矩形墩粗钢筋采用滚压直螺纹套筒连接技术
2012-11-05董丽华
董丽华
(山西路桥第二工程有限公司,山西临汾 041000)
1 概述
钢筋连接方式有绑扎连接、焊接连接和机械连接,人工绑扎连接现场施工作业强度大,机械化程度不高,由于需要足够的锚固搭接长度而浪费大量的钢材,在施工时,采用绑扎搭接钢筋集中在一个区域时,钢筋放置不下,混凝土施工时不好浇捣。焊接的钢筋连接方式由于电焊时电压不稳定或焊工技术的原因也会出现焊接质量不稳定,钢筋的机械的连接方式是一项较新的钢筋连接技术,基本上克服了上述两种钢筋连接方式的弊端,钢筋的机械连接方式正大量的运用在工程当中,墩粗直螺纹连接是钢筋机械连接技术较成熟的一种,该连接技术的施工技术是把套筒冷挤压连接与锥螺纹连接技术两者的优点结合起来,替代了我国粗钢筋连接技术较普及的电渣压力焊、竖压焊、闪光对焊等连接性能较不稳定的钢筋连接方式。它具有施工方便、接头强度高、缩短工期、可操作性强等特点,克服了焊接对钢筋造成的烧伤或咬伤、焊缝不饱满、焊接质量不稳定及焊接钢筋所需时间较长等缺点。
2 工程概况
我单位承建的岢临高速公路ZB 1-3项目部施工的石占沟大桥和孙家卯1号桥共有5个矩形墩,结构体2.5 m×5 m,建筑总高度为155 m。竖向受力钢筋的连接采用直螺纹套筒连接技术,连接钢筋主要有:φ28接头数为4 891个。由于矩形墩较高,钢筋焊接有一定的技术难度,我项目部结合实际决定采用墩粗直螺纹连接方式。
3 工艺原理
滚压直螺纹钢筋接头是利用钢材形变强化的原理,使滚压出的直螺纹钢筋强度大大提高,从而使螺纹接头的抗拉承载力高于钢筋母材的抗拉承载力。其工艺是先在加工场用专用的钢筋直螺纹滚压机,把待连接钢筋端头滚压成规整的直螺纹,然后通过带有相同参数的直螺纹连接套筒,用专用机械扳手,把两根需连接钢筋通过连接套筒相对拧紧在一起,从而形成一种能承受拉、压两种作用力的等强度钢筋机械连接接头。
4 施工工艺
4.1 工艺流程
施工工艺流程见图1,图2。

图1 钢筋直螺纹接头加工工艺流程
4.2 施工方法
1)钢筋就位。钢筋端部应先调直,使用无齿锯切割,切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。
2)直螺纹套丝。钢筋套丝要预先在钢筋滚压直螺纹机床上加工,通过机床中的夹紧钳、导轨、滑板、摆线针轮减速机、剥肋滚压头、进给机构、自动开合机构、行程限位机构、冷却系统、电气控制箱、控制系统等部件,在人工的操作下实现从剥肋到滚压螺纹的全部加工过程。可根据需要加工成正扣螺纹,也可加工成反扣螺纹。
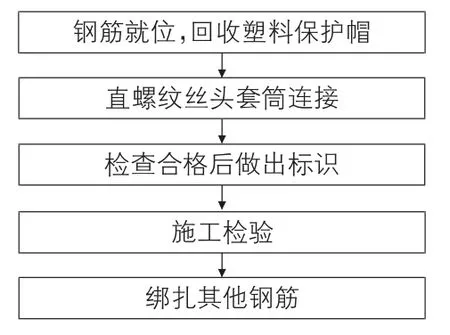
图2 钢筋直螺纹连接工艺流程
3)丝头质量自检。每批丝头加工完毕后,要逐个对钢筋端头直螺纹丝头的外观质量进行自检,直螺纹丝头的牙形、螺纹等必须与连接套筒的牙形、螺距一致,且经配套的量规检测合格,并用工作扳手拧紧接头,检查螺纹的长度是否符合要求。
4)专业质检员抽检。经自检合格的钢筋丝头,应对其分批号随机抽检。
5)戴塑料帽或拧上套筒保护、存放备用。将检验合格的钢筋端头戴上塑料保护套或拧上连接套筒,并按规格分类堆放以备用。
6)钢筋就位、回收塑料保护帽。将待连接的钢筋运至结构使用部位安置就位,并拧下直螺纹丝头上的塑料帽予以回收。
7)直螺纹丝头套筒连接。首先把连接套筒的一端安装在基本钢筋的端头上,先用工作扳手将其拧紧到位,再将待接钢筋拧入连接套筒内并拧紧到位,操作时,用工作扳手旋转套筒或钢筋,使丝头在套筒中央位置顶紧,完成连接。由于钢筋丝头加工时要求有效螺纹长度有0~+2P的公差范围,因此,接头连接完毕后,套筒两侧应有外露有效螺纹。
8)检查并作标识。钢筋接头拧紧后应用力矩扳手检查,检验合格后的接头用油漆做出标识。
9)施工检验。对施工完的接头进行质量检验。
10)绑扎其他钢筋。
5 质量控制
5.1 连接套筒产品制作的质量控制
1)原材料。
套筒材质应符合GB/T 699-1999优质碳素结构钢的规定,检查产品合格证和出厂检验报告。
2)螺纹牙形和螺纹加工精度。
螺纹牙形和加工精度是影响接头质量的另一重要因素。检验要求螺纹牙形饱满,表面无裂纹和影响接头质量的其他缺陷;不同型号的连接套筒常利用对应的通塞规、止塞规检查加工质量,其环通规应能顺利的旋入,环止规旋入长度不得超过3P。
3)外形尺寸。
为了保证套筒的横截面的面积,应控制套筒的外径偏差不能偏小。
5.2 钢筋丝头现场加工的质量控制
1)螺纹直径。钢筋丝头螺纹直径是保证与连接套筒螺纹配合的关键,影响接头性能。
2)螺纹牙形。牙形完整,螺纹大径低于中径的不完整丝扣累计长度不允许超过两个螺纹周长。
3)螺纹长度。螺纹有效长度钢筋规格的关系如表1所示。

表1 螺纹有效长度与钢筋规格的关系 mm
5.3 现场连接的质量控制
外露螺纹:
接头连接完成后,套筒外侧没有外露螺纹,则是丝头螺纹长度不够,钢筋端头未顶实套筒。外露螺纹大于2P时,若是丝头螺纹长度符合要求,说明拧紧不到位;若拧紧到位,则说明丝头长度过长,这些都为质量缺陷。
6 施工总结
本单位施工的石占沟大桥和孙家卯1号桥矩形墩,如果采用传统的连接方式必将影响施工工期,而采用直螺纹钢筋连接技术,对接头的质量抽检按JG/T 3057-1999墩粗直螺纹钢筋接头规定标准进行,现场检验试件每500个接头抽取1组3根,送吕梁市建筑工程质量监督站检测中心进行接头单向拉伸检测,规定抗拉强度标准值只许490 MPa。本工程所加工的墩粗直螺纹接头达到600 MPa~630 MPa,符合SA级要求。强度稳定,检测合格率达100%。
施工实践表明:该技术施工工艺简单,不受气候条件影响,投入设备少,机械化使用程度高,施工连接时不用电,无明火作业,连接速度快,质量稳定可靠。具体体现在以下几方面:
1)提高工效。墩柱较高,钢筋焊接及绑扎的难度较大,采用滚压直螺纹套筒连接,预先进行加工然后到现场连接,节省时间。
2)接头质量可靠。直螺纹接头钢筋的对中性好,无重叠驳口,能有效的改善排筋上的拥挤情况,有效地消除在浇筑混凝土过程中由于钢筋过密引起的振捣困难。
3)节约材料。根据图纸计算所得直螺纹连接的接头φ28的4 891个。如采用绑扎搭接,搭接长度均按10d计算φ28的将多耗0.028 ×10 ×4 891 ×4.834/1 000=6.62 t,可提高经济效益为6 620×6.35=42 037元。
总之,在石占沟大桥和孙家卯1号桥矩形墩工程中,采用滚压直螺纹套筒连接与传统搭接方法相比节约钢材,通过采用新工艺、新材料可大大提高工效,降低成本,滚压直螺纹连接技术以其先进的技术,在工程施工中必将得到进一步推广和应用。
