运用故障诊断技术确保螺杆压缩机安全运行
2012-10-21曹庆俊李崇军吴举民
曹庆俊,李崇军,吴举民
(宁波万华聚氨酯有限公司,浙江 宁波 315812)
一、概述
宁波万华聚氨酯有限公司2005年安装投用三台LG-66/0.7型喷水螺杆压缩机,三台压缩机同时工作。压缩机在5年的运行中,多次出现了振动超标的现象,振动烈度最高达到12.5mm/s。参照API、ISO标准,振动烈度报警值7.1mm/s,停机值11.2mm/s。鉴于该设备在生产中的重要作用,公司对其振动状态非常重视,利用振动分析、油品分析等手段多次排除了设备故障隐患,确保机组安全运行。
二、机组工作原理
该机组为单级喷水式双螺杆压缩机,主要由机壳、阳转子(4齿)、阴转子(6齿)、机械密封、轴承、平衡活塞、同步齿轮等组成。
工作原理:利用一对带有螺旋型齿槽相互啮合的阴阳转子,在具有一定形状的进气孔和排气孔的密封机壳内,作相反方向的旋转运动,使齿槽间的封闭容积逐步缩小,以提高气体压力。转子在压缩气体过程中,喷入软化水作为冷却液,以降低压缩气体的温度,达到提高压缩比及气密性的目的。压缩气体通过汽液分离罐与冷却液分离后,送入CO气体管网中,软化水经冷却后循环使用。压缩机主要性能指标见表1。
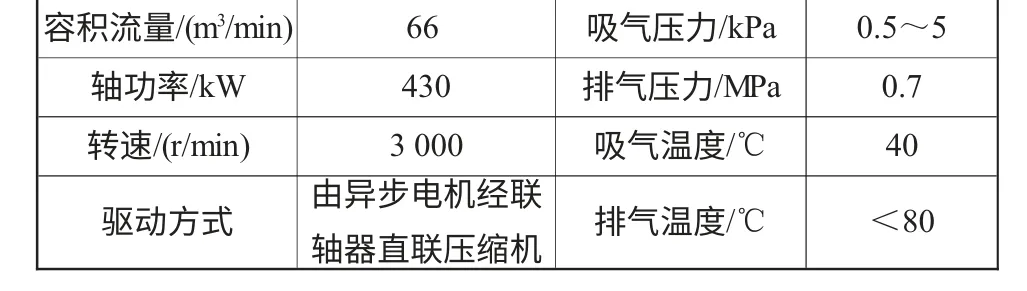
表1 压缩机主要性能指标
三、故障诊断技术
1.频谱分析法
信号频谱分析采用傅里叶变换将时域信号x(t)变换为频域信号X(f),帮助人们从另一个角度来了解信号的特征。时域信号x(t)的傅里叶变换为:
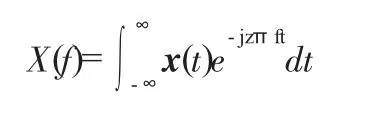
式中:X(f)——信号的频域;
X(t)——信号的时域;
f——频率。
信号的时域描述只反映信号的幅值随时间的变化情况,除只有一个频率分量的简谐波外,一般很难明确揭示信号的频率组成和各频率分量的大小。信号的频谱X(f)代表了信号在不同频率分量处信号成分的大小,能够提供比时域信号波形更直观、丰富的信息。在许多场合下,用信号的频谱来描述事物的特征也更简洁明确。表2为振动故障频率特征分类。
2.铁谱分析技术
铁谱分析技术是利用高梯度的磁场,将油内磨屑颗粒与油液及杂质分离,并使其按一定规律沉积在置于磁场上方的玻璃基片上,形成谱片。利用铁谱显微镜对谱片上的磨屑进行大小、形状、色泽、表面纹理等观察,识别磨粒类型(定性铁谱),或对谱片上不同沉积区域的透光度进行测量,检测磨损烈度(定量铁谱)。
四、机组振动故障
该机组在稳定运行到2008年时,出现了振动超标现象,经振动分析,发现设备出现较高的1倍频率的峰值5.91mm/s(见图1),并伴有多次谐波。且电机端轴承1倍频率峰值达到12.43mm/s,并伴有1~8倍的谐频,与轴承跑套故障的特征频谱十分吻合,属于精确倍频故障类型(见图2)。
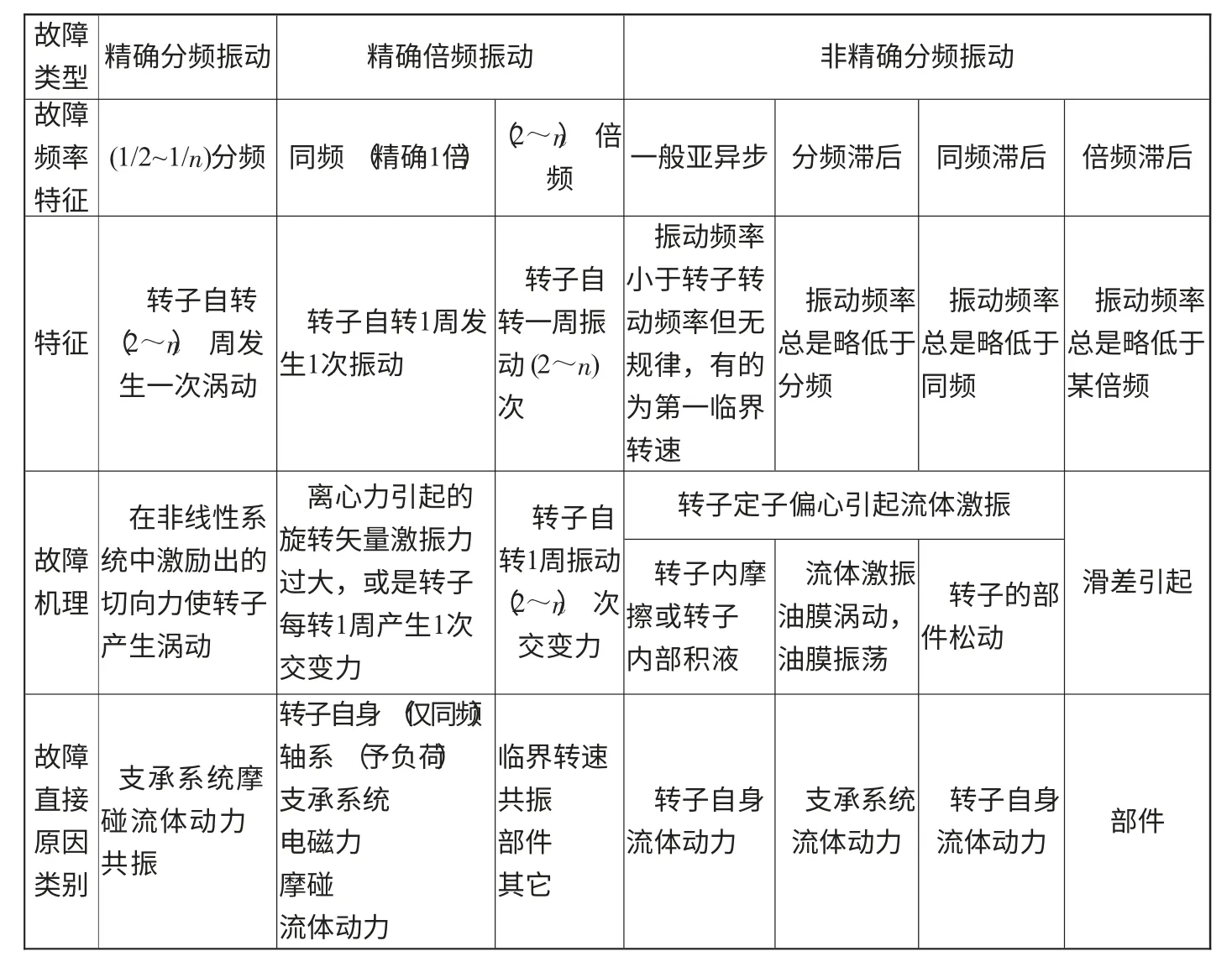
表2 振动故障频率特征分类
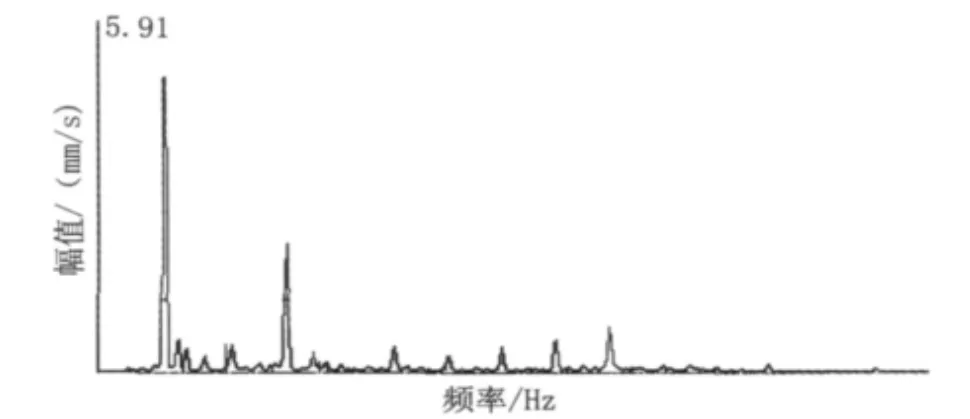
图1 压缩机排气端主轴轴承
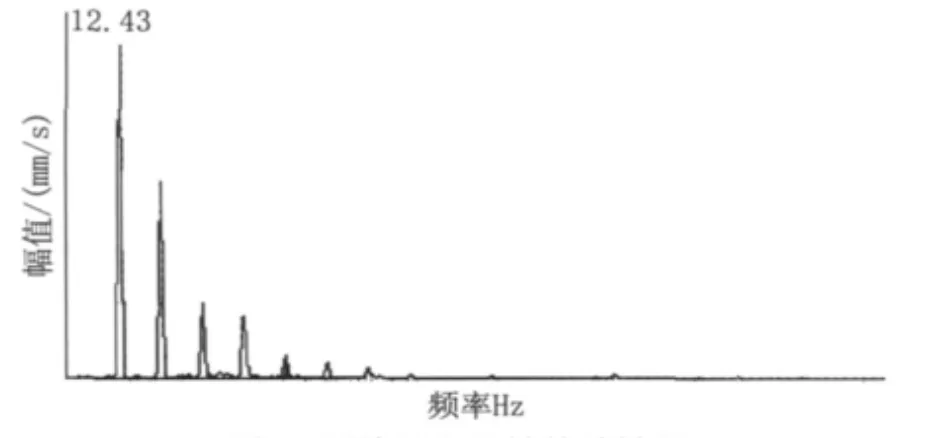
图2 压缩机电机轴伸端轴承
根据设备振动及电机振动特征的分析,怀疑设备振动的振源是由电机端引起的,且从电机轴伸出端轴承的振动频率来看,符合轴承跑套的故障特征。但根据电机端1倍频的峰值,并结合生产现场的粉尘环境,怀疑引起轴承跑套故障的原因是由于电机风扇积垢不均匀,导致电机转子系动平衡破坏,从而产生振动以至轴承发生跑套故障,因此决定对压缩机进行解体检修。
检修过程中发现,轴承座磨损严重,已磨出深达1mm的沟槽,并发现电机风扇锈蚀、结垢严重,利用静平衡法调整风扇平衡,结果风扇静平衡偏差90g,这与检修前的分析结果吻合。通过更换轴承座、风扇叶轮动平衡校正,电机1倍频峰值降至0.29mm/s(检修前空载1倍频峰值9.29mm/s)(见图3、图4)。
五、机组振动隐患排除
2009年11月,在例行的振动检测中,发现该机组的阳转子排端轴承振动异常,噪声较大。根据振动频谱分析,频谱中出现了5倍频峰值6.51mm/s,且振动加速度值达到72mm/s2,高频有效值达到20.68,时域波形有明显的冲击、碰磨现象,根据振动加速度(与振动位移不一样,趋向于强调滚动轴承故障所产生的高频分量)对轴承故障的敏感反应,怀疑轴承出现了缺陷(见图5、图6)。

图3 电机检修前空载频谱
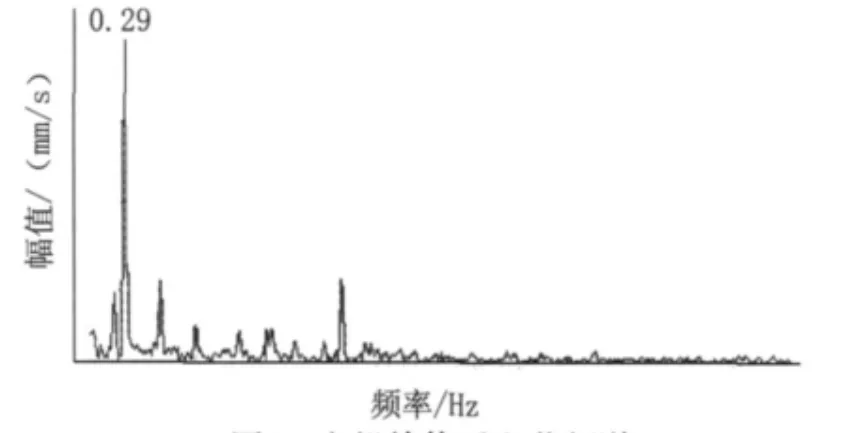
图4 电机检修后空载频谱
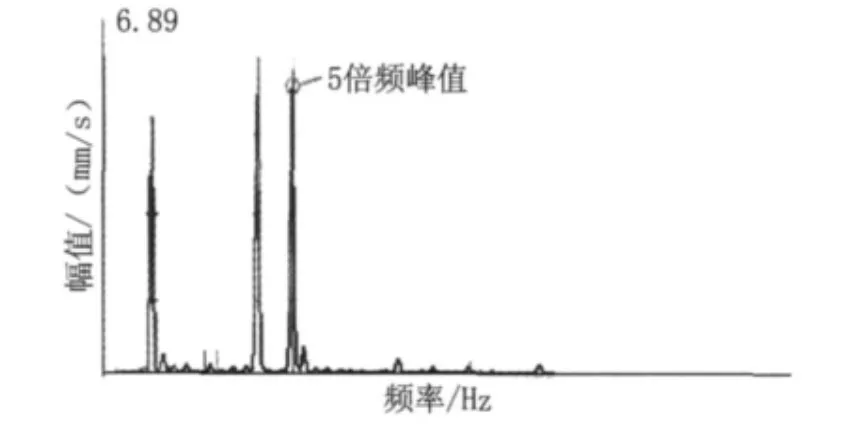
图5 频谱图
同时通过油品分析,发现润滑油中含有金属颗粒和铜,综合振动及油品的分析结果,断定轴承出现磨损,且轴承的保持架也磨损严重。
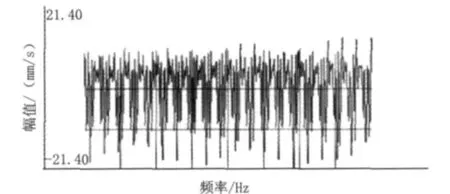
图6 11.18时域图
但迫于生产压力,压缩机只能带病运行,对其实行重点维护。在对11月27日的数据分析发现,轴承的损坏程度进一步恶化。振动加速度达到177.41mm/s2,高频有效值达到34.73,频谱中5倍频峰值已经超过1倍及4倍频(转子啮合频率),且油箱中出现了明显的铜屑,随时可能出现轴承抱死的严重故障,于是紧急决定于27日中午停车,更换损坏轴承。
解体检修中,发现轴承滚珠、内外圈已经严重磨损,轴承保持架已经磨碎。下午检修后,设备立即投用,振动值恢复正常。
机组本次故障检修的经济收益巨大:直接节省维修费用600万元,由检修时间缩短带来的产品产量效益200万元。
[1]王中林.设备状态监测与故障诊断技术应用实例汇编[M].北京:中国广播电视出版社,1993.
[2]杨志伊,郑文.设备状态检测与故障诊断[M].中国计划出版社,2006.
[3]陈长征,胡立新,周勃,费朝阳.设备振动分析与故障诊断技术[M].科学出版社,2007.
[4]李敏,周发荣.旋转机械频谱分析及故障诊断[J].南京:梅山科技,2003.