薄板坯连铸连轧生产65Mn钢的CCT曲线和淬透性
2012-11-02吴开明周春泉周明伟焦国华
黄 刚,吴开明,周 峰,周春泉,周明伟,焦国华
(1武汉科技大学 国际钢铁研究院,武汉430081;2湖南华菱涟源钢铁有限公司,湖南 娄底417009)
薄板坯连铸连轧生产65Mn钢的CCT曲线和淬透性
黄 刚1,吴开明1,周 峰1,周春泉2,周明伟2,焦国华2
(1武汉科技大学 国际钢铁研究院,武汉430081;2湖南华菱涟源钢铁有限公司,湖南 娄底417009)
利用Formaster热膨胀仪和金相法,测定了薄板坯连铸连轧工艺(CSP)生产的高碳高强度65Mn钢的CCT曲线,测得临界点为AC1=719℃,AC3=747℃,Ms=267℃,临界冷却速率为35℃/s。使用扫描电镜和硬度仪分析表明,薄板坯连铸连轧工艺生产的65Mn钢的淬火组织细小均匀,硬度高,比传统工艺生产的65Mn钢的淬透性好。
薄板坯连铸连轧;CSP;CCT曲线;淬透性
高碳65Mn钢,具有淬透性好,脱碳倾向小,价格低廉,切削性好等优点,用途广泛,是制造高档金刚石圆锯片等切割工器具的重要材料。65Mn钢由于碳含量高,通常采用模铸工艺生产。过去几十年来,对于上述工艺生产的65Mn钢的CCT曲线和淬透性进行了大量的研究。20世纪90年代,刘宗昌和张羊换[1,2]研究了65Mn钢简略的CCT曲线和淬火工艺。近年来,孙继兵[3-6]等研究了使用65Mn钢生产金刚石圆锯片的热处理工艺和性能。李炜新和余万华[7,8]等研究了冷却速率对65Mn钢组织和性能的影响,陈景浒和隋培玲[9,10]等研究了65Mn淬火热处理生产中出现的一些问题。由以前的研究[5-10]可知,传统工艺生产的65Mn钢用于制造金刚石锯片基体容易出现以下几方面的问题:(1)当加热时间和温度不够时,碳在奥氏体中溶解和均匀化不够,淬火过程中析出铁素体降低组织硬度;(2)淬透性不够,相变不均匀,锯片发生变形;(3)奥氏体晶粒过大,形成粗大的马氏体,容易淬裂;(4)钢中的C,Mn含量偏低或者铸坯成分偏析导致的成分、组织和性能不均匀。
薄板坯连铸连轧(Compact Strip Production,CSP)是当今世界钢铁工业将科学、技术和工程集于一体,将热轧板卷的生产在一条短流程生产线上完成的先进工艺,在国内得到了迅猛的发展[11]。涟钢充分利用薄板坯连铸连轧技术的优势和特点,在CSP生产线上成功开发了高强度65Mn钢。CSP工艺采用了电磁搅拌和液芯轻压下技术,具有冷却速率快,铸坯等轴晶多,凝固组织和析出物细小,成分偏析小的特点。CSP工艺生产的65Mn钢相比传统工艺生产的65Mn钢组织更加细小和均匀,C和Mn元素偏析小,强度和塑性高,力学性能分布更均匀[12,13]。不同的热轧组织对热处理工艺和性能有不同的影响,本工作研究了CSP工艺生产的65Mn钢的CCT曲线和淬透性,为正确使用此钢种,制定合理的热处理工艺提供了理论依据。
1 实验材料和实验方法
实验材料为薄板坯连铸连轧工艺生产的65Mn钢,生产流程为:转炉钢水—LF精炼—薄板坯连铸机—辊底式加热炉—七机架精轧—层流冷却—地下卷取机—检验入库,其化学成分如表1所示。
采用Formaster热膨胀仪,结合金相法测定样品钢的CCT曲线。样品热轧板经车削加工成φ3mm×10mm规格的试样,一端加工有φ2mm×2mm的小孔,如图1所示。以0.05℃/s的加热速率将钢加热至850℃,测得升温膨胀曲线,在曲线上确定其临界点Ac1和Ac3。将试样在850℃保温10min完全奥氏体化,以不同的冷却速率(0.05~35℃/s)将试样连续冷却,测定65Mn钢的降温膨胀曲线,确定相变点,结合金相显微镜(Olympus BX51)分析试样的显微组织,绘出其CCT曲线,以喷水冷却测定其Ms点。

表1 65Mn钢的化学成分(质量分数/%)Table 1 Chemical composition of 65Mn steel(mass fraction/%)
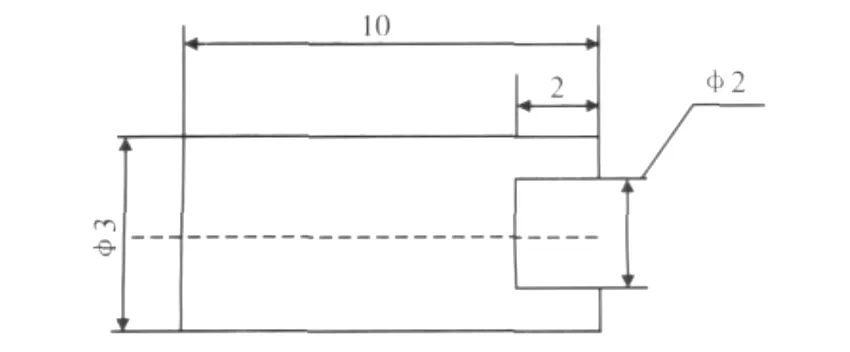
图1 试样形状及尺寸Fig.1 The shape and size of tested specimens
分别取CSP工艺和传统工艺流程生产的65Mn高强度钢板(4.5mm厚),切割成2cm×2cm的小块,在实验室马弗炉中分别加热至830,800℃和770℃保温10min,然后淬入油中。使用洛氏硬度计(HR-150A)分别测量其淬后硬度,并使用扫描电子显微镜(FEI Sirion 200)分析淬火试样的显微组织。
2 实验结果
2.1 CSP工艺生产的65Mn钢的CCT曲线
图2是CSP工艺生产的65Mn钢的原始轧态组织,可以看出,它主要由超细珠光体和少量晶界先共析铁素体组成。
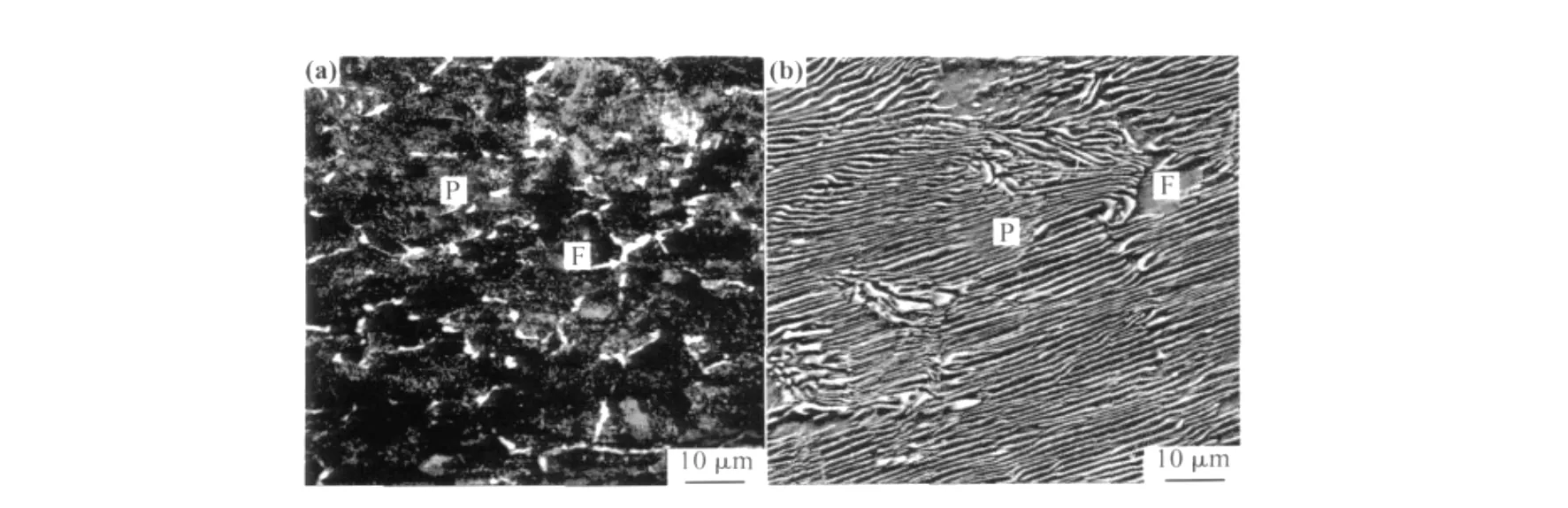
图2 65Mn钢的热轧态组织 (a)光学组织;(b)扫描电镜组织Fig.2 The as-rolled microstructure of 65Mn steel (a)OM micrograph;(b)SEM micrograph
图3是实验测得的CCT曲线。实验中测得此65Mn钢加热时珠光体向奥氏体转变开始温度Ac1=719℃,加热时铁素体转变为奥氏体的终了温度Ac3=747℃,降温时马氏体开始转变温度Ms=267℃。可知,当65Mn钢的奥氏体以不同的速率连续冷却时,有先共析铁素体转变(A→F),珠光体转变(A→P)、贝氏体转变(A→B)及马氏体转变(A→M)。
图4是不同冷却速率所对应的65Mn钢室温的显微组织照片。可以看出,当冷却速率小于2.5℃/s,转变产物为铁素体和珠光体(F+P),当冷却速率大于2.5℃/s,开始出现贝氏体(B)。冷却速率达到5℃/s时,开始出现马氏体(M),冷却速率达到10℃/s时,晶界铁素体的量就明显减少。当冷速达到15℃/s,马氏体量增多,转变主要产物是珠光体、马氏体和贝氏体(P+M+B)。如果冷却速率大于15℃/s,铁素体就开始消失。当冷速为20℃/s时,马氏体含量大约占到70%左右,冷速进一步增大,达到35℃/s时,马氏体含量达到90%左右,即临界冷速为35℃/s。不同冷却速率对应65Mn钢的室温组织如表2所示。
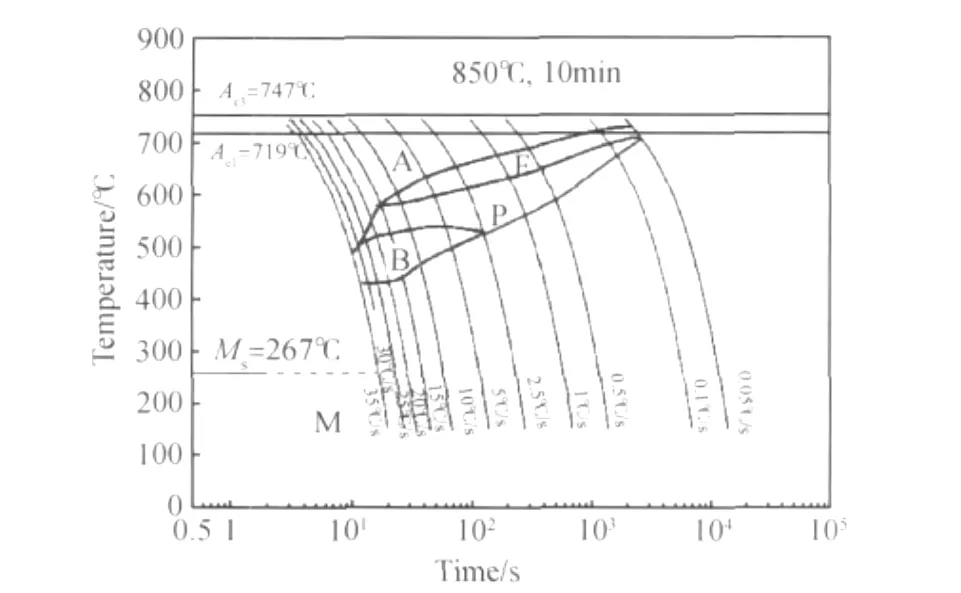
图3 CSP工艺生产的65Mn钢的CCT曲线Fig.3 The CCT diagram of 65Mn steel produced by CSP
2.2 65Mn钢的淬透性分析
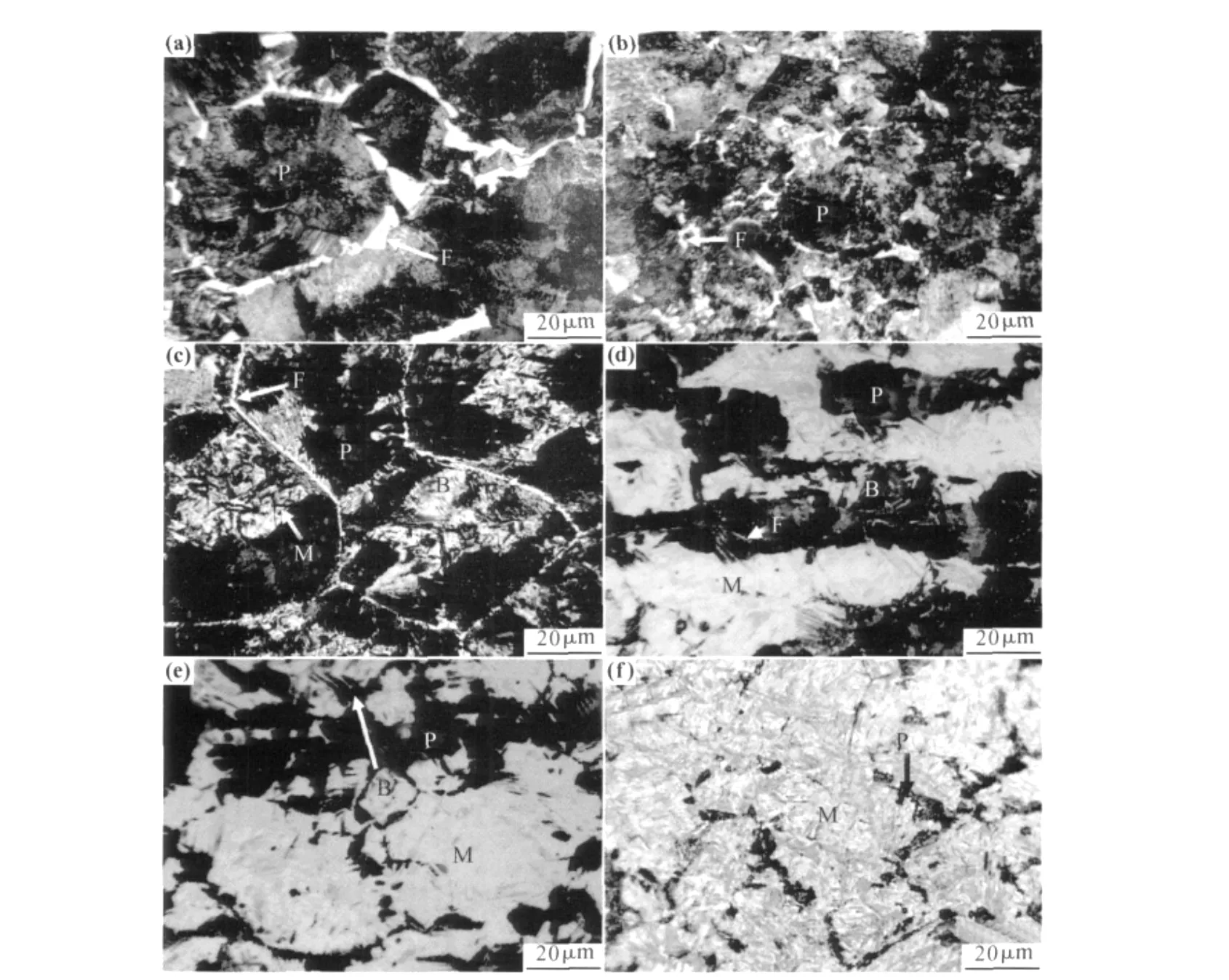
图4 不同冷速下试样的光学显微组织(a)0.5℃/s;(b)2.5℃/s;(c)5℃/s;(d)15℃/s;(e)20℃/s;(f)35℃/sFig.4 The optical microstructures of the specimens at different cooling rates(a)0.5℃/s;(b)2.5℃/s;(c)5℃/s;(d)15℃/s;(e)20℃/s;(f)35℃/s
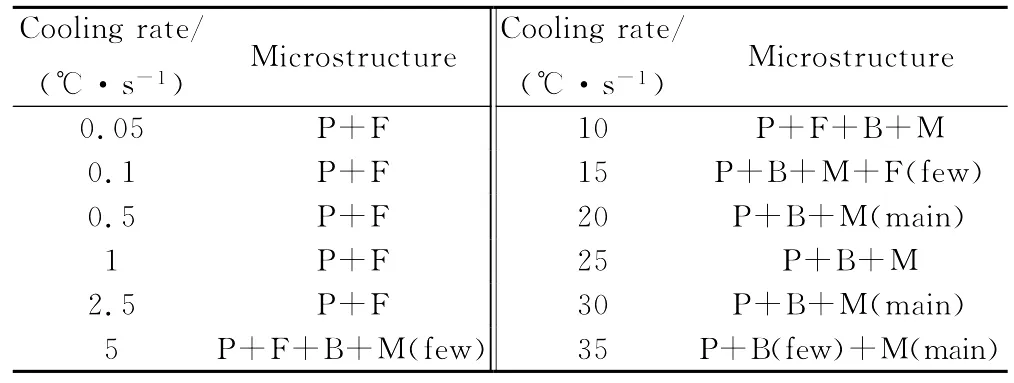
表2 不同冷却速率下的显微组织Table 2 The microstructures at different cooling rates
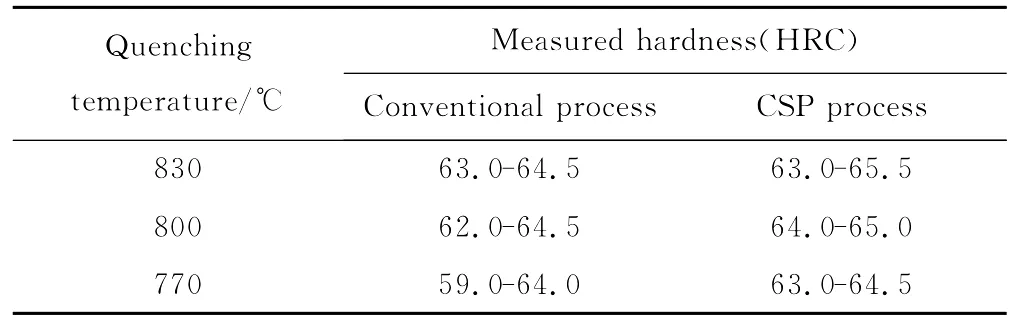
表3 不同工艺生产的试样的淬火硬度Table 3 Measured hardness of quenched specimen produced by different processes
表3为两种不同工艺生产的65Mn钢淬火后的硬度,可以看出,在830,800℃和770℃奥氏体化淬火后,CSP工艺生产的65Mn钢的硬度均略高于传统工艺生产的65Mn钢,尤其在770℃奥氏体化时表现更明显。CSP工艺生产的65Mn钢的AC3温度为747℃,在770℃奥氏体化加热淬火得到与800,830℃加热淬火几乎相同的硬度值,表明此钢具有十分优良的淬透性。
考虑到实际生产中试件比较大,所以加热温度会比实验室要高,同时过高的加热温度又会使组织粗化并产生较大的淬火应力,所以着重分析800℃加热淬火后的试样。图5是两种不同工艺生产的样品在800℃淬火后显微组织的SEM照片,可知两种工艺生产的65Mn钢的淬火组织主要都是马氏体。图5(a)显示,CSP工艺生产的试样中的马氏体针比传统工艺生产的样品中的马氏体针更短小,微观组织更细小均匀。显然,这种组织更有利于增加马氏体的强韧性,减少试样淬火开裂和淬后变形的发生。
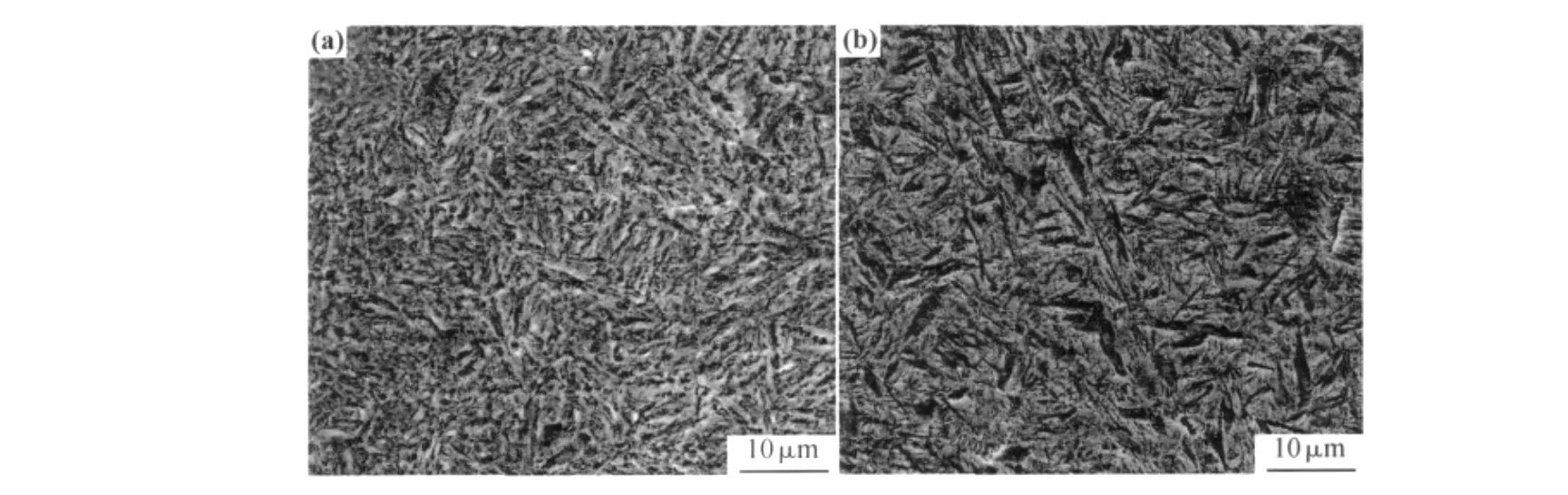
图5 800℃淬火试样的SEM微观组织 (a)CSP工艺;(b)传统工艺Fig.5 SEM micrographs in the 800℃quenched specimens produced by CSP(a)and conventional continuous casting process(b)
CSP工艺生产的4.5mm厚65Mn钢板在锯片厂使用普通辊底炉加热,淬火后硬度HRC达到了61~63,而且硬度分布均匀,没有发现开裂和明显的变形。
3 讨论
钢的成分直接影响其淬透性。65Mn钢C含量比较高,Mn是扩大奥氏体相区的元素,使钢的共析转变温度下降,推迟过冷奥氏体的珠光体转变,从而能显著提高钢的淬透性。两种或多种合金元素的同时加入,比单个元素对淬透性的影响要强得多,Cr元素可增加相变孕育期,并推迟过冷奥氏体的珠光体转变,提高钢的淬透性,所以钢中可以添加一定量的Cr。同时,Mn和Cr元素又是降低Ms点的元素[14],Ms点下降,又会降低65Mn的淬透性。为了提高65Mn的淬透性,在CSP工艺生产的65Mn钢中添加了少量的Cr。
奥氏体的晶粒大小影响马氏体的转变开始温度Ms,奥氏体晶粒减小,Ms点下降[15];同时奥氏体晶粒减小,有利于加快珠光体的转变,这些都会影响65Mn钢的淬透性。但是奥氏体晶粒过大,会影响马氏体相变后组织的性能。因此,奥氏体晶粒尺寸既不宜过大,也不宜太小,适当的奥氏体晶粒大小既要有利于得到良好的淬火组织,也应有利于提高65Mn钢的淬透性。所以,在CSP工艺生产过程中,要求适当控制终轧温度和卷取温度,使奥氏体晶粒大小适中,有利于提高淬透性。
张羊换,刘宗昌[1]等测定的传统工艺生产的65Mn钢的CCT曲线,最大的不足是既没有先共析铁素体的析出区,也没有贝氏体的转变区,是一个很粗略的CCT曲线。本工作测得的CSP工艺生产的65Mn钢的CCT曲线和李红英[3]测得传统工艺生产65Mn钢的CCT曲线相比,主要的不同有两点:(1)Ms点不同:传统工艺生产65Mn钢的Ms点为275℃,CSP工艺生产65Mn钢的Ms点为267℃;(2)出现马氏体的最低冷速不同:对于传统工艺生产的65Mn钢,当冷却速率为20℃/s时出现马氏体;对于CSP工艺生产的65Mn钢,当冷速达到5℃/s时,转变产物就开始有马氏体(M)出现。由此可以看出,CSP工艺生产的65Mn钢的淬透性明显优于传统工艺生产的65Mn钢。在实验室和工厂里进行的热处理实验也都证明了CSP工艺生产的65Mn钢具有优良的淬透性。
4 结论
(1)通过实验测得了CSP工艺生产65Mn钢的CCT曲线,得到Ac1=719℃,Ac3=747℃,Ms=267℃,临界冷却速率为35℃/s,这些参数的测定为合理制订CSP工艺生产的65Mn钢的热处理工艺提供了依据。
(2)CSP工艺生产的65Mn钢淬透性好,淬火组织细小均匀,硬度高。
[1] 张羊换,刘宗昌.65Mn圆锯片热处理工艺及力学性能的研究[J].热加工工艺,1994,(6):33-35.
[2] 刘宗昌,张羊换,任慧平.65Mn钢CCT曲线及圆锯片淬火工艺[J].金属热处理,1994,(11):8-11.
[3] 李红英,耿进锋,龚美涛,等.65Mn钢奥氏体连续冷却转变曲线(CCT图)[J].材料科学与艺,2005,13(3):302-304.
[4] 孙继兵,李国彬,李桂云,等.65Mn钢圆锯片基体的热处理[J].金属热处理,1999,(11):17-19.
[5] 吴伟志,王小辉.金刚石锯片基体的热处理工艺[J].石材,2008,(4):37-39.
[6] 苑少强,王春,梁国俐,等.回火温度对冶金锯片用钢65Mn组织及性能的影响[J].机械设计与制造,2010,(4):123-125.
[7] 李炜新.冷却速率对65Mn钢过冷奥氏体组织转变的影响[J].材料热处理技术,2008,(5):76-78.
[8] 余万华,徐绿婷,张永军.65Mn钢连续冷却转变特性的试验研究[J].金属热处理,2010,35(1):47-50.
[9] 陈景浒,揭晓华,毛新平.65Mn钢圆锯片淬火硬度不均的原因分析[J].金属热处理,2010,35(12):124-126.
[10] 隋培玲.65Mn圆锯片热处理变形的控制[J].重型汽车,2007,(5):11-12.
[11] 田乃媛.薄板坯连铸连轧 [M].2版.北京:冶金工业出版社,2004.19-22.
[12] 黄刚,焦国华,温德智,等.薄板坯连铸连轧65Mn钢的热轧组织与力学性能[J].材料工程,2010,(8):72-77.
[13] 黄刚,温德智,焦国华,等.薄板坯连铸连轧30CrMo钢的热轧组织与力学性能[J].材料热处理学报,2011,(6):109-113.
[14] 康煜平.金属固态相变及应用[M].北京:化学工业出版社,2007.97-98.
[15] HONG-SEOK YANG,BHADESHIA H K D H.Austenite grain size and the martensite-start temperature[J].Scripta Materialia,2009,60:493-495.
CCT Diagram and Hardenability of 65Mn Steel Produced by Compact Strip Production
HUANG Gang1,WU Kai-ming1,ZHOU Feng1,ZHOU Chun-quan2,ZHOU Ming-wei2,JIAO Guo-hua2
(1International Research Institute for Steel Technology,Wuhan University of Science and Technology,Wuhan 430081,China;2Hunan Valin Lianyuan Iron and Steel Co.,Ltd.,Loudi 417009,Hunan,China)
Using Formaster dilatometer and metallographic method,the CCT diagram of 65Mn steel produced by thin slab continuous casting and rolling process(Compact Strip Production,CSP)was measured.The critical points areAC1=719℃,AC3=747℃,Ms=267℃and the critical cooling rate is 35℃/s.By hardness tester and scanning electron microscopy(SEM)analysis showed that quenched 65Mn steel produced by CSP has fine and uniform microstructure and high hardness,and its hardenability was superior to that of the steel produced by traditional process.
thin slab continuous casting and rolling technology;CSP;CCT diagram;hardenability
TG111;TG142
A
1001-4381(2012)04-0052-04
湖南省重大科技专项“CSP工艺生产高强度钢的研究与示范”资助项目(2006GK4021);教育部新世纪优秀人才支持计划(NCET050680);湖北省自然科学基金计划青年杰出人才项目(2006ABB037);湖北省教育厅国际合作项目资助(200711001)
2011-06-11;
2011-12-17
黄刚(1977—),男,博士生,E-mail:huanggangwhu@yahoo.com.cn
吴开明(1966—),男,博士,教授,博士生导师,主要从事钢铁材料相变、组织控制与焊接性研究,联系地址:湖北省武汉市青山区和平大道947号武汉科技大学8#信箱(430081),E-mail:wukaiming@wust.edu.cn,wukaiming2000@ yahoo.com
