大型数控机床附件铣头设计
2012-10-23李嵩松
李嵩松
(北京第一机床厂,北京 101300)
大型数控龙门镗铣床,大型立式车铣复合加工中心及数控落地镗铣床是目前制造型企业较为通用的3类大型金属切削设备,主要用于工程机械、矿山机械、船用柴油机、汽轮机等制造行业的大型基础件的加工。然而重机厂在生产过程中大多数机床都需要配置附件铣头来扩展主铣头的加工范围。所以对龙门镗铣床等大型金属切削设备来说设计适合不同工况使用的附件铣头是必要的。
1 大型机床附件铣头总体设计理念
根据常用3大类机床的切削特点,附件铣头的使用最具代表性的是龙门镗铣床。据调查数控龙门镗铣床使用各种附件铣头加工的时间几乎占机床总加工时间的80%以上。同样当应用立式车铣中心、落地镗铣床等机床进行加工时,附件铣头也是经常使用的关键部件。
附件铣头作为机床使用单位的关键部件,设计时一般可以分为两类:
(1)设计通用型附件铣头
目前大型机床制造商所标配的通用型附件铣头一般为直角铣头、伸长铣头和万能铣头。
此类通用型附件铣头一般是由机床生产厂家,根据本厂生产的机床类型及切削性能特点,结合市场调研情况,综合考虑确定出适合于本厂产品机床使用的标配附件铣头。
(2)设计定制专用型附件铣头
此类定制专用型铣头是机床生产商根据使用单位提供的典型工件的加工部位和加工要求等特殊加工需求进行设计的。它们是专为用户量身设计的多种不同种类附件铣头,如窄直角铣头、双端面铣头、偏位直角铣头和反划铣头等。
2 附件铣头设计的一般步骤
尽管附件铣头外形变化多样,但无论是龙门镗铣床、立式车铣复合中心还是落地镗铣床,设计它们的附件铣头时总体可以按照以下步骤进行:附件铣头外形尺寸和性能参数的确定;附件铣头的传动链、主轴设计;液压控制及润滑冷却系统设计;附件铣头的装卸、运送、定位及转位系统设计;附件铣头与主铣头连接方式设计;附件铣头识别系统设计;附件铣头基础件工艺性设计等。
2.1 附件铣头外形尺寸和性能参数的确定
设计通用型附件铣头时,机床制造商需结合所生产该机床的使用性能加工特点来确定基本外形参数和性能参数,用来保证机床的基本加工要求。
设计专用型附件铣头时,生产厂的设计师及工艺师与使用单位的人员要一起经过研讨,共同确定附件铣头的外形参数和性能参数。同时在设计专用型附件铣头时,设计师应全面考虑,力争使专用型附件铣头具有一定通用性和前瞻性。
2.2 附件铣头传动链设计
对于附件铣头设计而言,传动链设计是非常重要的。传动链设计包括主传动链设计和进给传动链设计。附件铣头的传动链构成主要由锥齿轮传动、直齿轮传动、蜗杆传动、花键联接和键联接等几类常用的机械传动和联接方式组成。
2.2.1附件铣头主传动链设计
任何一种附件铣头设计时都需要根据外形参数、切削参数和主铣头性能参数来设计主传动链。例如通用型直角铣头设计(如图1),这类直角附件铣头设计可以使用普通弧齿锥齿轮传动方式进行传动。由于弧齿锥齿轮具备可以改变动力传递方向、传动平稳、传递扭矩大等机械特性,所以在主传动链设计中应用广泛。

直角附件铣头传动齿数比一般选为1∶1。确定传动比后,可以根据设计手册中提供的设计步骤进行齿轮的设计,在确定弧齿锥齿轮的齿数、模数等设计参数以后,还要注意工艺性设计,如:为每个弧齿锥齿轮设计轴向调整环节,以保证装配时调整齿轮的啮合间隙。(计算部分可查看设计手册在此不再赘述,此例仅供参考)。
2.2.2 进给传动链设计
附件铣头进给传动链是伴随着机械五轴附件铣头的出现而出现的,一般采用蜗杆传动和直齿轮传动两种形式,可以按照机床进给系统设计原则结合实际条件进行设计,具体问题具体分析。
2.3 附件铣头主轴设计
2.3.1 通用型附件铣头主轴设计
通用型附件铣头主轴部分空间尺寸一般给定时较为宽裕,所以主轴可以参照数控龙门镗铣床常用的主轴形式进行设计。设计时需要注意:(1)使主轴设计满足切削功率要求;(2)主轴设计要便于装配;(3)主轴轴向调整定位环节的设计。
2.3.2 定制专用型附件铣头主轴设计
用户定制专用附件铣头,大多数有条件要求,决定了它们主轴空间位置很可能受到限制,这对附件铣头主轴设计提出了更高的要求。定制专用型附件铣头主轴设计时一般可以按4步进行设计:
(1)粗选轴径
根据专用附件铣头使用时要求达到的切削功率数值,主轴轴端最大尺寸和主轴锥孔尺寸这3个参数粗选主轴基本外径。
(2)安全校核
由于机床主轴要求刚度较高,因此在主轴结构设计中对主轴轴颈尺寸安全系数要求较高。所以在附件铣头主轴设计时,要选择较高的安全系数进行校核。
(3)选择轴承
在为专用附件铣头选择主轴轴承时,因为轴颈尺寸选择的轴承一般已经具备了较高的安全系数,因此轴承的选择主要取决于主轴的精度和刚度。
(4)综合设计
在确定主轴最终结构时还需要考虑主轴的加工工艺性,轴承的轴向调整环节,主轴最高转速及润滑冷却等问题。
2.4 附件铣头润滑冷却系统设计
随着机床主铣头转速越来越高,附件铣头的转速也随之提高,这对附件铣头的润滑冷却提出了更高要求。
在设计时,我们可以根据转速划分润滑冷却形式。对于大型数控机床而言转速一般以2 000 r/min为分界线,当附件铣头输出转速≤2 000 r/min时,齿轮和轴承的润滑可以采用油脂润滑,冷却可以采用自然冷却。当用脂润滑齿轮及传动轴轴承时可以采用普通型润滑脂,一般每3个月填充一次,若润滑脂发黑变脏,应用专用清洗剂清洗干净后更换新的润滑脂。主轴部分要采用长效高速润滑脂,一般在机床大修周期内不需要维护。同时要注意主轴轴承的密封设计,一般可以按主轴轴承选型样本中推荐的方式进行主轴的密封设计。
大型机床设备所用的附件铣头,结构比较复杂,而且一些功能要与主铣头相配合使用。当附件铣头输出转速>2 000 r/min时,这类附件铣头输出转速较高,所以附件铣头中所用的齿轮可以采用稀油润滑冷却,主轴轴承可以采用油脂润滑,稀油循环冷却。传动轴可以采用空心轴在轴内部进行稀油循环冷却。
在设计稀油润滑冷却的附件铣头时要根据不同的使用方式和使用效果选择不同类型的润滑油。例如选择齿轮的润滑冷却油时,根据经验应采用粘度较低的润滑油。附件铣头主轴循环冷却可以和主铣头主轴循环冷却使用相同牌号的润滑油。润滑油的循环流量等方面都可以与主铣头主轴保持一致。
由于附件铣头所用齿轮密闭在箱体内部,不利于散热,为保证润滑冷却的效果,需要设计供油回油系统。此系统需要单独冷却、单独过滤,从而更好地保证附件铣头齿轮的润滑冷却效果。如果主铣头行程较长时,这种情况对润滑冷却系统的回油要求就更高。我们可以增加“接力回油系统”的设计,可以在主铣头顶端设计二级回油泵,加强吸油能力,以便将润滑冷却油及时吸回液压箱。
2.5 主铣头对附件铣头夹持系统设计
2.5.1 数控龙门镗铣床中主铣头对附件铣头夹持方式
当机床需要使用附件铣头进行加工时,要将附件铣头连接到主铣头端面。所以附件铣头设计时,主铣头对附件铣头的夹持方式也是较为重要的环节。主要有以下几种方式:
(1)螺钉紧固夹持
此类夹持结构简单,但基本为手动夹持,主要应用于简易数控龙门镗铣床。
(2)应用旋转油缸夹持系统
此类夹持系统,夹持效果稳定,但是结构较为复杂,维修不便。
(3)应用数控刀具夹持系统
目前应用较为普遍的是将数控刀具夹持系统应用于主铣头对附件铣头夹持的方法。这种刀具夹持系统的优点在于夹紧力较大,附件铣头受力情况较好。夹持系统所用零件具备通用性和互换性,方便使用。
2.5.2 主铣头对附件铣头夹持方式在其他机床中应用
由于立式车铣复合中心所使用的附件铣头与主车铣头联接的受力情况与龙门镗铣床相似,所以也可以应用数控刀具夹持系统作为夹持方式。而对于落地镗铣床而言,由于主镗铣头为水平放置,附件铣头夹持系统需要承受一定的剪切力,所以可以采用螺钉紧固联接。当前数控落地镗铣床应用较为普遍的夹持方式是借鉴HSK/CAPTO等短刀柄刀具夹持系统设计出的,此类夹具可承受一定的剪切力确保附件铣头被拉紧,而且结构简单便于装配。
大型数控机床选择什么样的夹持方式,应由附件铣头生产厂家和夹持系统生产厂家针对机床特点进行沟通选择,以保证夹持的效果,进一步增强机床稳定性和可靠性。
2.6 附件铣头传动轴的定位装置设计
目前随着加工业的全面自动化,当使用单位要求实现五面加工时,就需要使附件铣头与主铣头间实现转位功能。当机床加工工件的不同部位时,就需要使用不同的附件铣头,这时机床就要进行附件铣头的更换。设计附件铣头传动轴定位系统来实现附件铣头的自动转位和自动交换功能。
2.7 附件铣头的装卸转位设计
附件铣头转位常用的4种形式如下:
(1)手动转位
附件铣头与主铣头完全脱开,放在附件铣头支撑架或运输小车上进行转位,转位后再与主铣头联接。这种方法属于附件铣头人工转位,主要在简易龙门镗铣床等上用。
(2)自动4×90°转位
这种转位形式其工作原理较为复杂,由主铣头松拉刀机构和附件头传动轴定向机构配合实现4×90°转位。
(3)自动1 ×360°或0.5 ×720°转位
目前较为常用的形式主要有以下两种:
①在主铣头上增加C轴功能,使得附件铣头随主铣头进行转位。这种结构可靠性高,性能稳定,切削功率高,扭矩大。但这种转位形式对主铣头的要求较高,目前国内只有少数大型机床制造商掌握此项技术。
②在附件铣头上增加C轴功能。此类形式设计出的附件铣头结构较为复杂,这种设计一般会影响附件铣头的刚度,可靠性也随之降低不适合大功率切削,可能会增加用户后期维护成本。
(4)自动n×360°连续转位
主要应用于五轴加工机床,包含有电动机直驱式五轴附件铣头和机械式五轴附件铣头。直驱式五轴附件铣头主要用于轻型机床;机械式五轴附件铣头一般为分体式设计,主要应用于重型机床。国内关于五轴附件铣头的研究日趋增多,五轴附件铣头是重型装备制造业的重点需求产品,目前完全自主掌握此项技术的国内机床制造商并不多。
2.8 附件铣头与主铣头的联接定位
为保证附件铣头和主铣头联接时各个接口位置精确对正,一般需在主铣头和附件铣头上安装定位装置。由于主铣头箱体和附件铣头箱体的基础件是分别进行加工的,所以要保证附件铣头定位装置的定位精度是非常困难的。现以龙门镗铣床为例,按其精度检验标准,其中直角附件铣头主轴轴线对主铣头主轴轴线的偏置要求为0.02 mm,要保证这个较高的精度,除对主铣头端面和附件铣头端面进行刮研外,还要对联接定位装置进行调整。可在滑枕端面装配键槽块,在附件铣头端面装配定位键块,以保证联接定位的准确性。这种方式也可在落地镗铣床上应用,对于立式车铣中心,由于机床以车削为主,切削特性区别于以铣削为主的机床,所以需要使用工艺手段进行保证。
2.9 附件铣头的运输识别系统设计
设计附件铣头时,识别系统也是非常重要的环节。当机床配有多个附件铣头时,对附件铣头识别系统的设计要求也在提高。目前较为常用的识别方式有4种基本形式:
(1)在附件铣头运输小车上安装识别码
附件铣头一般放置在附件铣头运输小车上,利用运输小车将附件铣头运送到机床换头处。在换头处一般装有4位或2位识别器,它的功能是识别器识别附件铣头运输小车是否到位,是否可以执行换铣头程序,同时可以识别附件铣头种类。但是这种方式识别种类较少,当附件铣头个数较多时受到限制。
(2)利用感应开关识别
在主铣头端面装配多点式感应开关,同时在附件铣头端面加工出相应的感应点。这种识别方法应用了数字式感应技术,感应开关只能感应金属和非金属2个状态。
(3)利用芯片读取器识别
在主铣头端面装配芯片读取器。在附件铣头端面安装芯片,在芯片中写入附件铣头的全部信息,例如切削功率、有无刀具冷却、有无中心冷却以及有无自动松拉刀等。在使用附件铣头时由芯片读取器读取。这种识别方式不受附件铣头数量限制简单易行,适用于配置多种附件铣头的机床。
(4)设计制造附件铣头库,实现附件铣头全自动运输和更换
根据实际需要设计制造附件铣头库结构,要考虑到机床类型上的区别,附件铣头个数不同等因素。例如:①工作台移动式龙门镗铣床,附件铣头个数不多的情况下,一般可以采用火车式附件铣头库;②龙门移动式镗铣床,当龙门框架行程较长时可以采用自动运输车式附件铣头库。这种以刀库理念设计附件铣头库的方式,不受附件铣头个数限制,但由于结构较为复杂,同时对电气调试要求较高,目前国内制造商应用并不多。
另外对立式车铣复合加工中心而言,由于此类机床以车削为主,而且主滑枕端面较龙门镗铣床主铣头端面较小,所以附件铣头体积相对较小、重量较轻。目前常用的存储识别方式是将附件铣头与刀具全部设计到刀库中,由电气系统进行识别,这种结构国内外机床制造商应用较多。
落地镗铣床与龙门镗铣床切削功能相类似,所以对于附件铣头的运输,识别系统可以借鉴龙门镗铣床较为成熟的结构。
综上,在设计附件铣头运输识别系统时,设计师要根据机床实际情况和使用单位的要求,进行优化组合这些识别系统,达到方便用户使用的目的。
3 附件铣头基础件的工艺性是设计附件铣头的重要保证
附件铣头的基础件加工的难点有:超长箱体加工,附件铣头箱体孔的加工等。
3.1 附件铣头基础件加工工艺性设计
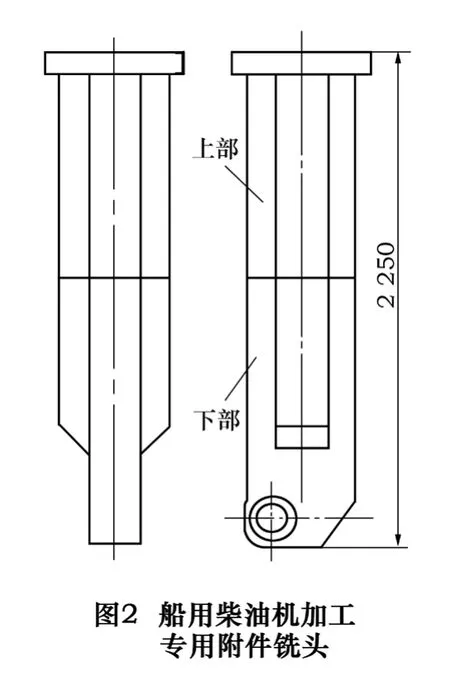
对于一些特殊附件铣头的设计,要将基础件工艺性设计与附件铣头结构设计相结合。例如,设计用于加工大型船用发动机机座导轨板的专用双端面附件铣头时,铣头总长度达到2 250 mm。这个附件铣头基础件(箱体)的加工和装配都是比较困难的,所以要在设计时综合考虑,可以采取分体式设计。如图2所示,上部可以采用延伸铣头设计理念,力求结构简单;下部按定制附件铣头设计理念设计,这样可以上下部分分别加工装配,保证了工艺要求,节省成本,缩短生产周期,达到检验精度最终满足用户要求。
3.2 注意附件铣头箱体加工
在附件铣头的设计中,主要零件的工艺性也是设计中的重要环节,特别是基础件(如附件铣头箱体)更是重中之重。附件铣头要实现各种液压润滑冷却等功能,就需要在箱体上加工交叉孔,孔径多为6 mm或8 mm。但由于目前国内铸造工艺水平所限,在铸铁件中经常出现砂眼、疏松等现象,交叉孔经常出现互相串通的现象,所以在箱体加工时特别要注意。
4 结语
附件铣头作为大型金属切削机床拓展功能的重要组成部分,它的研发生产是一个综合过程。附件铣头结构设计是其中重要的环节,但要生产出高品质的附件铣头,加工工艺和装配工艺都是不可或缺的重要保障。国内的机床制造商要全面提高附件铣头的生产制造水平,这样才能做到根据用户需要合理配置高品质的附件铣头,使机床更具经济性和实用性,为用户创造更多的价值。
[1]戴曙.金属切削机床设计[M].北京:机械工业出版社,1991.
[2]机床设计编写组编.机床设计手册,第三册[M].北京:机械工业出版社,1986.
[3]吴宗泽.机械结构设计[M].北京:机械工业出版社,1988.
