医药用卫生级移动罐的设计制造和检验
2012-10-31倪卫钢
沈 红 倪卫钢 张 昊
(1, 德希尼布工程咨询(上海)有限公司,上海 200031;2. 基伊埃工程技术(中国)有限公司,上海 201101)
在医药生产中,因卫生和传递的要求,经常会使用很多卫生级移动罐(图1,图2)。这些卫生级移动罐大都使用在医药产品的生产末期或终端产品上,因而对卫生级移动罐的卫生条件要求更高。设计和制造优质的卫生级移动罐,能最大程度的保证药品的卫生安全,减少终端产品的浪费。
1 设计
设计总体要求:
卫生级移动罐设计应该考虑到材料,使用和移动的要求等,设计时要考虑重量,超过400 L总体积的罐子建议用固定罐。罐体的宽度也要考虑,最大宽度一般不超过1.2 m。另外,卫生级移动罐的设计还要考虑到出料位置,清洗方式,灭菌方式。出料位置如果是上出料,清洗时要考虑罐子的倒置。关于灭菌方式,有灭菌柜灭菌,纯蒸汽罐体灭菌等方式。如果采用灭菌柜灭菌,移动罐不需要设计防烫层,卫生级移动罐上的相关仪表和附件应该能够容易拆卸。
1.1 罐体材料的选择
罐体的材料不得对药品性质、纯度、质量产生影响,罐体材料要有安全性,可辨别性及使用强度。要考虑所选材料与药物等介质接触时,以及在腐蚀性、气味性的环境条件下不发生反应、不释放微粒、不易附着或吸附异物。还要考虑该材料在生产,清洗和消毒工艺中的可适应程度。通常材料要选择316L 或更高等级的材料(AL6XN,2205等),板材要选用冷轧板,因冷轧表面致密,可减少表面缺陷。对于用于保温或加热夹套的材料,也要选择304L,以减少罐体材料和夹套材料之间的差异,从而减少因卫生级移动罐外表面的腐蚀而产生不卫生的因素。罐体材料要有EN3.1证书。卫生级移动罐的密封材料一般选用医药级的硅胶垫片,或者PTFE,EPDM垫片。选择密封材料时,要考虑该材料的生物兼容性,工艺兼容性,阻渗性,表面光洁度,微粒发生性和可萃性等,密封材料的证书要规范,证书上至少要有制造商名称,部件号,批号,材料构成,制造数据,以及和标准实验要求的一致性[1]。

图1 手提式卫生级移动罐

图2 脚轮式卫生级移动罐
1.2 卫生级移动罐罐体强度的设计
根据《固定式压力容器安全技术检察规程 TSG R0004-2009》中第1.2款注1-1:对于为某一特定用途、仅在装置或者厂区内部搬动,使用的压力容器,按照固定式压力容器进行监督管理[2]。所以,罐体壁厚要根据设计条件按GB150计算,但还要考虑到卫生级移动罐的搬运时对刚度的要求。由于在将产品从卫生级移动罐中吸出时,罐体将承受负压,这还要考虑卫生级移动罐在负压状态下的刚度。这些对刚度的要求,在设计厚度时均要综合考虑。
在考虑罐体厚度时,也要考虑到板的厚度对焊接变形的影响,过薄的板材在焊接时容易产生焊接变形,这些焊接变形的消除(打磨)又影响罐壁的实际厚度。罐体表面抛光也会影响罐体的厚度,但此影响是可忽略不计的。
例:设计压力:-0.1/0.3MPa,设计温度:150℃,内径:350 mm,筒体高度600 mm,带脚轮,带搅拌,计算厚度:考虑负压,有效厚度仅1.5 mm,公称厚度:2.0 mm,考虑装搅拌,移动等因素,最后厚度选为4.0 mm。
1.3 卫生级移动罐的卫生设计
卫生级移动罐的卫生设计是该罐设计的一个重要环节,卫生级移动罐在使用中涉及到频繁的更换品种,批次,为避免物料的交叉污染,成分改变和化学反应,清洗罐内部、外部表面是操作中必不可少的。所以,罐体的内外形要简洁,容易清洗是最基本的要求,罐内表面不能有死角,要保证罐内的清洗方法能清洗到每一个角落,所有的有角处要圆滑。卫生级移动罐的外表面也要光滑,易清洗,无结垢的死角(图3)。材料的表面(和产品接触的面)粗糙度要到SFVV6等级即0.64μm或0.64μm+电解抛光(图4)。其他表面的粗糙度也要达到0.8μm。罐内的焊缝要和罐体的粗糙度一致,特别是角焊缝,不但要有和罐体一致的粗糙度,还要圆滑。抛光的整体表面要粗糙度均匀一致。

图3 外表面抛光0.8μm

图4 内表面抛光(64μm+电解抛光)
罐体要有足够的自排净(仅依靠重力排净)能力,罐的排净口要安排在罐的最低点(图5)。接管、法兰等管件和罐体内表面的安排要低于内表面,或和内表面齐平,不能高于内表面。这些管件和罐体焊接处的内表面余高要磨平。在罐侧壁和盖上的管件接口要有斜度,或接管要有斜度,以利于排净。
卫生级移动罐上接管的长度和内径比(L/D,L为接管在罐顶上最大边长)也是设计时的一个重要因素。为了能对卫生级移动罐容易的进行CIP,这个比例(L/D)要尽可能小,对于无流体通过的接管,如:视镜,温度计接口等,L/D要小于2:1。接管和筒体或盖板联接处尽可能采用斜度开口型,以利于CIP清洗(图6)。

图5 排净口在罐的最低点

图6 盖上内表面的管件接口带有斜度,有利于清洗
有CIP 接口的卫生级移动罐,CIP接口的位置、CIP管深入长度,喷淋头的形式设计等,要考虑CIP的效果,这些方面可向专业的喷淋头厂家咨询,必要时通过卫生级移动罐的核黄素试验来校正和修改喷淋头的位置。插入管要选卫生级无缝管,插入管材料要等于或优于内罐的材料。插入管的端头要抛光圆滑,以免在使用时从罐中取出放入,划伤罐壁。插入管的长度要选择准确,插入管过短,可能不能将产品全部抽出,浪费产品。插入管过长,和罐底表面相碰,损坏罐壁。插入管的固定接口和插入管之间的间隙要足够大,以保证该间隙能被就地清洗和消毒。
1.4 卫生级移动罐体人性化的设计
许多卫生级移动罐在工作时,很多时候需要工人的操作。为了便于工人的操作(图7)。设计时要考虑卫生级移动罐的人性化,如:不能太重,移动和停止时都要稳定,要容易平衡,开启关闭卫生级移动罐上的附件要方便,把手杆不要太细,太细的手杆让工作人员在搬运时感到不适(图8)。铭牌架既要能保持卫生,易清洗,又要不妨碍工人的工作,罐上的接口不要靠的太近,以避免太近的接口妨碍工人的操作。

图7 间隙太小妨碍旋紧操作
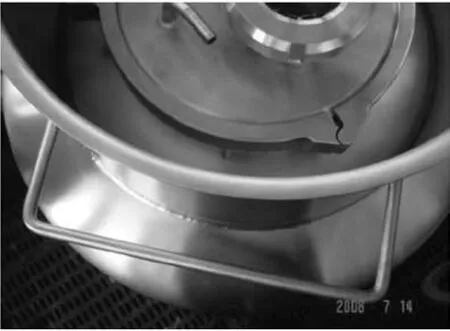
图8 把手太细
1.5 卫生级移动罐的附件设计
卫生级移动罐上的附件设计即要考虑到功能,又要考虑卫生洁净的要求。有些卫生级移动罐带有搅拌,该搅拌的选型要考虑功能和卫生。现在大都选卫生级磁力搅拌。为了在搅拌桨工作时容易产生有效的紊流,搅拌安装位置要偏离卫生级移动罐底中心一定的距离A,当卫生级移动罐的内径L小于1 000 mm时,A=0.5 L;当卫生级移动罐的内径L大于等于1 000 mm时,A=0.3L~0.5 L。搅拌所带的马达要符合卫生要求,特别是马达的润滑油,要使用卫生级的润滑油(图9)。有带脚轮的卫生级移动罐,在选取脚轮时要考虑脚轮卫生条件,脚轮上的金属部件包括螺栓螺母应是不锈钢,和地面接触的非金属材料要不易产生粉末,无异味等。底阀要选取和罐体一致不锈钢材料,结构上要易排净无残存的型式。卫生级移动罐上的视镜要选金属烧结压制型视镜,并带有金属保护栅,玻璃无气泡,沟槽,裂纹等缺陷(图10)。

图9 卫生级移动罐底部卫生级磁力搅拌器

图10 带有金属保护栅的金属烧结压制型视镜
2 制造
卫生级移动罐的主要制造工艺如下:
下料→卷板→组对→开孔→焊接→抛光→清洗
下料时要注意材料的追踪,要在板材上记录材料追踪号,要用不影响板材的记号笔,或使用其他追踪方法。钢板上带有标记号码的一面用作卫生级移动罐的外面。下料时就要将板材正反面保护膜贴好。筒体的下料要以封头的尺寸为依据,以减少错边。一般封头由外协加工,封头加工好后可预先抛光。有时筒节内表面也可做些预抛光。组对时要注意对齐,减少错边,在不得以存在标准允许的错边时,也要保证内表明齐平(图11)。点焊定位要均匀,且点焊也要避免内外表面氧化。点焊上如有缺陷,在正式焊接前要处理掉(图12)。

图11 筒体和封头的组对

图12 筒体和封头的点焊
开孔也是很重要的一道工艺,开孔的尺寸掌握不好,会造成焊接困难,增加焊接热输入,从而影响变形。也增加了抛光的难度。开孔以机械开孔翻边为好。
焊接是制造卫生级移动罐的主要工艺,焊接要按ASME Part MJ Material joining和AWS D18.3 Specification for welding of Tanks,Vessel,and Other Equipment in Sanitary(Hygienic)Applications进行,要有满足的焊接工艺评定和合格的焊工。因卫生级移动罐一般壁较薄,容易产生变形,焊接时要采取防变形手段(图13)。另外,焊接时防止表面氧化也是一个重要的工作。卫生级移动罐上插入的焊接要按 AWS D18.1 Specification for Welding of Austenitic Stainless Steel Tube and Pipe Systems in Sanitary(Hygienic) Applications进行。焊接完成后的无损检测按有关法规进行。
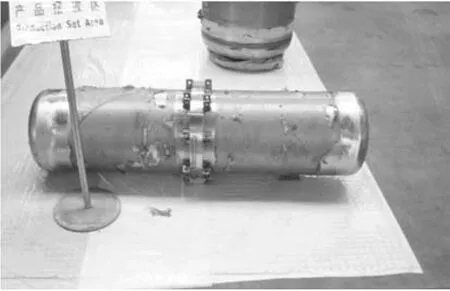
图13 将二个卫生级移动罐对口固定,减少变形
当在罐体上焊接磁力搅拌器底座和底阀底座时,一定要遵照磁力搅拌器和底阀的焊接技术要求,要采用跳焊的方法,焊接时要注意采取氩气冷却,必要时要加防止变形的工装和采用水冷。因为磁力搅拌器底座和底阀底座的变形,将影响搅拌的效果和底阀的密封,而且很难修复(图14,图15)。
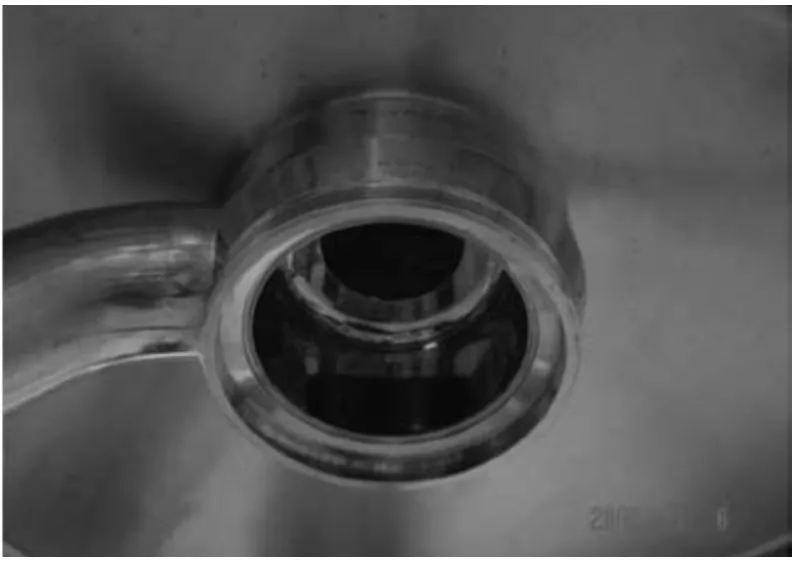
图15 在罐底焊接好的底阀底座(罐外部照片)
卫生级移动罐表面光洁度直接影响着产品的质量,表面(和产品接触的面)光洁度要达到SFVV6等级(0.64μm或0.64μm+电解抛光)。其他表面的光洁度也要达到0.8μm。罐内的焊缝要和罐体的光洁度一致,特别是角焊缝,不但要有和罐体一致的光洁度,还要圆滑。但卫生级移动罐通常较小,使得抛光困难,所以要特别注意那些不易抛光的死角。手工抛光达到0.64μm后,再采用电解抛光,使表面更光滑,光洁度更均匀(图16 )。
抛光工作(手工抛光+电解抛光)完成后,对罐内外表面用清洁的水进行全面的清洗,清洗完成后,用干净的棉布擦干净,等待最终检验和验收。对不进行电解抛光的部位,要先进行酸洗钝化后再进行清洗图。

图16 抛光(手工抛光+电解抛光)完成后内表面的效果
3 检验
检验按ASME BPE SD-5 Test and Inspection进行,许多检验的工作贯穿在卫生级移动罐的制造过程中,如:尺寸,方位,焊接质量,NDT,抛光度等。制造过程中的检验能保证及时发现问题,及时处理(图 17)。
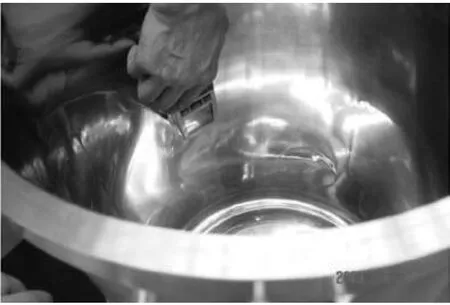
图17 卫生级移动罐内壁抛光度检查
除制造过程中的检验外,最终检验非常重要,由于卫生级移动罐的结构形式各不相同,检验项目也根据卫生级移动罐的结构形式而变化,最终检验的主要项目包括:水压试验,气密试验,体积检测,排净试验,喷淋球试验 (核黄素试验),搅拌试验等[3]。
水压试验要按图纸和标准要求的压力和时间进行,一般为设计压力的1.25倍,水质必须是干净且符合标准的要求(纯净水或0.2μm过滤的去氯离子水)。带底阀的卫生级移动罐,要检验底阀阀芯是否干净,如阀芯上有异物必须去处且清洗干净,在进水前要将底阀开关数次,再关闭进水。如果卫生级移动罐数量较多,可将数个罐串联进行水压和气密试验,气密试验的压力一般为设计压力的1.15倍。水压试验时,要注意检验底阀的密封性。
体积检验主要是测量卫生级移动罐的实际容积和设计的差异,验证该差异是否在要求的范围内。排净试验是检验卫生级移动罐的排净能力,即仅依靠重力,卫生级移动罐底部的水要能完够全排干净(图18,图19)。

图18 测量卫生级移动罐的容积

图19 检查水排净的能力
喷淋球试验(核黄素试验)是将核黄素喷洒在卫生级移动罐所有和产品接触的内表面(罐壁,接管口内等),在核黄素干燥以前,按以后生产时的清洗工艺(压力,流量,时间等),在常温下,通过喷淋球,对卫生级移动罐内进行清洗,然后用紫外线灯对表面进行照射检查,看这些表面是否有核黄素的残留(图20,图21)。
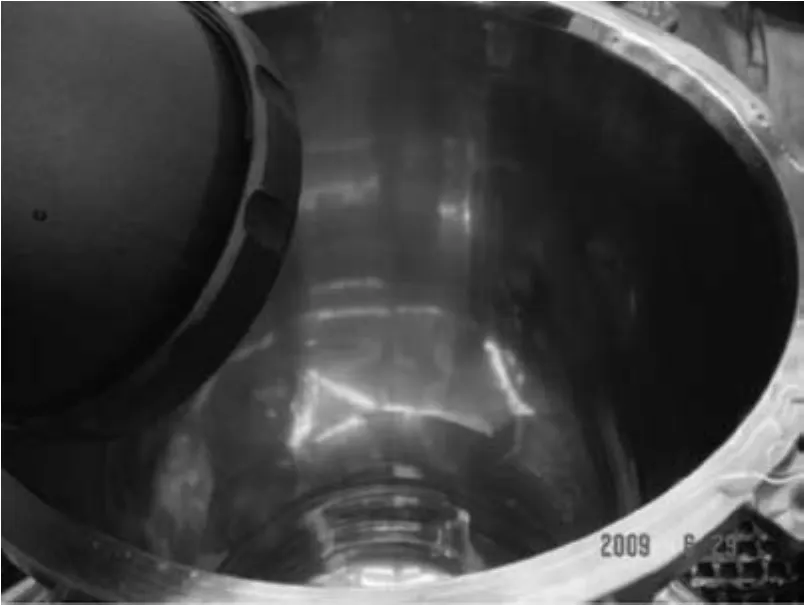
图20 喷淋清洗后,用紫外线灯检验是否有核黄素残留在罐壁
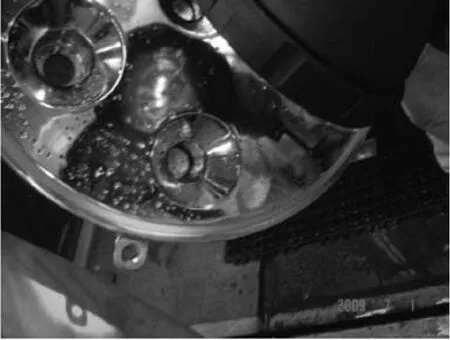
图21 喷淋清洗后,用紫外线灯检验是否有核黄素残留接管内表面
带搅拌桨的卫生级移动罐还要进行搅拌试验,该试验主要检查搅拌效果,看在一定的水位和时间内,能否产生有效的涡流(图22,图23),此外,还应检查电机在工作时的一些状态,如:转速,电流,震动,噪音,表面温度等。

图22 卫生级移动罐搅拌试验时产生的紊流 (低水位)
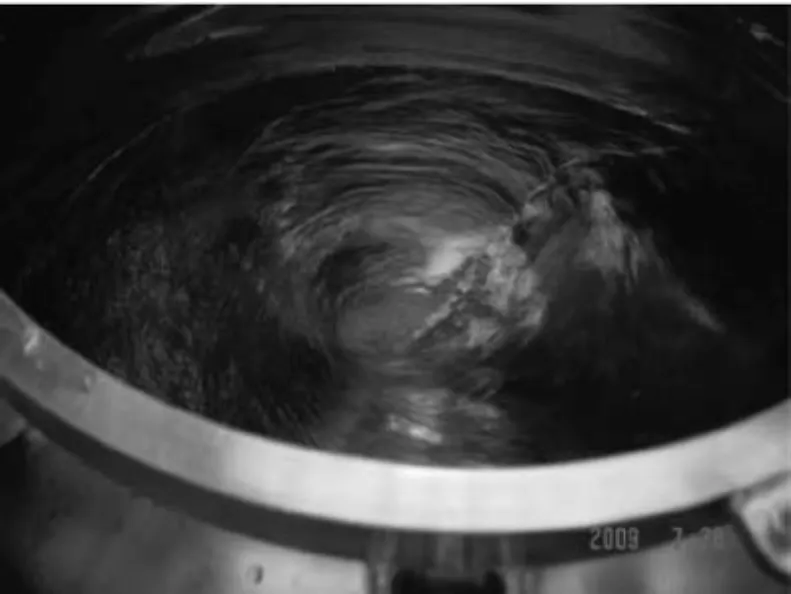
图23 卫生级移动罐搅拌试验时产生的紊流(工作水位)
带脚轮的卫生级移动罐还要进行行走试验,检验移动行走时的平稳度,刹车等效果。所有试验完成后,卫生级移动罐内外表面要按要求擦洗干净,待干燥后,密封包装。
卫生级移动罐的质量文件要按ASME BPE SD-6 Documentation 的要求。这些质量文件至少要保存三年。
[1] ASME BPE Part SG Equipment Seals,ASME 生物工艺设备 SG章节:设备密封,83-84.
[2] TSG R0004-2009. 固定式压力容器安全技术检察规程 [S].
[3] ASME BPE SD-5 Test and Inspection,ASME 生物工艺设备SD-5:试验和检验,44-45.
