天铁6#高炉喷煤双分配器清堵控制系统设计及应用
2012-10-23刘东平
刘东平
(天津天铁冶金集团第二炼铁厂,河北涉县056404)
1 引言
高炉喷煤是现代炼铁工艺的一项新技术,它既有利于节焦增产,又有利于改进高炉冶炼工艺和促进高炉顺行,其经济效益和社会效益显著。随着高炉喷煤技术的不断发展,喷煤量逐步提高,喷煤生产在高炉冶炼过程中所起的作用越来越突出。
天铁6#高炉是一座现代化大型高炉,容积为2800 m3,有30个风口。在高炉大煤量喷吹的条件下,无计划的停喷,轻则造成高炉减风减压,重则造成高炉炉况失常甚至炉缸冻结。因此最大限度地避免无计划停喷和支管堵塞是高炉稳定、顺行、高产的重要前提。以往的喷煤清堵主要是依靠人工操作,在频繁的巡视中,通过观察风口内煤粉喷吹情况来判断支管煤粉运行状态。如果支管堵塞,则需要进行人工反吹清堵,工艺过程复杂,劳动强度大。为提高测堵和清堵的自动化水平,降低操作人员的劳动强度,提高煤粉喷吹量,经过对原高炉单分配器清堵的分析论证后,设计出天铁6#高炉双分配器清堵控制系统。通过应用,提高了喷煤量,降低了人工维护成本,保障了高炉喷吹煤粉工艺的顺利进行。
2 双分配器清堵控制系统设计
2.1 自动控制的硬件设计
自动控制设计采用与高炉各系统相同的GE PAC Rx3i作为其核心控制。采用该PAC可编程控制系统,一方面是为了与高炉本体系统实现软硬件的共享,通过以太网络实现数据的局域网络监控,有利于生产工艺的协调操作;另一方面,根据改造后的实际情况需要,为避免现场布大量的线缆,把PAC放置在清堵控制设备的最近位置,通过以太网络进行远程数据交换。在PAC硬件组态上,安装了双以太网端口模板,分两路出来,一路进入高炉网络系统,一路直接进入独立作业的配管工岗位进行监控,自动控制见图1。
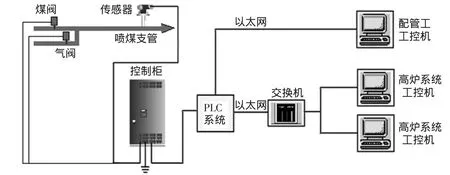
图1 自动控制图
2.2 自动控制的程序设计
高炉采用GE ME 7.0作为其PLC编程软件,人机交互界面采用CIMPLICITY 6.1进行组态编程,这是喷煤分配器清堵系统中首次应用GE的核心软件。它增强了其自动控制能力,实现了非常人性化的人机交互系统。在这次自主设计中,结合岗位的工艺需求,通过人机交互页面参数设定窗口设置了可控的煤粉上限和下线浓度百分比。这保证了在喷煤支管在还没有被完全堵塞前进行提前清堵,使支管保持顺畅喷煤。另外,为了保证对现场煤枪的可控,避免煤枪烧坏导致风管烧穿的生产事故,对单个喷煤支管设置了手动和自动控制,这也使得操作工更加容易控制现场支管的喷煤情况,程序见图2(a)。在这次的设计中,还增加了实时跟踪的历史趋势曲线,这有利于岗位工观察各支管的历史喷煤情况,监控和预测喷煤堵塞,实现高炉稳定顺行,实时扫描煤粉流量,检测报警程序见图2(b)。
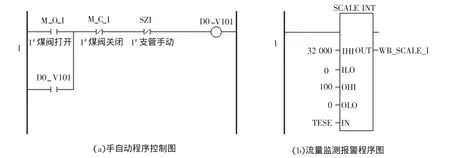
图2 PLC程序控制图
3 如何实现在线测堵和清堵的控制
3.1 支管堵塞的危害
高炉持续稳定的重要前提是提高炉内气体的动力学条件。与全焦冶炼不同的是,在高炉喷煤运行工况下,炉料结构和煤气特性均受到煤粉在炉内的运行行为及各分支管喷煤量的影响。因次,高炉喷煤操作直接影响到高炉气体运动特性的变化,尤其是在大喷吹量时,这种变化还可能危及高炉的稳定顺行。另外,输粉管堵塞时,大多数情况下需要将管道内煤粉通过放散管道排入大气中,每次排放煤粉量1~3 t,这样不但会造成大量浪费,而且严重污染环境。同时在煤粉放散过程中,煤粉与放散管道产生剧烈摩擦,放散管口温度急剧升高呈微红状态,在与大气接触时,极易造成煤粉粉尘爆炸,严重威胁安全生产。高炉煤粉喷吹是一种气力输送过程,在流体力学范围内属于气固两相流动,由于流动的不均匀、工艺及管道设计等多方面的影响,造成了瞬时流量的波动,这种波动将会直接影响到炉内气体的流动。
3.2 测堵控制系统
天铁6#高炉喷煤双分配器采用微波法测量支管煤粉浓度的方式来判断支管喷吹情况。显示输出由计算机显示器显示,总管和分支管道喷吹煤粉浓度用棒状图和数字量同时显示,煤粉浓度显示值为百分比(%)。喷吹煤粉浓度在其正常运行的上下限范围内工作时,棒状图显示为绿色,当喷吹煤粉浓度超过上限范围时,棒状图显示为红色以示报警。当任何一分支管道中的煤粉浓度低于设定值时,报警画面显示为蓝色。在线监测喷煤系统总管和各分支管道喷煤浓度,具有测量精度高、运行稳定、测量部件可靠、信号处理准确、棒状图画面直观实用等优点。
3.3 实现清堵控制
微波测量仪将被检测的介质数量(即煤粉浓度)与反射波幅度成正比例关系。检测到的反射波幅度越高,说明煤粉浓度越大。煤粉来时、经过、远离微波源的反射波频率变化可反映管道内流体的速度变化情况。高炉喷煤自动吹堵系统是根据各个喷煤管道的煤粉浓度来判断煤粉分配均匀程度和是否堵管,当发现有堵管趋势时,由自动控制系统打开氮气管道上的气阀并关闭煤粉管道上的煤阀进行吹堵,自动吹堵系统根据系统反馈压力来判断是否吹通,吹通后系统打开煤粉管道阀门、关闭氮气管道阀门进行正常喷吹煤粉。通过时时监测判断,使支管在未被完全堵塞前即被处理,确保喷吹支管通畅。
4 喷煤双分配器清堵控制系统设计的功能和优点
4.1 喷煤双分配器清堵设计的功能
天铁6#高炉是一座现代化的大型高炉,设备的自动化程度较高,有30个风口。喷煤时,煤粉经煤粉仓→三个并列喷吹罐→旋转给料器→喷吹小罐→总管→双配器→支管→喷枪,煤枪附属在风管上,煤粉按照设定的浓度混合着一定压力的氮气从风口进入炉内发生冶炼所需的化学反应,从而改善高炉炉缸工作状态,使高炉稳定顺行。高炉设计初期采用单分配器进行喷煤,单分配器把30根支管都集中到一个分配器上,支管安装位置密集,管道相互之间压力影响较大,造成个别支管煤粉分配不均,波动幅度较大。双分配器是把30根支管分成2组,根据风口的实际排列情况,按奇偶数的顺序1,3,5…,29共计15棵为一组,2,4,6…,30共计15棵为另外一组,这样均匀分开。煤粉从总管过来,进入高炉区域后,分为两路进入各自的分配器,双分配器平面图见图3。采用奇偶数均匀分开的双喷煤系统,有利于气流和煤粉稳定进入炉内以及化学反应的正常进行,保证炉况稳定顺行。
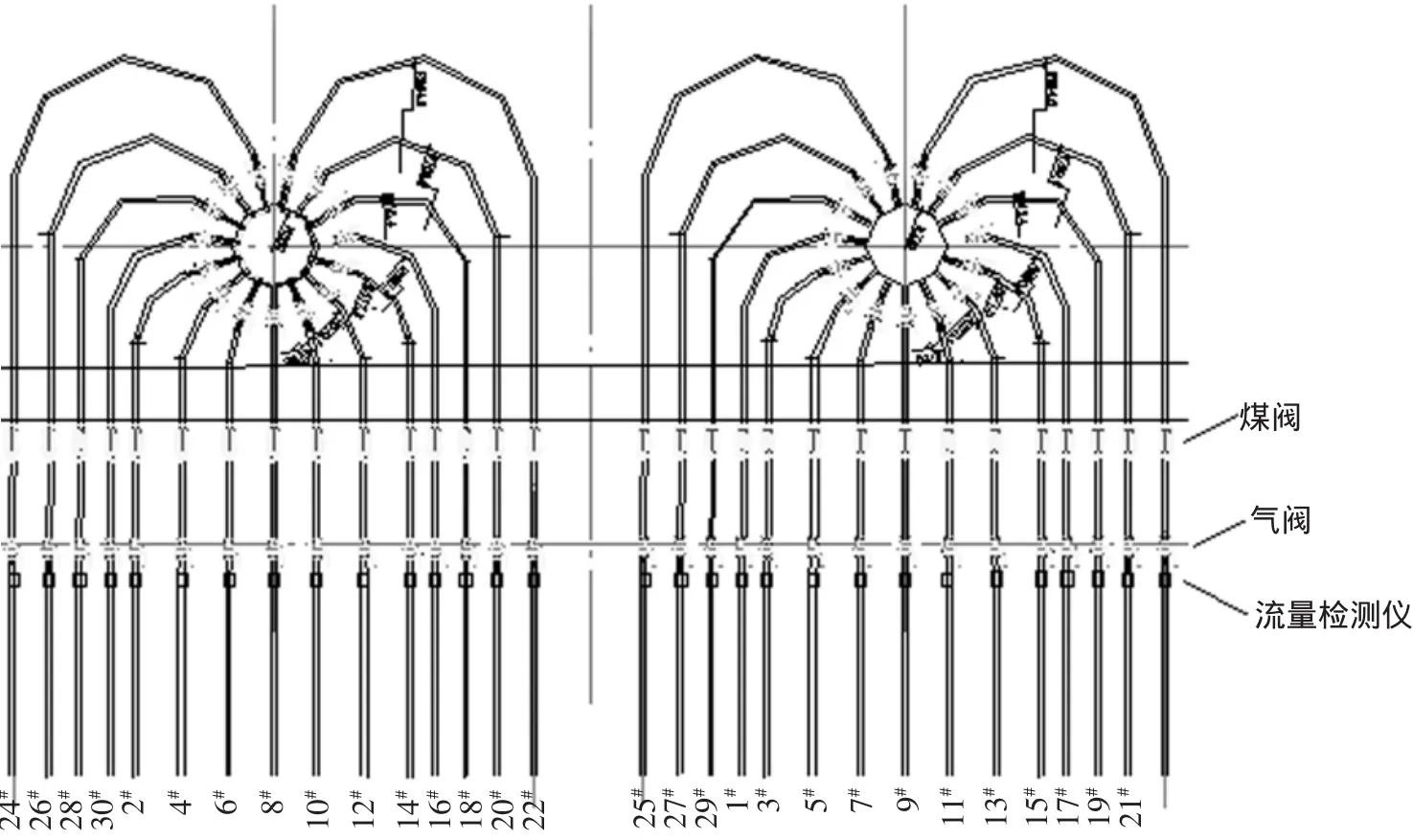
图3 双分配器平面图
4.2 喷煤双分配器清堵设计的优点
高炉采用双分配器喷煤,一方面因各自分配器支管数量减少了1倍,减小了支管流量的波动,确保了煤粉和气流从风口进入炉内后发生稳定的化学反应,从而保证炉况稳定。另一方面,在两个分配器同时使用时,当一个系统因堵塞、电磁阀坏或其他情况造成分配器不能使用时,另一个系统同样可以继续工作,在炉内均匀喷吹,不耽误生产。此时,有足够的时间对有故障的系统进行检查和处理。最后,因高炉原来采用一个分配器对高炉进行喷煤,分配器为双环形,内环是煤粉支管,外环是反吹氮气支管,作业空间狭小,非常不利于维护检修。采用重新设计的双分配器系统,布局科学合理,作业空间大,便于排查故障和设备维护,也有利于电气和自动控制系统设备的有效使用。
5 应用与问题处理
5.1 实际应用情况
在生产应用中,操作人员通过对工控机监测情况与风口可视人孔的观察比较后的结论是一致的。无论从喷煤量的大小,还是从各阀位的开关情况看,该清堵控制系统的设计都实现了工艺要求,并且操作可靠。
5.2 在实际应用中遇到的问题
调试阶段中,出现了电磁阀手动操作不动作现象,经过多次调试发现其主要原因是阀的驱动部分与机械球柄部分出现连接不够紧密,或是阀的驱动气源管漏气等故障,经维护人员检查和整体紧固后,未出现此情况。有时煤阀或气阀的开关到位时没有信号,这主要是因为接近开关的感应距离没有调整好,或固定螺母有些松动,经电工处理后效果明显改善。
5.3 优化和改进方向
由于煤阀的机械控制部件是球阀,在开关是球体表面会与极细的煤粉产生摩擦,时间久了会产生间隙,导致关不严或是球阀坏死,因此建议用质量较好的球阀作为阀体,这样可以延长阀的使用寿命,确保控制系统可靠运行。
6 结束语
天铁6#高炉喷煤双分配器清堵控制系统,通过对软硬件的合理利用和优化设计,实现了系统的稳定运行和数据共享,提高了喷煤量,减少了岗位工的作业强度,对高炉的高产顺产起到了积极的作用,收到了良好的经济效益。
[1]李文霞,路海风.PLC控制系统在喷煤工程中的设计与应用[J].河南冶金,2005(5):33-35.
[2]金艳娟.高炉喷煤技术[M].北京:冶金工业出版社,2005.
[3]马爱琴,王爱国.高炉喷煤工艺及自动控制系统[J].山西冶金,2004(3):38-39.
