WLS400A半在线式自动测量设备
2012-10-20张哲海克斯康测量技术青岛有限公司
文/张哲·海克斯康测量技术(青岛)有限公司
WLS400A半在线式自动测量设备
文/张哲·海克斯康测量技术(青岛)有限公司
在现代化汽车制造企业中,三坐标测量作为质量控制最为可靠和快速的手段大量应用到实际的生产过程中。但随着车间大批量、高效率的生产。传统接触式三坐标在关键零件的测量中已达到了设备的瓶颈。以目前最先进的上海大众汽车五厂的车身车间为例,该厂的设计产能为60JPH(小时工作量或单位时间工作量),也就是每分钟完成一个白车身的装配。那么与之相关的关键零件的测量时间也需要大幅度的提升。按目前大众使用的频次,虽然在整个车身车间拥有10台先进的DEABravoHP悬臂式测量机,但仍有巨大的测量缺口。尤其针对大批量的零件测量,接触式测量效率低的问题被进一步放大。
作为全球领先的测量方案供应商,海克斯康提供了一种全新的车间环境下批量测量设备WLS400A,如图1所示,将非接触拍照式测头与自动机器人结合,针对车间环境设计并能快速反应,快速测量的新设备。与传统接触式三坐标的完美互补在大众亚洲标杆工厂内得到了全面的体现。作为全新的车间检测工艺,其有巨大的技术优势承接传统三坐标与现代化车间的高效质量控制。
WLS400A的相对投入更低,对环境的适应能力更强,测量的效率和对工件的抽样统计更加全面,是固定式三坐标的完美补充,更值得一提的是,该系统完全适应工厂车间环境,在测量的过程中对周围的噪音、振动、焊渣飞溅等都完全不受影响。图1就是该系统被放置在流水线中间,处于衔接侧围焊装线与白车身焊装线的关键部位。与传统接触式三坐标比较,WLS400A有以下几大优势:
⑴测量速度快。WLS400A使用非接触拍照式测量,加载在高性能机器人上,从而使测量速度大大提高。由于使用非接触拍照式测量,单幅照片的覆盖面积可达380mm×380mm,只要在其覆盖范围所有测点可同时获得数据,如图2所示。非接触拍照式测量原理类似于照相机对视野内的物体进行照相,不同的是照相机摄取的是物体的二维图象,而WLS400A拍照式测量系统获得的是物体的三维信息。接触式三坐标在测量一个孔时,至少需要测量6点(图2a),然后,测量软件根据6个点的数据通过计算得出该孔的一些参数,而WLS400A只需要拍2幅照片(图2b),2幅照片形成的380mm×380mm面积内的除了孔之外的其他所有的特征尺寸能够全部输出,拍照式测量的原理类似人眼观物,视野范围内对象的特点可以一并得出,而接触式三坐标类似盲眼摸物,需要足够的触发数据才能获得实物的特征尺寸。以大众在测的侧围零件为例,使用三坐标测量时间需要167min。而用WLS400A测量时间仅需要15.55min,效率是接触式设备的11倍。

图2固定式测量机与WLS400A对比

图3WLS400A测量线占用面积
⑵占地面积小。作为批量化检测的自动工位,由于使用了柔性夹具的原因,WLS400A在占地空间中有明显优势,见图3,四门两盖翼子板,四工位,只需要一个8m×8m的空间,但同时支持了大众工厂在产的三款车型共计28套零件的测量任务。预留一个工位执行特殊的委托任务,同等工作量在三坐标室内占用了三个测量平台来完成。
⑶投资维护成本低。众所周知,三坐标测量机的使用环境是非常特殊的,对温度、湿度的控制相当严格,这也使得在使用三坐标的同时带来高昂的维护成本。而WLS400A测量设备却不受此限制。在任意的场地和环境下都可以出色地完成测量任务,而使用了柔性夹具又使得投入成本进一步地降低。
⑷报告更清晰准确。如果说自动三坐标替代传统手工检测的最大不同之处在于精度外,三坐标报告的直观与庞大的数据库容量也是其巨大的优势。但随着技术能力的加大,传统的三坐标报告已经不能满足现代化的效率。拍照式测量能够获取被测零件的全貌点云数据,并能出具详细的色差分析图形。除了能获得指定的测点数据外,还能对在监控范围外的数据进行趋势分析,使得在查找问题、分析问题时提高了效率及准确性。如图4所示,传统三坐标与WLS400A分析报告对比,传统的三坐标报告无法给出整个工件曲面点云数据,更无法对所有的曲面数据进行偏差及超差状况的图形色差化的直观显示。图4b是WLS400A出具的报告,绿色代表合格范围,由黄色到红色的暖色调区域代表尺寸的正超差,由浅蓝至深蓝的冷色调区域代表尺寸的负超差。具体来讲,绿色代表曲面轮廓偏差在公差范围内,即尺寸合格、未超差,实际尺寸控制在标准值±0.5mm以内,此报告还显示出该零件总点云数据的39.09%落在该区域;蓝色代表轮廓尺寸控制在标准值-0.5~-1mm范围之内,即该类点数据在负方向上比标准值偏差0.5~1mm,报告显示有19.98%的点云尺寸值属于此范围;依次类推,黄色点云数据代表轮廓尺寸控制在标准值+0.5~+1mm范围之内,即该类点数据在正方向比标准值超值0.5~1mm,报告显示有13.37%的点云尺寸值属于此范围。所有的曲面数据显示车窗下方车门有下凹趋势,车窗右上角有上凸趋势,可以据此调整模具或者其他相关机床参数。如果仅凭借普通的触发式三坐标测量报告,则只能根据数据判断出有限的几个关键点的尺寸偏差和超差情况,无法直观显示整个工件曲面区域的加工趋势。
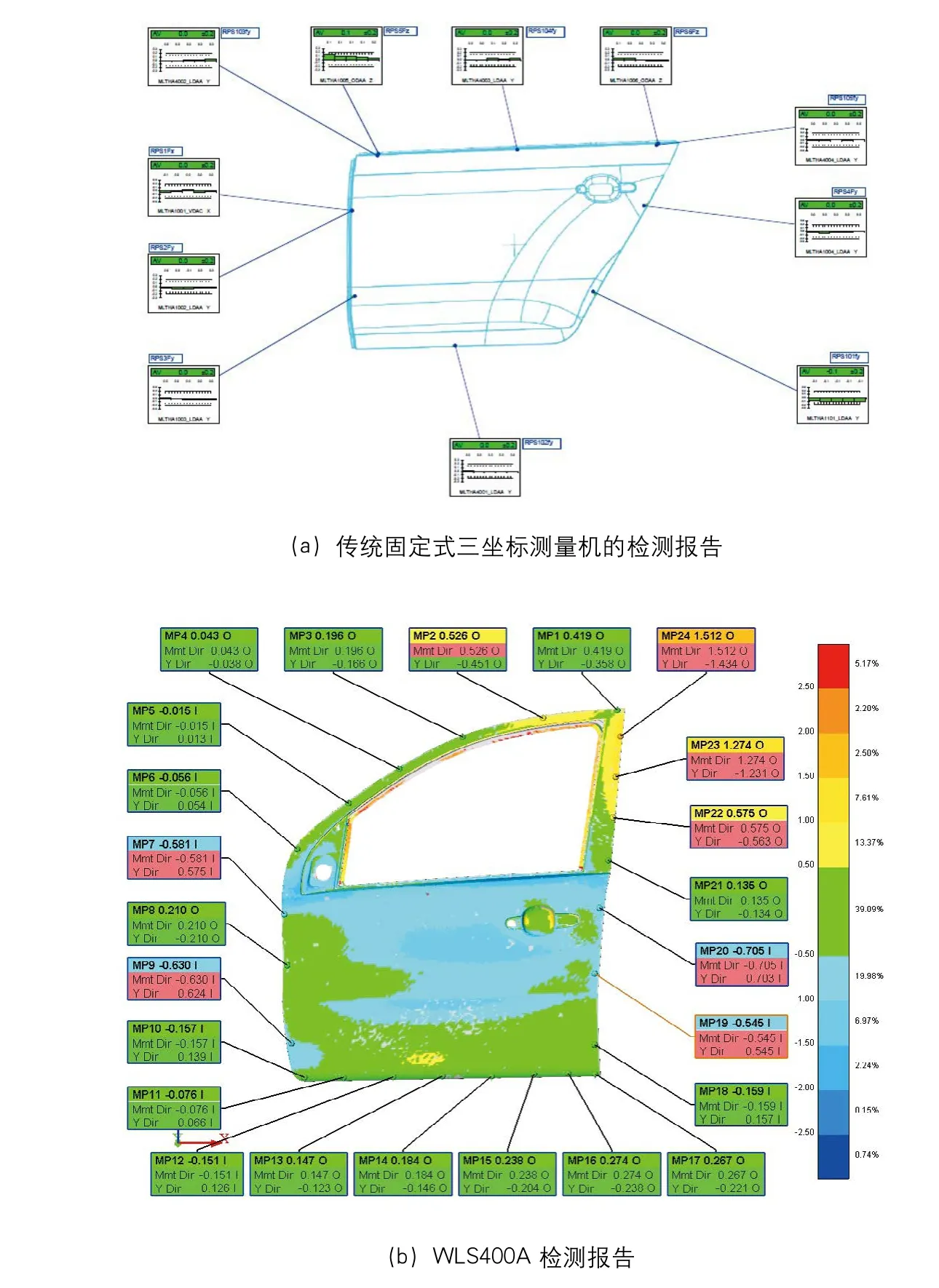
图4检测报告对比图
结束语
当然,作为新兴的测量手段,WLS400A与传统的三坐标测量机相比还是有许多的不足之处。例如,相对精度没有三坐标好,编程的专业性太强操作人员工作环境差等问题。但作为传统三坐标的补充,WLS400系列拍照式测量系统代表了测量技术的一个发展方向——便携、车间现场应用、非接触光学探测、直观且有价值的数据报告,非常适用于非规则曲面类零部件,如模具、钣金件等零部件的检测。随着测量技术的发展,WLS400系列拍照式测量系统必定能够提升其测量精度,同时提高可操作性,降低编程难度。在精度提升方面,主要涉及到非接触式光学探测技术的提升,属于硬件问题,有一定的难度;编程方面则体现在软件的可操作性上,相对光学探测技术,软件的改良应该属于比较容易突破的技术。无论如何我们拭目以待。
