4.89 μJ时,不同扫描速度的显微镜图片。当使用高的激光能量和低的加工速度加工微槽时,可观测到很多熔融的物质在微槽的底部和侧面,如图3d和图4a、b所示。利用激光能量和扫描速度的优化参数可以使得熔融的物质从微槽中抛出而得到高质量的微槽, 如图3a、b、c和图4c、d所示。
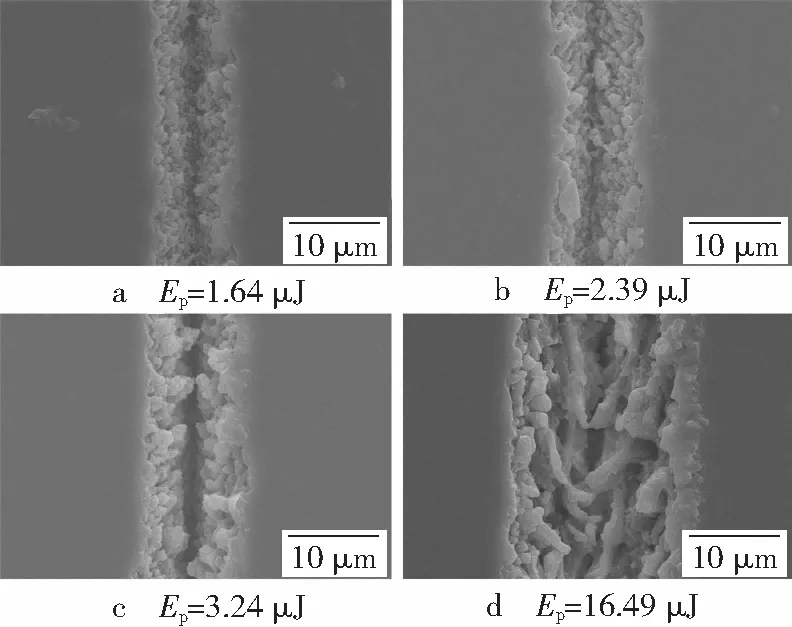
图4 加工微槽的扫描电子显微镜图片
Fig. 4SEM images of grooves at different laser-scanning speed
2.3.2主要参数对加工尺寸的影响
为了得到加工需要的尺寸,需要掌握飞秒激光微细加工的主要参数如脉冲能量和扫描速度等对加工的横向和纵向尺寸的影响规律。文中主要研究飞秒激光微细加工槽的宽度b和深度h与脉冲能量和扫描速度的相互关系。图5和图6分别表示了飞秒激光在蓝宝石晶体表面微细加工微槽的宽度和深度与激光脉冲能量和扫描速度之间的关系。图5可见,微槽的宽度和深度随着激光脉冲能量的增加而变大。这是因为实验中所使用的激光光束为高斯光束,在加工的过程中,微槽宽度和脉冲能量的关系如式(1)所示,所以,通过调整加工的脉冲能量可得到加工所需要的横向尺寸。图6可见,当扫描速度相对较低时,扫描速度对微槽的宽度和深度有一定的影响,但随着扫描速度的增加,对微槽的宽度和深度基本上无影响。
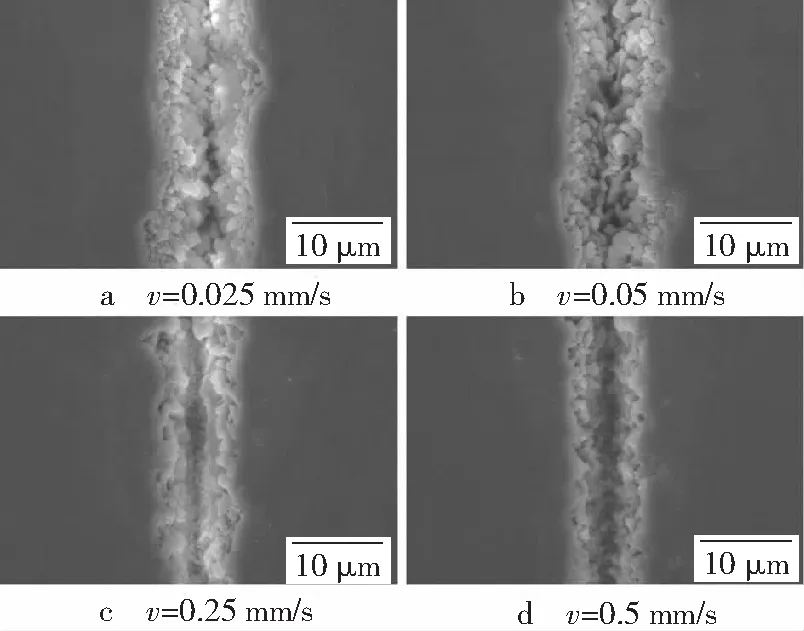
图5 微槽的宽度和深度与激光脉冲能量的关系
Fig. 5Relationship between width and depth of groove and laser pulse energy as a parameter of laser-scanning speed
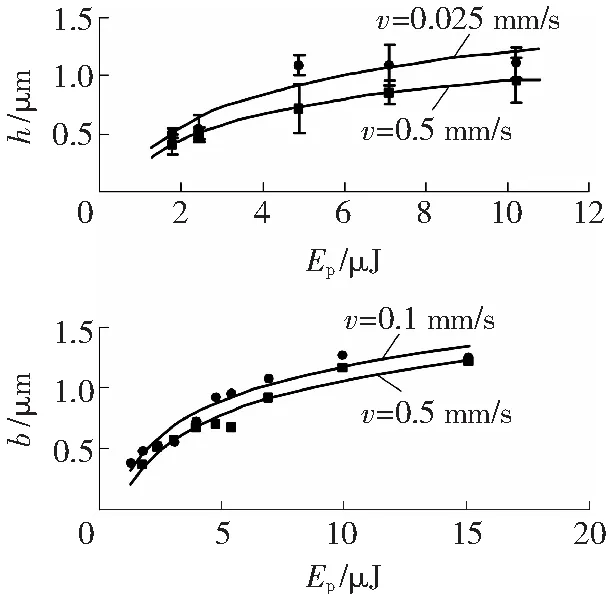
图6 微槽的宽度和深度与扫描速度的关系
Fig. 6Relationship between width and depth of groove and laser-scanning speed as a parameter of laser pulse energy
2.3.3扫描次数对加工质量的影响
当扫描次数增加时,可以提高飞秒激光加工微槽的表面质量,如图7所示。图7a~d是在Ep=1.64 μJ,v=0.1 mm/s情况下,不同扫描次数的图片。图7e~h是Ep=10.21 μJ,v=1.0 mm/s时,不同扫描次数的图片。图8为微槽深度与扫描次数的关系,图8可见,虽然扫描次数增加了,所加工微槽在深度上并没有太大的变化。在图7中,当扫描次数N=2时,飞秒激光在蓝宝石晶体加工微槽表面比较粗糙。在接下来的扫描过程中,激光束的大部分能量穿过蓝宝石晶体基体而没有被吸收,主要是因为高斯光束瑞利范围内的激光强度不足以引起光在蓝宝石晶体材料内的非线性吸收。对蓝宝石晶体加工的飞秒激光能量只是光束的边缘部分,而在光束的边缘部分,激光强度不高。在这个能量很低范围内,只有很少部分的材料从微槽的侧壁被去除,这个过程就相当于“抛光”工艺,可以显著提高加工表面的质量。利用飞秒激光在蓝宝石晶体表面加工具有高质量平行微槽的例子如图9所示。图9中右上角小图为局部放大图片,加工工艺为:脉冲能量Ep=1.64 μJ,扫描速度v=100 μm/s,扫描次数N=10。

图7 不同扫描次数下加工微槽的扫描电子显微镜图片
Fig. 7SEM images of microgrooves fabricated with different numbers of laser scans
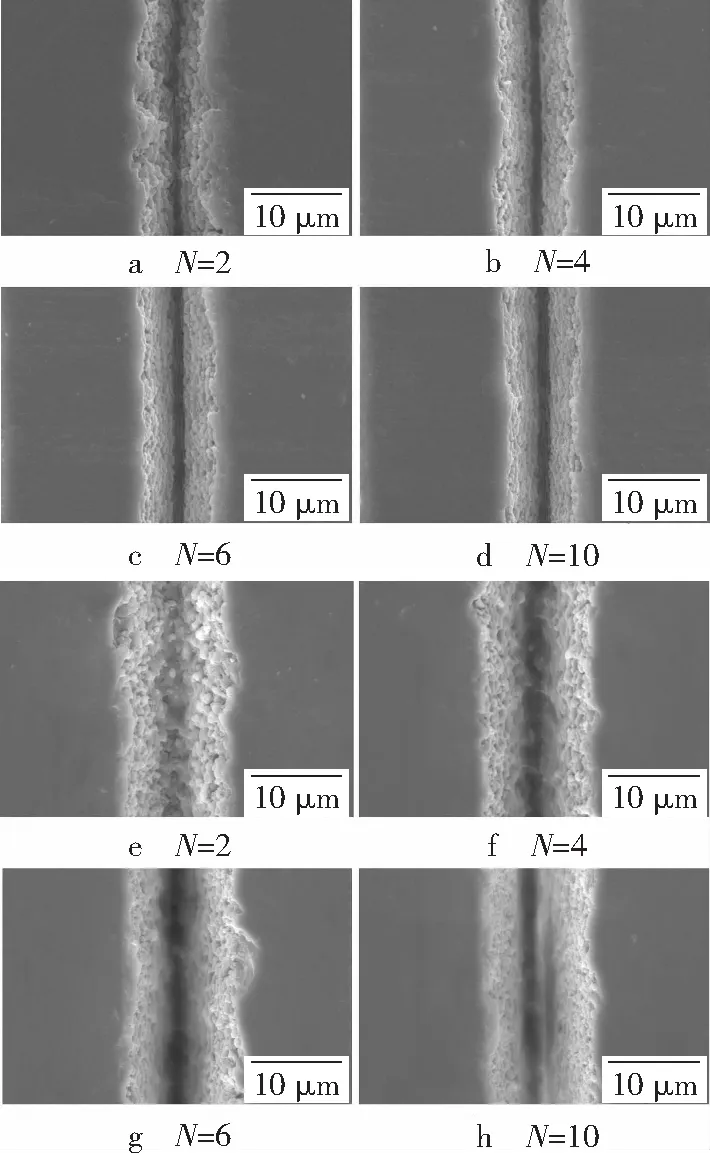
图8 微槽深度与扫描次数的关系
Fig. 8Relationship between depth of groove and number of laser scans

图9 扫描电子显微镜图片
Fig. 9SEM image of parallel microgrooves fabricated by femtosecond laser pulses
2.4飞秒激光微细加工复杂微小结构
通过上述一系列的实验研究,确定了飞秒激光加工蓝宝石晶体的烧蚀阈值和有效烧蚀半径。通过在蓝宝石晶体表面加工微槽,确定了飞秒激光主要参数如脉冲能量和扫描速度与加工的横向与纵向尺寸的关系,研究了提高加工质量的方法。图10是在上述研究结果的基础上,利用聚焦的飞秒激光束,扫描固定在工作台上的蓝宝石晶体上加工出的复杂微细结构。扫描轨迹由数控程序自动生成。从图10中可以看出,加工的微小结构周围很清洁,基本上没有熔融物质的存在。在蓝宝石晶体表面还进行了直线形、方形和圆形微小结构的加工,以期为飞秒激光进行更加复杂的形状加工奠定基础。
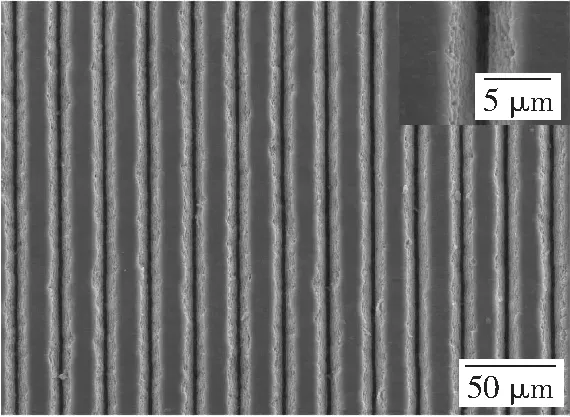
图10 加工复杂微小结构的扫描电子显微镜图片
Fig. 10SEM image of microstructures fabricated by femtosecond laser pulses
3 结 论
(1)飞秒激光烧蚀蓝宝石晶体时存在两种状态:第一种状态是由直接蒸发或库伦爆破引起的“弱”烧蚀,该方法具有加工效率低但质量高的特点,其对应的烧蚀阈值和有效烧蚀直径分别为3.90 J/cm2和7.49 μm;第二种是由液相爆破引起的“强”烧蚀,该方法虽有高的加工效率但加工质量一般,并且在加工过程中产生熔融的液滴,它对应的烧蚀阈值和有效烧蚀直径分别为9.25 J/cm2和8.93 μm。
(2)飞秒激光可加工出高质量的微槽,微槽的宽度和深度随着脉冲能量的增加而增加;虽然激光扫描速度和扫描次数对微槽的宽度和深度的影响很小,但激光扫描次数的增加可以改善微槽的表面加工质量。
(3)利用聚焦的飞秒激光束沿着轨迹扫描,可以在蓝宝石晶体表面上加工高质量微细结构,可以成为加工蓝宝石微器件的潜在工具。
[1]DREYFUS R W, MCDONALD F A, VON GUTFELD R J. Laser energy deposition at sapphire surfaces studied by pulsed photothermal deformation[J]. Applied Physics Letters, 1987, 50(21): 1491-1493.
[2]ROTHENBERG J E, KOREN G. Laser produced plasma in crystalline α-Al2O3and aluminum metal[J]. Applied Physics Letters, 1984, 44(7): 664-666.
[3]TAM A, BRAND J, CHENG D, et al. Picosecond laser sputtering of sapphire at 266 nm[J]. Applied Physics Letters, 1989, 55(20): 2045-2047.
[4]BRAND J, TAM A. Mechanism of picosecond ultraviolet laser sputtering of sapphire at 266 nm[J]. Applied Physics Letters, 1990, 56(10): 883-885.
[5]ASHKENASI D, ROSENFELD A, VAREL H, et al. Laser processing of sapphire with picosecond and sub-picosecond pulses[J]. Applied Surface Science, 1997, 120: 65-80.
[6]HORISAWA H, EMURA H, YASUNAGA N. Surface machining characteristics of sapphire with fifth harmonic YAG laser pulses[J]. Vaccum, 2004, 19: 661-664.
[7]WANG X, LIM G, LIU W, CHUA S, et al. Femtosecond pulse laser ablation of sapphire in ambient air[J]. Applied Surface Science, 2004, 228: 221-226.
[8]QI L T, NISHII K, NAMBA Y, et al. Femtosecond laser ablation of sapphire on different crystallographic facet planes by single and multiple laser pulses irradiation[J]. Optics and Lasers in Engineering, 2010, 48: 1000-1007.
[9]STOIAN R, ROSENFLED A, ASHKENASI D, et al. Surface charging and impulsive ion ejection during ultrashort pulsed laser ablation[J]. Physics Review Letters, 2002, 88: 097603.
[10]PERRY M, STUART B, BANKS P, et al. Ultrashort-pulse laser machining of dielectric materials[J]. Journal of Applied Physics, 1999, 85: 6803-6810.
[11]GLEZER E, MAZUR E. Ultrafast-laser driven micro-explosions in transparent materials[J]. Applied Physics Letters, 1997, 71: 882-884.
[12]CHICHKOV B N, MOMMA C, NOLTE S, et al. Femtosecond, picosecond and nanosecond laser ablation of solids[J]. Applied Physics A, 1996, 63: 109-115.
[13]HARZIC R L, NUOT N, AUDOUARD E, et al. Comparison of heat-affected zones due to nanosecond and femtosecond laser pulses using transmission electronic microscopy[J]. Applied Physics Letters, 2002, 80: 3886-3888.
[14]AMER M S, EL-ASHRY M A, DOSSER L R, et al. Femtosecond versus nanosecond laser micromachining: comparison of induced stresses and structural changes in silicon wafers[J]. Applied Surface Science, 2005, 242: 162-167.
[15]WONG W, SANDS T, CHEUNG N. Damage-free separation of GaN thin films from sapphire substrates[J]. Applied Physics Letters, 1998, 72: 599-601.
[16]WONG W, SANDS T, CHEUNG N, et al. Fabrication of thin-film InGaN light-emitting diode membranes by laser lift-off[J]. Applied Physics Letters, 1999, 75(10): 1360-1362.
[17]LIU J. Simple technique for measurements of pulsed Gaussian-beam spot sizes[J]. Optics Letters, 1982, 7: 196-198.
(编辑徐岩)
Experimental study on femtosecond laser micromachining of microstructures on sapphire
QILitao,HUJinping,YUXinwei
(College of Mechanical Engineering, Heilongjiang Institute of Science & Technology, Harbin 150027, China)
Aimed at addressing more difficult mechanical and chemical corrosion processing of sapphire crystal marked by high hardness and abrasion resistance, this paper introduces an experimental study on the fine structure processing of sapphire crystal surface using femtosecond laser pulses with a wavelength of 780 nm, frequency of 1 kHz, and pulse width of 164 fs. The study involves the calculation of ablation threshold and effective ablation radius due to ablation of sapphire crystal by femtosecond laser used two ablation states through static irradiation of sapphire crystal surface using femtosecond laser and the relation between pulse energy and diameter in holes produced by femtosecond laser. The paper describes the way the relation between the width and depth of the groove and key parameters of femtosecond laser is obtained by fabricating microgrooves under different experimental conditions, based on line-scanning experiment. Results reveal that the remarkable improvement in the surface quality of the fabricated microgrooves could be achieved by increasing the number of laser scans, thus leaving virtually no effect on the width and depth of the microgroove. The production of the cleaner tiny structures in the sapphire crystal surface by scanning along the track using focused femtosecond laser beam provides guidance for the precision machining of micro-structures.
femtosecond laser; sapphire; ablation threshold; microgroove fabrication; microstructure fabrication
1671-0118(2012)03-0297-06
2012-04-23
黑龙江省留学归国人员科学基金项目(LC2011C35)
齐立涛(1977-),男,黑龙江省绥化人,讲师,博士,研究方向:激光加工、先进制造技术、模具设计与制造,E-mail:qltlx@hotmail.com。
TN249
A
